铰接式卡车铰接头螺纹磨损修复方案探讨
2021-10-14 05:57赖作星
铜业工程 2021年4期
赖作星,彭 骏
(江西铜业集团有限公司 城门山铜矿,江西 九江 332100)
1 引言
城门山铜矿是一座以铜、硫为主,共生钼、铁、锌,伴生金、银和稀散元素的大型多金属矿山。沃尔沃A40E铰接式卡车(以下简称A40E铰卡)具有装载、卸载效率高,爬坡能力强,道路适应性好,机动灵活及安全性能高等特点,能适应各种恶劣环境、复杂地形及气候,可全天候作业,在城门山铜矿采矿场承担了采剥作业运输任务。而该铰卡的铰接头由于受冲击、弯矩等复合载荷及内部腐蚀,导致铰接头螺纹出现磨损、断扣等失效形式[1],将会使整个铰卡出现轴箱串动的现象。针对出现的这类问题,我们进行研究、分析,采取技术手段解决存在的安全隐患,能给矿山创造了巨大的经济效益。
2 铰接结构介绍及现状调查
2.1 设备铰接结构介绍
A40E铰卡采用铰接结构设计[2],由前后两个部分组成。铰卡汽车前车架分布置发动机及其操作系统、驾驶室;后车架分布置车斗和自卸装置,通过铰接头将汽车的动力部分与载货部分连接起来,铰接头直接与铰卡的前车架和后车架相连,接入垂直铰链和水平铰链后使车辆具有良好的行驶性能;铰卡汽车的后车架相对前车架上可以实现向左或向右回转成45°角,还可以进行“折叠”。另外,前后车架都可以在垂直于公共纵轴的平面内绕公共纵轴作独立的无限制转动。特别是它完全消除了作用在车架上的扭转载荷,因此可以提高整个结构的可靠性,不像普通汽车在无路条件下工作时,车架要承受很大的载荷;特殊的悬挂装置以及独特的转向架可以使车辆在路面差、气候恶劣的条件下正常行驶,使得车辆能够在崎岖地带行驶而不会对悬架装置[3]有过高的要求。
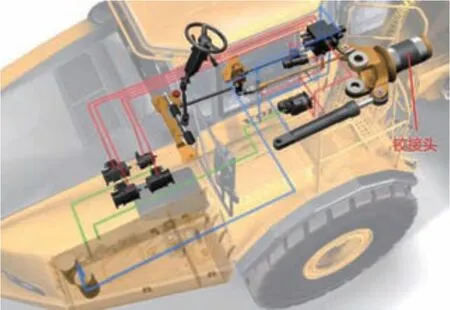
图1 铰接头在车辆的位置图示

图2 铰接头在车辆的作用图示
铰卡铰接头是铸造件,有两个用于连接到前车架的吊耳。吊耳内侧有用润滑脂润滑的双圆锥滚子轴承。挂接装置吊耳插在前车架后部的两个叉架之间,并用穿过后部和挂接装置上的吊耳的锁销锁定。下部锁销也是牵引车的车桥悬架三角支架的托架。在后车架中,挂接装置被推入一个钢轮中并用一个锁紧螺母锁定。鼓轮和挂接装置之间的轴承由用机油润滑的滑动轴承组成,其通过位于后车架上的油箱润滑。
中间轴位于铰接头内侧并用两端的轴承支撑。中间轴将来自分动箱的动力传递到后桥。其两端通过位于中间轴每一端的传动法兰盘连接到传动轴。如图3所示。
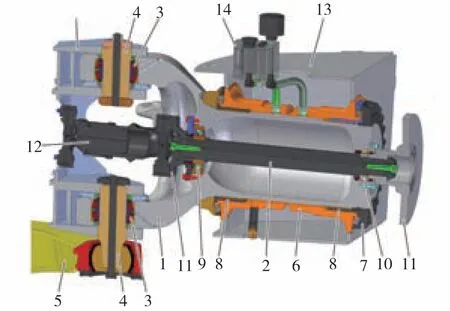
1、铰接头;2、中间轴;3、双圆锥滚子轴承;4、销;5、三角支架;6、钢轮;7、锁紧螺母;8、滑动轴承;9、滚珠轴承;10、滚轮轴承;11、传动法兰盘;12、前车架;13、后车架;14、油箱
2.2 铰接头大螺纹磨损现状
铰卡经过长时间的运行,铰接头受冲击、弯矩等复合载荷,除经常出现铰接销孔磨损变形故障外[4],铰接头螺纹亦会出现磨损、断扣等失效形式(如图4所示)。出现该情况后,整个铰卡在运行时会出现轴箱串动的现象。

图4 铰接头大螺纹磨损情况图
自从V06铰卡第一次出现了铰接大螺纹磨损故障后,其余铰卡陆续的出现了该故障,螺纹磨损具体情况如表1所示。
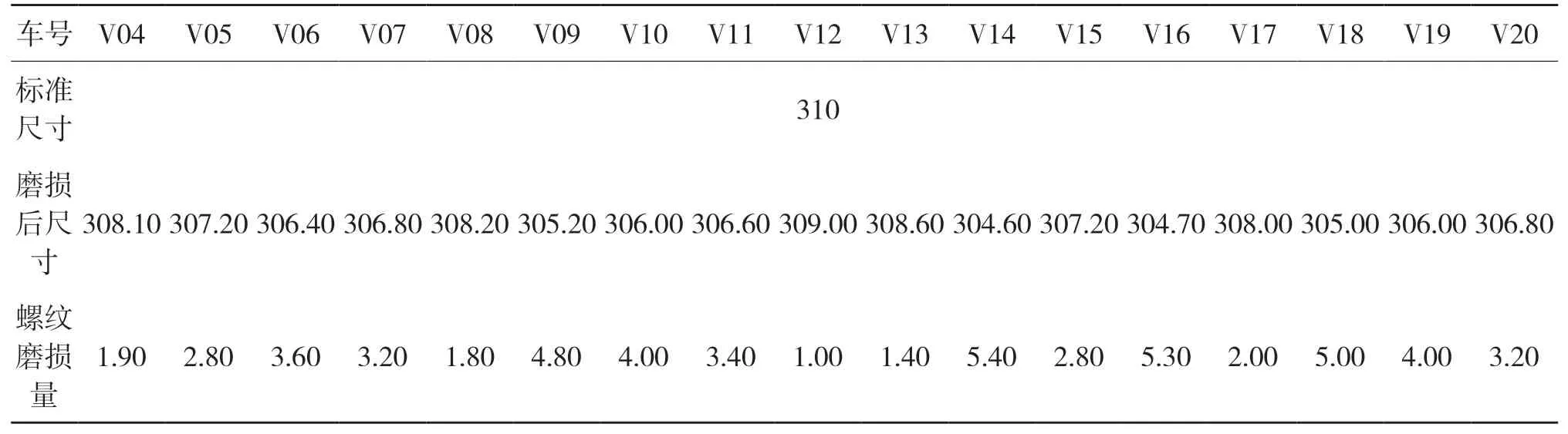
表1 铰接头螺纹磨损情况表 mm
3 解决方案
针对铰接头螺纹出现磨损的情况,我们通过分析,提出堆焊工艺[5]及镶套工艺[6]两个可以解决铰接头大螺纹磨损问题的方案供选择。
通过测量,铰接头螺纹磨损前外形如图5所示。
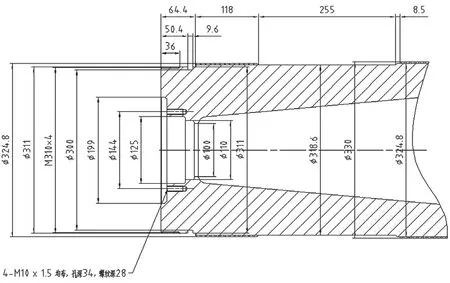
图5 铰接头螺纹磨损前尺寸图
3.1 堆焊工艺
堆焊是用焊接方法在金属材料或零件表面上熔敷一层有特定性能材料的工艺过程,作为焊接技术的一个分支,其目的不是连接焊件,而是为了在焊件表面获得具有耐磨耐热耐腐蚀等特殊性能的熔敷金属层,或是为了恢复或增加焊件的尺寸,堆焊方法在制造和修理中得到广泛的应用。
堆焊的物理本质、热过程、冶金过程以及堆焊金属的凝固结晶与相变过程,与一般的焊接方法相比没有什么区别。但是,堆焊主要是以获得特定性能的表层、发挥表面层金属性能为目的。
不同的工作条件要求堆焊金属要有不同的使用性能,作为常用的铁基堆焊金属,其品较多,性能变化范围广,韧性和耐磨性配合好,最大的优点是成本低,因而使用很广泛。我们考虑最为常见铁基堆焊金属的堆焊材料为下面2种。
(1)珠光体基体。
这类合金属于珠光体钢,碳含量一般小于3%,合金元素总量在5%以下。该类合金的特点是:硬度中等,有一定的耐磨性,冲击韧性好,易于加工,经济性好。焊接性好,有很好的抗裂性能,焊接前一般不预热,这种类型合金焊接性好,抗冲击能力强,硬度较低,主要用于修复象轴类的机械零件。
(2)普通马氏体基体。
这类合金的组织主要为马氏体,含碳量在0.1%~1.0%,合金元素含量一般在12%左右。这类堆焊金属的组织主要为马氏体,堆焊层的硬度和屈服强度高、耐磨性较高,可受中等冲击,但抗冲击能力却比珠光体钢和奥氏体钢堆焊层差。主要用于修复金属间磨损的零件,如齿轮、牵引车底盘等。
根据铰接头螺纹的载荷要求,必须要保证堆焊层金属的耐磨性、耐蚀性、耐冲击性。经过对比分析,我们选择马氏体钢堆焊金属,当螺纹磨损后,将螺纹部位打磨加工后进行埋弧堆焊,埋弧堆焊是自动生产,大电流,高效率,埋弧热量多稀释率大,一般堆焊20层后才能保证所需的性能,对于较大的且不易变形的零件的堆焊最适用,同时为了有效防止堆焊后焊层的开裂,必须进行焊前预热,焊后保温缓冷,以消除焊接应力。
3.2 镶套工艺
镶套工艺,即通过在轴或孔中镶一个套环,对已磨损的孔、轴进行矫正修复的方法,此方法最先应用于修理行业,并得到了较好的效果论证。当螺纹M310×4磨损后,将螺纹部位完全车除至φ255mm,加工长度为60mm,并在此长度范围内加工M250×4的左旋螺纹,然后用42CrMo镶套材料进行镶套,套外圆留8mm加工余量,内孔为M250×4的左旋螺纹,与铰接头本体匹配,端面开坡口,在与铰接头旋合时螺纹涂螺纹胶,并保证内端面与铰接头紧密结合,再进行焊接,焊接完成后,加工至标准螺纹M310×4尺寸要求,如图6所示。

图6 镶套工艺示意图
经过对以上两种修复工艺对比分析,镶套工艺的劣势是会削弱本体的强度,理论上会降低零件的使用寿命,但其优势也很明显。
(1)镶套材料的选择余地大,我们选择42CrMo作为镶套材料,可以兼顾到铰接头螺纹的耐磨性、耐蚀性、耐冲击性。
(2)对铰接头整体的金相组织变化影响可以忽略不计,变形小;而如果选择堆焊工艺后进行加工,对铰接头整体的金相组织变化有较大影响。
(3)修复后铰接头螺纹再次磨损时仅需对衬套进行更换,避免因修复反复对本体产生伤害。
通过对比分析,我们最终确定镶套工艺作为铰接头的最终修复方案[7]。
4 实施效果
从2013年开始将镶套工艺修复的铰接头在V06铰卡上进行试用,跟踪3个月后未发现轴箱串动现象,使用效果十分明显,后续逐步推广到其他铰卡的铰接头上使用。经过6个月持续试用、情况良好,实施后未发现铰接头螺纹磨损的现象,经多年使用跟踪,其使用寿命普遍可达到2年以上,有效解决了铰接头螺纹磨损导致的轴箱串动所带来的安全隐患,也避免了更换铰接头造成的成本浪费,节约了大量的维修成本,同时也为生产赢得的宝贵时间。
5 结束语
A40E铰卡是城门山铜矿露天矿山的关键设备,其运行是否安全稳定,将直接影响矿山生产安全。为了解决设备铰接头磨损部分出现的故障,通过对铰接头进行技术研究及处理,有效地延长铰卡头的使用寿命,从而避免了更换铰接头造成的浪费,大幅降低了生产成本,可为提高矿山的经济效益提供强有力的技术保障。
猜你喜欢
中国设备工程(2022年2期)2023-01-02
材料保护(2022年5期)2022-12-07
汽车实用技术(2022年16期)2022-08-31
物流技术与应用(2022年5期)2022-06-17
建材发展导向(2022年6期)2022-04-18
材料科学与工艺(2022年1期)2022-03-11
煤气与热力(2021年2期)2021-03-19
商用汽车(2019年5期)2019-09-10
汽车文摘(2016年1期)2016-12-10
探测与控制学报(2016年5期)2016-11-17