
压缩型耐张线夹弯曲矫正工具的研究与应用*
2021-10-14 03:28郑孝干蔡嘉炜冯振波
科技与创新 2021年19期
郑孝干,余 栋,蔡嘉炜,冯振波
(1.国网福建省电力有限公司福州供电公司,福建 福州 350009;2.福州亿力电力工程有限公司,福建 福州 350004)
输电线路是电网的重要组成部分,耐张线夹作为将导线固定在杆塔上的电力金具,其质量直接影响电网运行的稳定性[1-6]。目前广泛采用的压缩型耐张线夹受压接工艺、人员水平等因素的影响,压接后部分耐张线夹的铝管处存在不同程度的弯曲,耐张线夹在弯曲应力作用下出现疲劳裂纹,最终导致线夹断裂,影响输电线路的安全[7-10]。
目前,对于各类输电耐张线夹的结构优化、失效机理及压接工艺改良等,部分学者已开展了一定的研究[11-15],但对于如何矫正弯曲耐张线夹的相关内容还鲜有研究。现阶段主流的矫正方式仅通过敲打压接管来实现,该方法易形成压接管外部裂纹或内部损伤,不符合规程要求,导致材料浪费和成本增加。部分施工人员试图通过多次压接的方式矫正弯曲线夹,虽能够使弯曲度满足规程要求,但该矫正方法频繁挤压线夹内部钢芯,导致其变形、机械强度降低,最终引发线夹裂纹处断裂[16]。
本文对压缩型耐张线夹发生压接弯曲后如何矫正的问题展开研究。基于结构力学静力计算[17],分析了矫正工具高效、省力完成线夹弯曲矫正工作的可行性,并完成了成品设计与现场应用。该研究和应用结果对于弯曲耐张线夹的矫正具有指导和借鉴意义。
1 弯曲耐张线夹矫正过程的力学模型
对于压缩型耐张线夹,其一旦液压成型,便不可拆卸更换。DL/T 5285—2013《输变电工程架空导线及地线液压压接工艺规程》7.0.7 条规定:压接后的压接管不应有扭曲变形,其弯曲变形应小于压接管长度的2%,且有明显弯曲变形时应校直,校直过程中不应出现裂纹或应力集中,否则应重新压接[18]。将弯曲2%的耐张线夹作为力学模型,分析多大的压力可顺利完成矫正工作。
引入结构力学静力计算,计算简支梁和两端固定梁两种模型下的结果,在误差范围内,所需矫正压力在两者结果之间[17]。简支梁的荷载模型如图1 所示。

图1 基于简支梁模型的弯曲线夹矫正过程
将耐张线夹固定于矫正工具后,以线夹与矫正工具A固定点为原点建立直角坐标系。假设固定后,线夹在两端固定点AB 间的长度为L,线夹最大弯曲处位于L/2 处时,所需矫正力F最小。此时,矫正力F满足:

式(1)中:E为线夹弹性模量;I为线夹截面对主轴的惯性矩;ωmax为最大挠度。
对于弯曲2%的耐张线夹,其满足:

式(2)中:Lyj为压接长度。
线夹截面对主轴的惯性矩满足:

式(3)中:d为线夹的直径。
各参数取值如表1 所示。

表1 各参数取值预设
结合表1 中各参数预设值,由式(1)~式(3)可计算得所需矫正力近似为49 480 N。
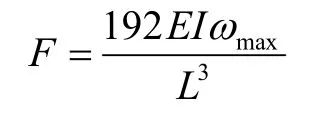
两端固定梁的荷载模型如图2 所示。此时,矫正力F满足:
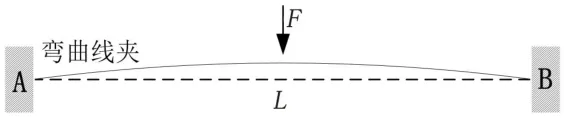
图2 基于两端固定梁模型的弯曲线夹矫正过程
结合已知量,计算得所需矫正力近似为197 920 N。
耐张线夹在弯曲过程中,弯曲曲率过大时,线夹截面从底缘开始进入塑性,到全截面进入塑性的过程,因为力-位移曲线不是线性关系,要计算位移很困难。不过全截面进入塑性之后,可以根据受力平衡关系算出临界矫正力。
全截面塑性之后,对于简支梁模型和两端固定梁模型,线夹截面受力分别满足弯矩平衡式(4)和式(5):
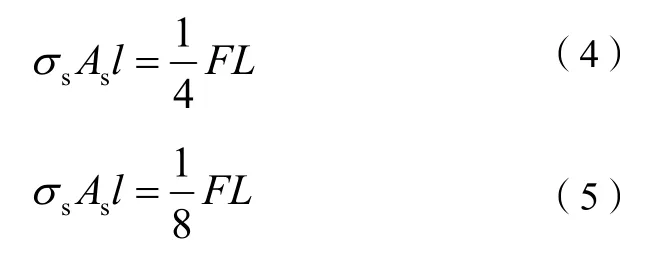
式(4)(5)中:σs为线夹材料屈服应力;As为线夹截面半圆面积;l为线夹截面两个半圆形心间的距离;F为临界矫正力;L为固定点AB 间长度。
利用表1 参数,可计算简支梁和两端固定梁模型下的临界矫正力F分别为9 000 N 和18 000 N。
基于上述两种模型的力学分析,弹性情况下计算得到的矫正力已超过临界矫正力,因此可知弯曲2%的线夹已进入塑性状态,矫正力取9 000~18 000 N。
为达到所需矫正力,矫正压块和升降丝杆需配合,将矫正所需的垂直力转化为更易操作的旋转扭矩T。不计丝杆的摩擦力影响传动效率,则旋转扭矩T与推力F满足:

式(6)中:T为旋转扭矩,满足T=fl,其中f为所需旋转力,l为旋转手柄的有效力臂长,假定为25 cm;P为丝杆导程,假定为10 mm。
得到所需旋转力在57~114 N 之间,该旋转力由人工或电机即可实现。
2 基于力学分析的结构设计
依据力学分析,基于两端固定,在线夹最大弯曲处施力矫正的模型,同时借助于升降丝杆将纵向矫正力转换为旋转手柄的旋转力,能够快速、省力矫正弯曲耐张线夹。基于力学分析,完成了一种压缩型耐张线夹弯曲矫正工具的结构设计,如图3 所示。
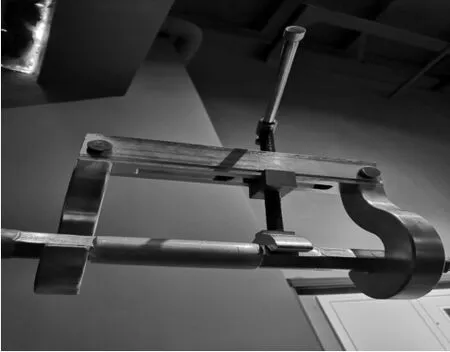
图3 弯曲矫正工具的结构示意图
弯曲矫正工具的结构设计由固定双钩、丝杆挤压机构及支撑部件组成。其中,固定双钩是两边起固定作用的金属大钩,双钩曲率与耐张线夹外径相匹配,在弯曲矫正时保证线夹受到两个固定向上的对称力,不致因受力不均使线夹产生位移或滑落。
丝杆挤压机构如图4 所示,由旋转手柄、升降丝杆、活动部件和矫正压块组成。当旋转手柄转动后,升降丝杆便会带动矫正压块垂直向下推动挤压线夹最大弯曲处,矫正压块的曲率同样与线夹外径相匹配,保证在矫正过程中线夹弯曲处弧面受力均匀且不破坏线夹外表面。活动部件与升降丝杆采用螺母套接,其与图3 中的支撑部件相配合,从而带动丝杆挤压机构在支撑部件的镂空轨道上横向水平移动,进而更加灵活地矫正调节线夹的不同弯曲位置。
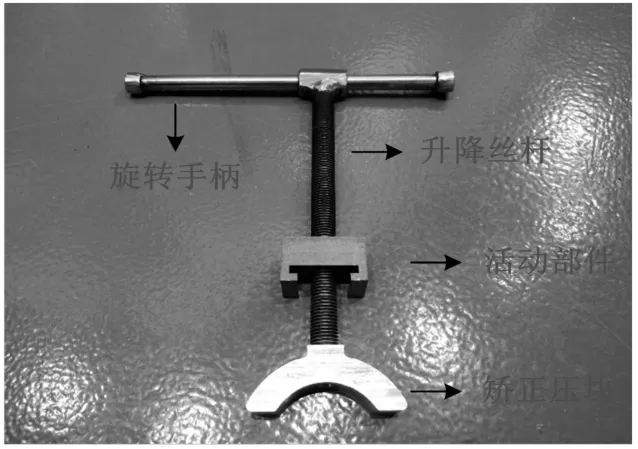
图4 丝杆挤压机构的结构示意图
将液压定型后有一定弯曲的压缩式耐张线夹放置于固定双钩上,调整活动部件,将丝杆挤压机构调整至线夹最大弯曲处正上方,旋转手柄转动带动升降丝杆垂直向下运动,线夹弯曲部位受到矫正力后,线夹整体由弯变直,从而实现矫正弯曲线夹的目的。应用该工具矫正弯曲耐张线夹,平均约2 min 即可矫正一个压接管,对比传统敲打矫正方法,效率大幅提高。弯曲矫正工具与传统敲打矫正法对比如表2 所示。从表2 中可以看出,本文中压缩型耐张线夹矫正工具的灵活性好、通用性强、安全性高、方便携带,解决了目前公司系统在安装压缩式耐张线夹过程中存在的作业耗时耗力、压接质量不合格导致耐张线夹产生安全隐患等问题。
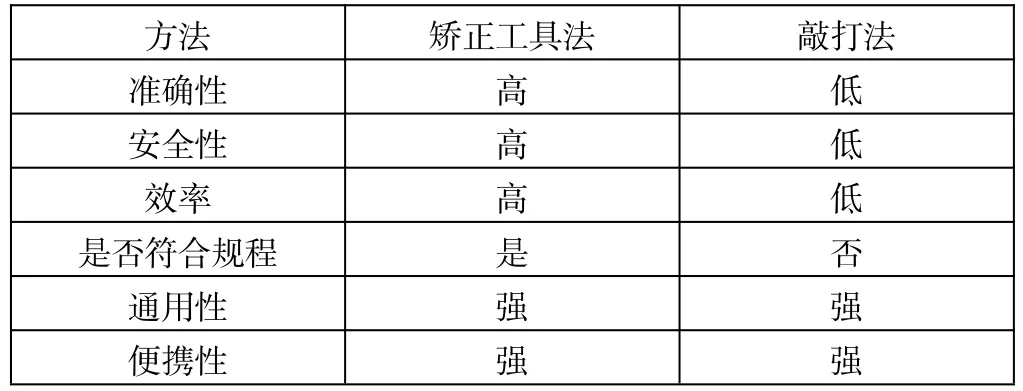
表2 弯曲矫正工具和传统敲打矫正法的比较
3 结论
本文介绍了一种压缩型耐张线夹弯曲矫正工具。首先推导计算了压缩型耐张线夹弯曲矫正的力学模型,依据该模型可求得应用研发工具后矫正所需的人力情况。基于力学模型完成了矫正工具的结构和成品设计,与传统敲打矫正法对比,该方法大幅提高了矫正效率,工艺效果得到明显改进。本文所设计研发的矫正工具实现了无损矫正耐张线夹,有效拓展了耐张线夹弯曲矫正的解决思路,保证了压缩型耐张线夹的压接质量,提高了架空输电线路运行的可靠性和安全性。
猜你喜欢
学苑创造·B版(2022年4期)2022-06-19
快乐语文(2021年11期)2021-07-20
快乐语文(2020年36期)2021-01-14
汽车维修与保养(2020年11期)2020-06-09
科学与财富(2020年6期)2020-05-19
小学语文教学·会刊(2019年2期)2019-09-10
文教资料(2017年15期)2017-09-18
中学生理科应试(2017年4期)2017-07-08
消费电子(2017年4期)2017-05-04
中学生天地(A版)(2016年5期)2016-05-14
