
手机底壳塑料模具设计
2021-10-13 09:01孙国智黄仲庸
模具技术 2021年5期
孙国智,黄仲庸
(1.东莞市德勤教育科技有限公司,广东 东莞 523000;2.东莞市高技能公共实训中心,广东 东莞 523466)
1 塑件工艺要求
图1为手机底壳放缩水后的产品图,产品外形规格宽长厚尺寸为39.85 mm×94.92 mm×6.90 mm。塑件无特殊的尺寸精度要求,均为未注尺寸公差。塑材为ABS+PC,材料缩水率取5‰[1-2]。产品外观要求喷油处理。如图1所示,产品内部有4处扣位,分布区域分别为图1中1~4指示位置。产品为外壳件,需保证外观要求。
2 塑件结构与工艺分析
2.1 塑件斜率分析
基于特征的参数化实体/曲面造型技术的完善,为塑料注射模采用CAD/CAE/CAM技术提供了可靠的保证[3]。通过UG软件对产品图进行分析可知: 产品周圈为直身位,不利于拔模,即产品周圈区域没有拔模角度,如图2所示。像这种周圈没有拔模角度的结构,产品是没办法脱模的,强制顶出脱模将造成产品擦伤,同时也会造成模腔磨损。针对塑件的特点,模具将采用4面滑块的结构脱模。对于中间内壁及中间孔拔模,鉴于产品整体厚度只有6.5 mm,1°的拔模角度便能满足脱模要求。同时,产品周圈上的扣位(外侧面孔位)一同出在4面滑块上,有助于减少成型件拼合线,并能提高产品外观效果。
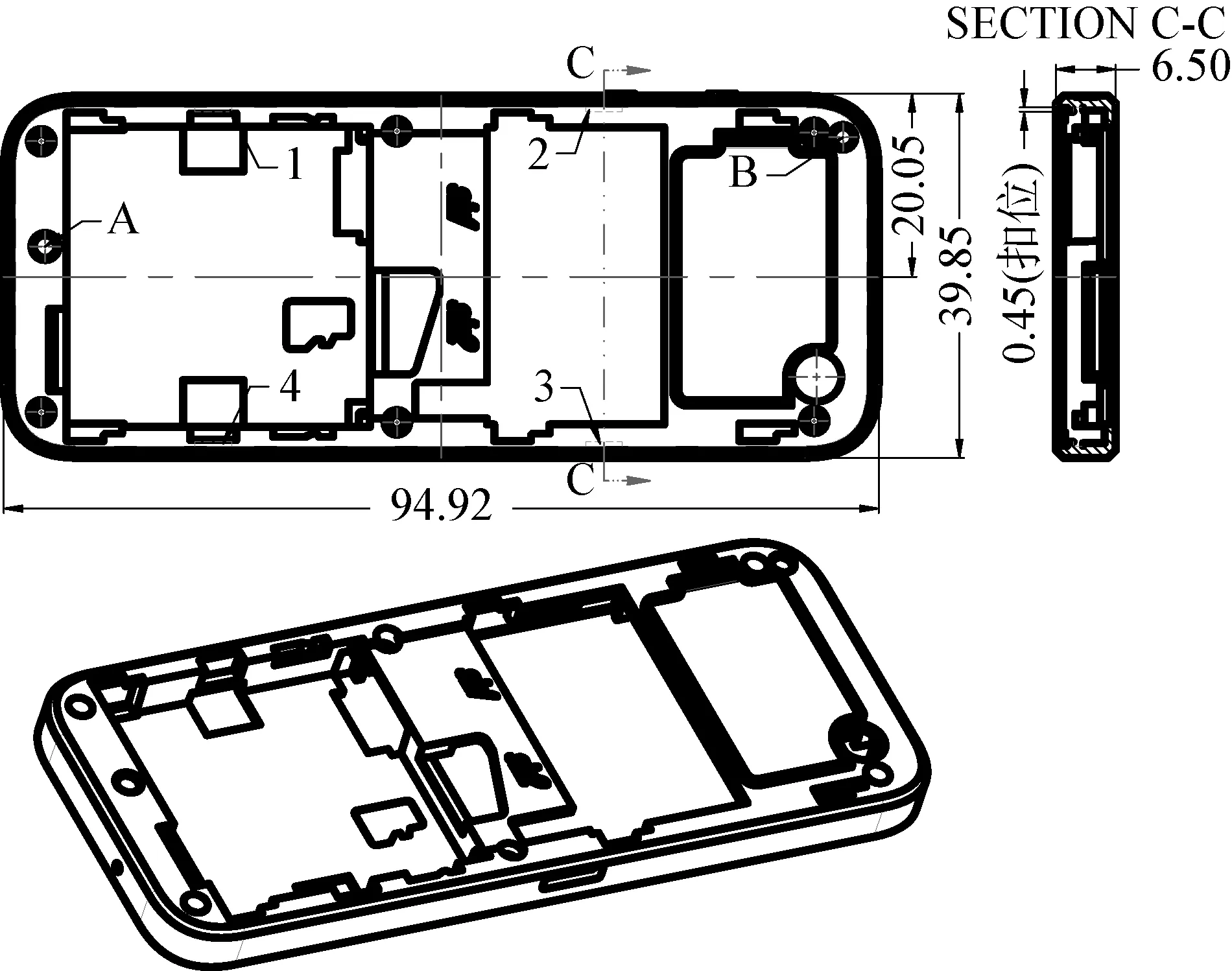
图1 产品图(单位: mm)

图2 产品斜率分析图
2.2 塑件壁厚分析
通过UG软件对塑模部件进行验证分析,可得出塑件壁件检查结果。如图3所示,产品下部有一大块深色区域,这块深色区域代表的含义是此处厚度在0.6 mm以下。经实测,该区域产品厚度为0.55 mm。熔融的塑料流经这种薄壁区域时,会产生迟滞现象,损失大量的热能,进一步使塑料流动趋势减缓。这种恶性循环将使模具注射充填困难,甚至产生短、缺胶现象。为规避这种风险,应在图3下部方框中增设排气镶件。若在实际生产中,下部深色区域还是出现短胶,那么可以提高模温或者料温来降低塑料的黏度,提升塑料的流动性来使塑胶充填型腔。
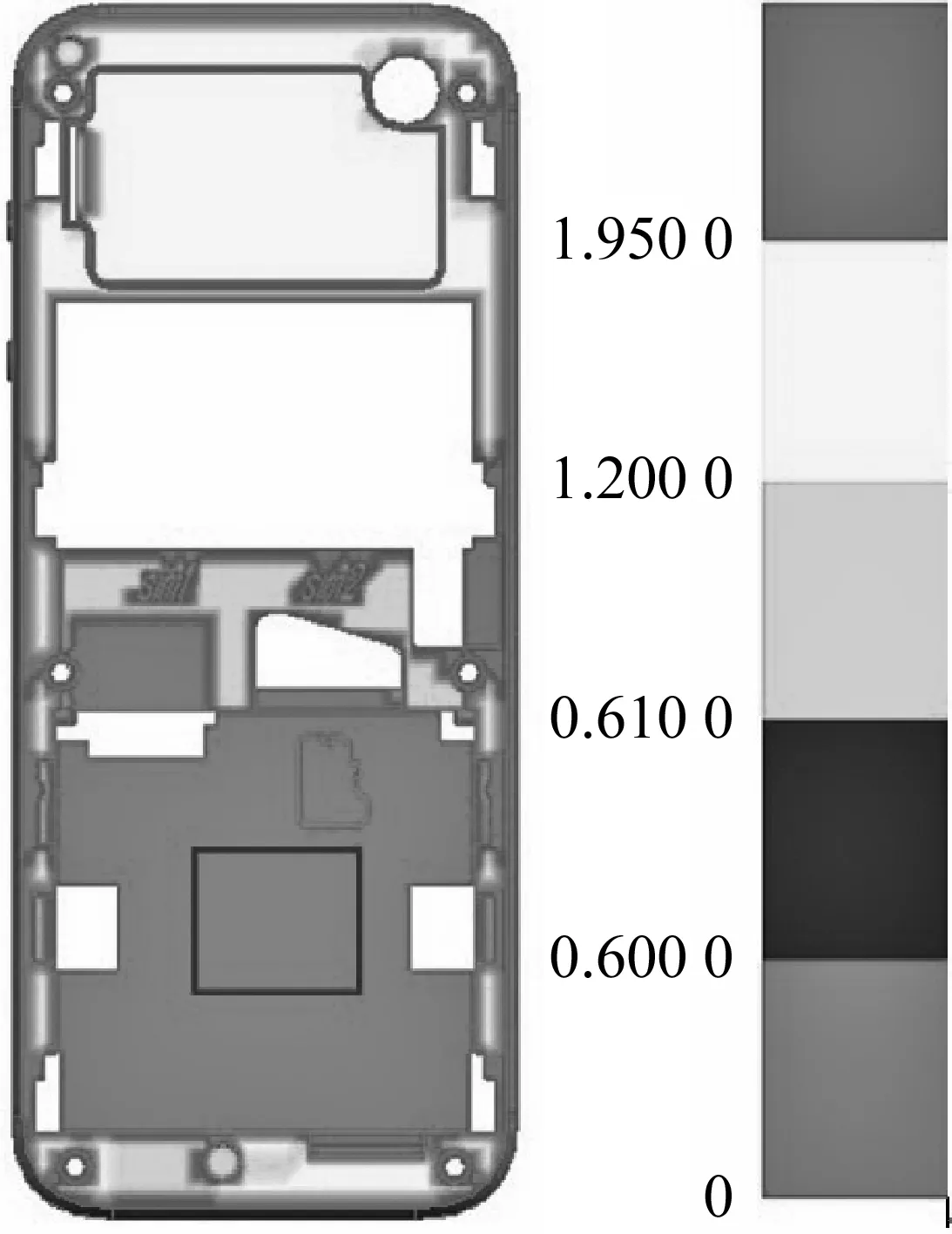
图3 产品壁厚检查图
2.3 塑件分型线选取分析
分型面不平整、不规则会影响模具的制造和装配[4-5]。如图4所示,该案例用滑块把产品周圈外表面包起来,滑块与前后模分别存在分型线。产品顶面与底面实线线圈分别表示滑块与前模、后模的分型线。由于产品外观需要喷油,周圈外观面与产品顶面、底面的相交线,如图4所示,不能作为分型线,否则成型后的产品将在此处产生尖角,喷油时会在尖角处积油,影响外观及装配。为规避风险,将双点画线向产品内侧偏置0.3 mm,生成实线分型线,滑块在放电(电火花)加工时,双点画线处将自然形成半径0.2 mm左右的小圆角。滑块成型区域属一级外观面,滑块与滑块的拼合位置放在产品4个转角处,注塑成型后的滑块拼合痕迹将不会出现在外观面上,最大限度地保证了产品的外形美观度。
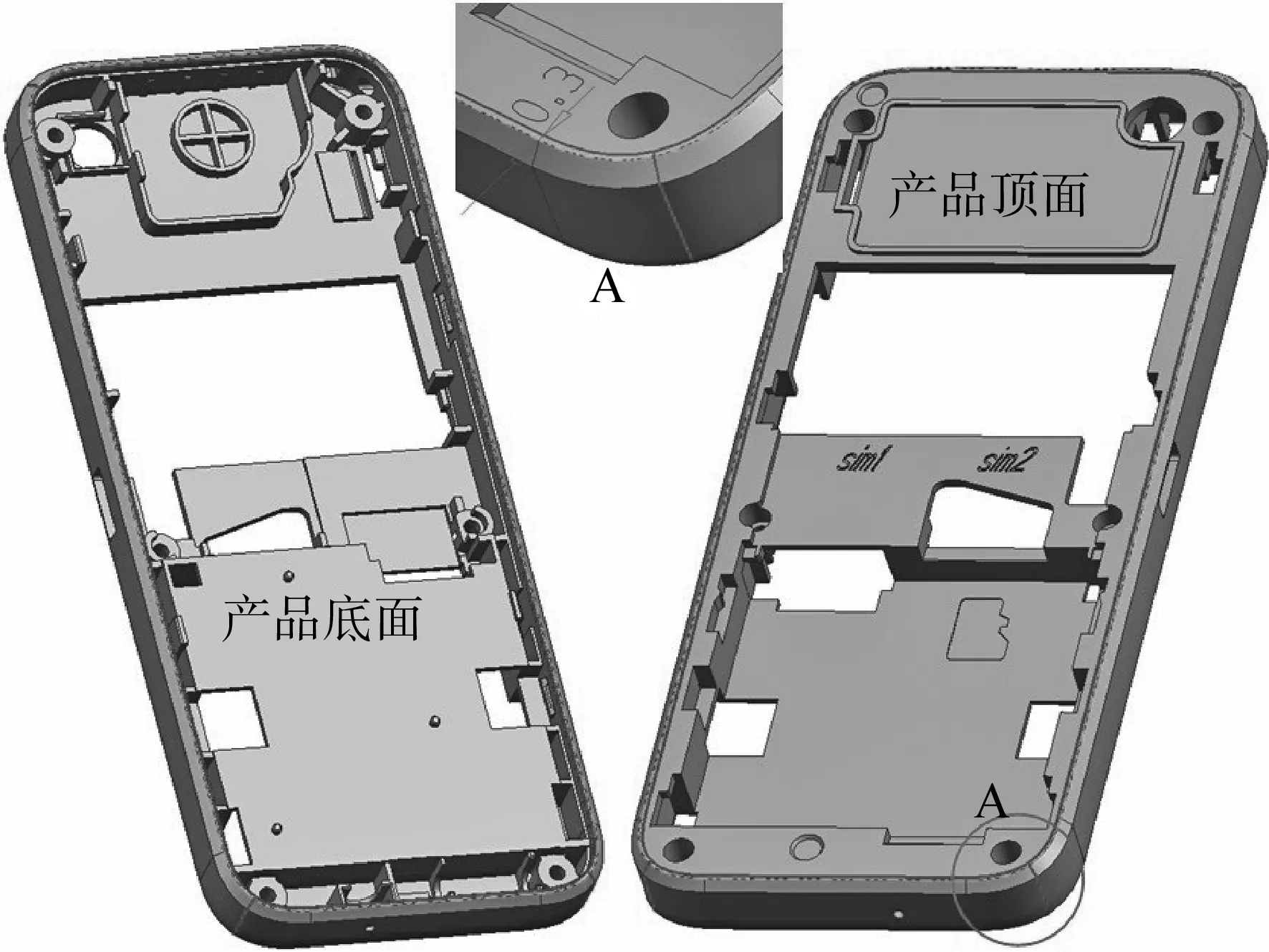
图4 产品分型线示意图
3 模具结构设计
3.1 进胶(浇注)系统设计
塑件大批量生产时,采用注塑成型最为有利[6]。在本案例中,设计斜顶结构解决扣位脱模。因为产品有4面大滑块,占用空间大,故采用单腔结构。在浇注系统设计时,考虑产品四周皆为外观面,外观要求较高,侧胶口、潜进胶均不利于满足外观要求,因此本案例采用细水口、两点进胶的进胶系统设计,位置如图1 A, B处所示。细水口最大的优点就是在开模时,产品与胶口自动分离,节省人工、提高生产效率。胶口与产品的断点痕迹细小,在装配完成后完全不影响手机外观。如图5所示,胶口尺寸φ1 mm,胶口拔模角单边20°。
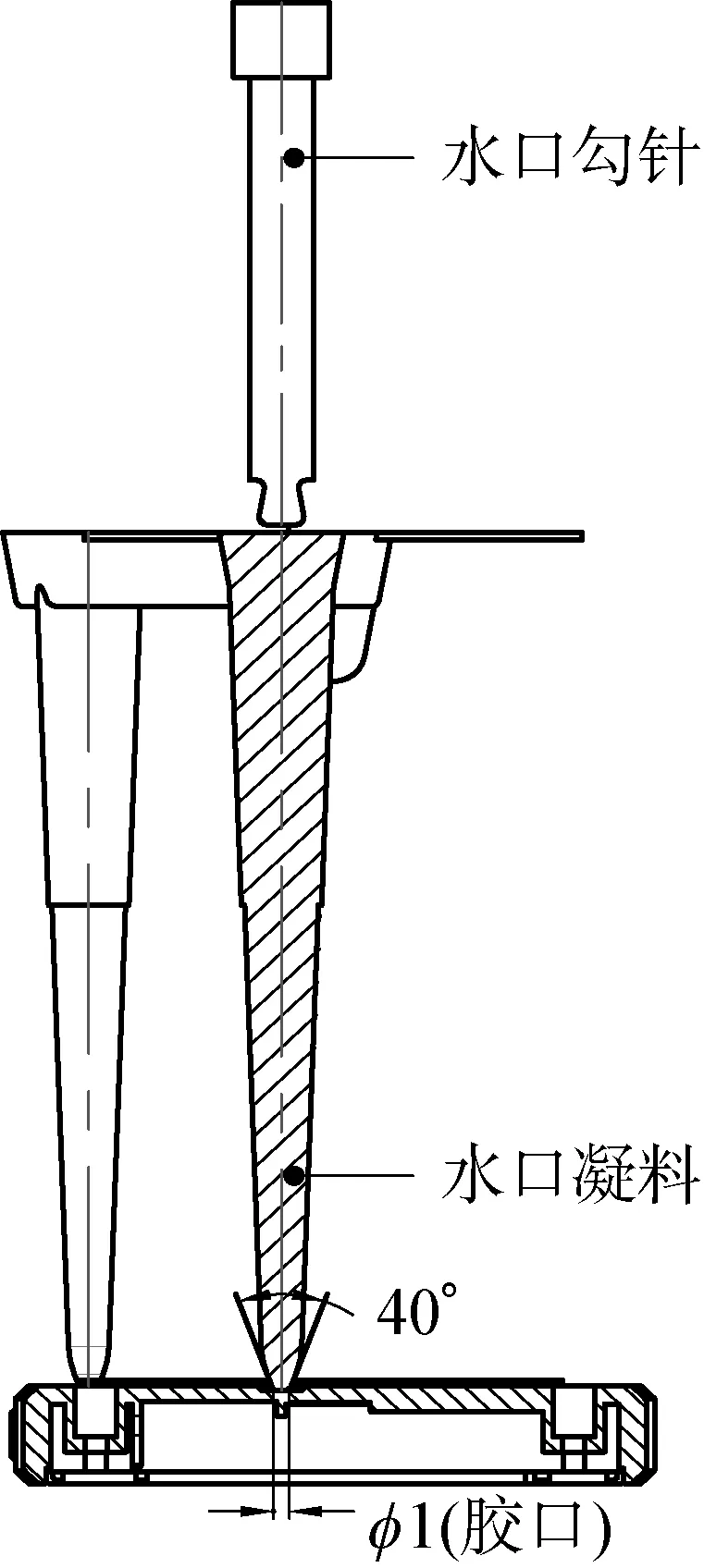
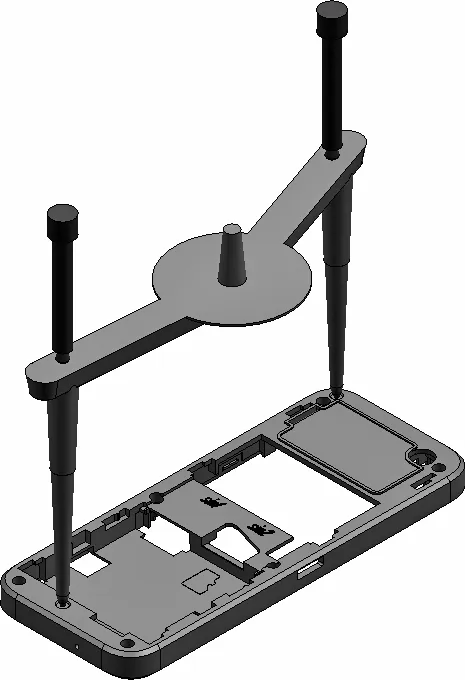
图5 进胶示意图
3.2 成型零件设计
前后模仁如图6所示,为解决短胶问题,在后模仁中增加排气镶件来增强排气。同时,为保证产品外观面粗糙度要求,滑块在产品转角中间位置采用45°角拼合。其在开模抽芯及合模过程中,滑块与滑块在45°封胶位处不会长时间接触摩擦,避免因滑块拼合处插合过度磨损而产生批锋,如图7所示。
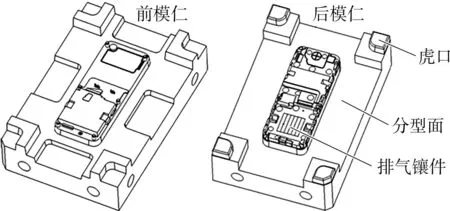
图6 前、后模仁
图7 四面滑块

图8 斜顶机构
为保持塑料件顶出时横向不移动,采用斜顶加推杆结构[7]。由于手机底壳内部空间有限,扣位尺寸小,导致斜顶截面尺寸为4 mm×4 mm,长度12 mm。斜顶为细长的结构,顶出过程中存在折断的风险。为保证斜顶顶出顺畅、不卡顿,需在B板底部设计导向块为斜顶顶出、复位导向,导向块材料采用耐磨的杯司铜,如图8所示。
为保障前模仁与滑块在开合模时不会被拖伤,从而延长模具寿命,滑块与前模仁配合面需设计单边5°的角度,如图9所示。
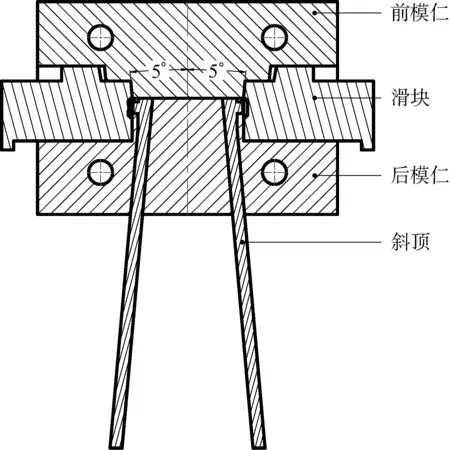
图9 成型零件组合图
3.3 冷却系统设计
由于产品尺寸不大,前后模仁各设计一组φ8 mm的回形运水,便能满足冷却需求。由于滑块结构的存在,冷却水离产品胶位面距离为17 mm,距离相对较远。但考虑到产品的尺寸较小,胶位高7 mm,且面积有限,开模后暴露于空气中很快就会冷却。冷却水对模仁降温同样能达到冷却的目的,冷却系统设计如图10所示。
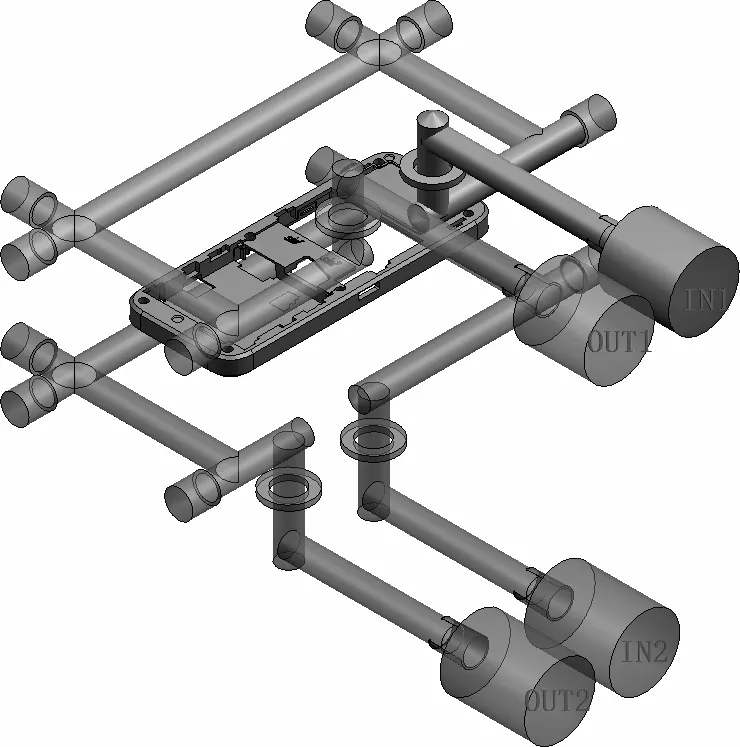
图10 冷却回路
3.4 顶出系统设计
塑件骨位、转角位包紧力较大,为保证顺利顶出,骨位和转角位置在条件允许的情况下应多放顶针。顶针尽量选用圆顶针,不仅经济,还不易卡顿。顶针顶出位置全都选在平面处,故所有顶针无须定位。斜顶兼具顶出和脱扣的作用,所以斜顶20 mm范围内可不用排布顶针,有效避免了顶针与斜顶座相互干涉。
4 合模运动分析
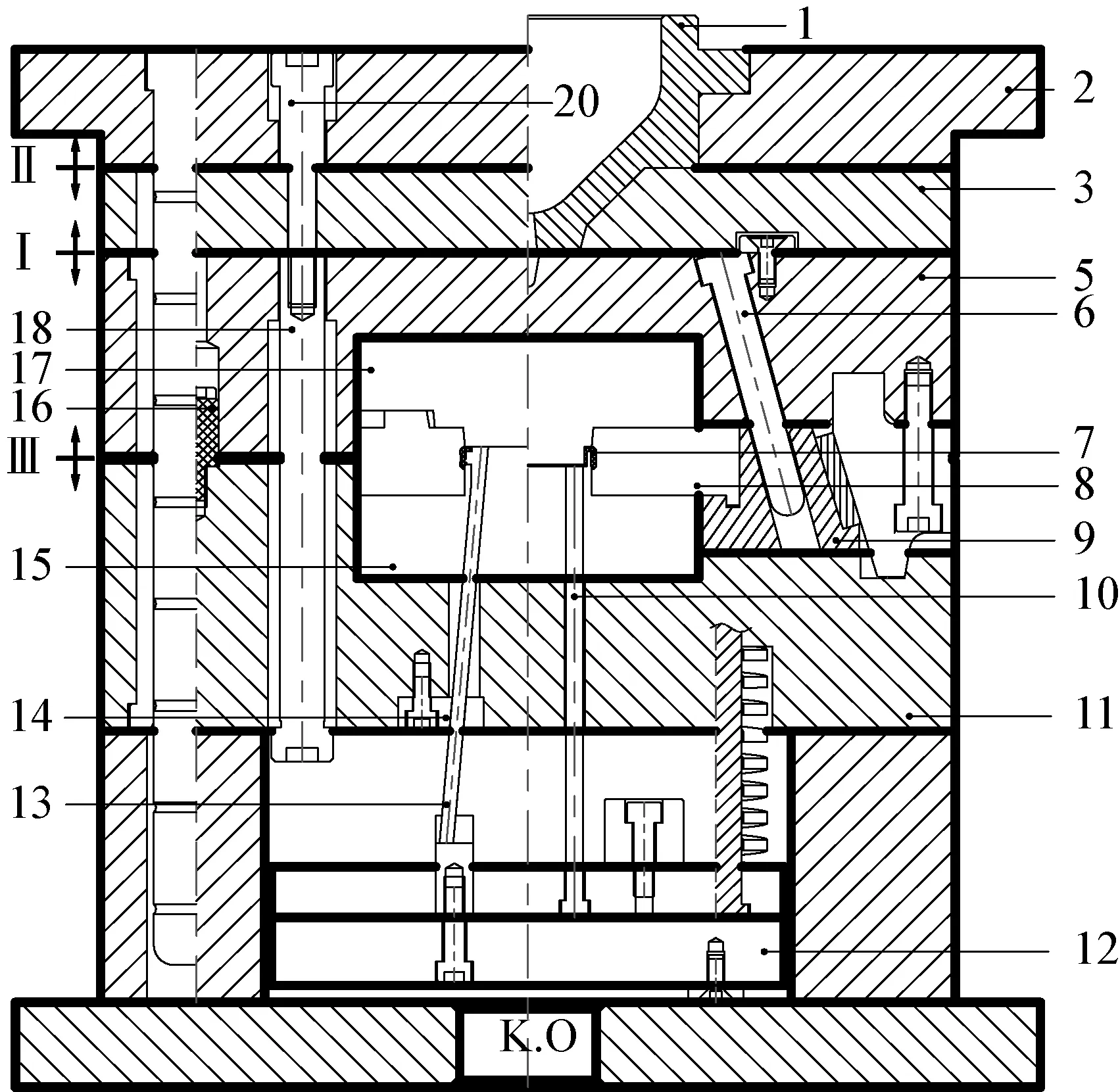
模具工作过程如图11(a)所示[8-10],A板(5)与B板(13)间由尼龙胶塞(26)连接,开模阻力最大。上固定板(2)与水口推板(3)间开模阻力次之。水口推板(3)与A板(5)间开模阻力最小。注塑、冷却完成后,模具在开模力的作用下,首先沿Ⅰ处打开。当小拉杆(18)背头工作面与A板(5)接触时,水口推板(3)与A板(5)间的开模动作完成。此时水口凝料(4)从前模仁(17)模腔中拉出,浇口自动与产品(7)分离。接着上固定板(2)与水口推板(3)沿Ⅱ处打开,当塞打螺丝(20)运动到设计行程后,上固定板(2)与水口推板(3)间的开模动作完成。此时水口凝料(4)被水口推板(3)从水口勾针(19)、大唧嘴(1)中推出,以便模具开模完成后由工人或机械手取出水口凝料(4)。在开模力的继续驱动下,将固定在B板(11)上的尼龙胶塞(16)强行从A板(5)中拉出,模具沿Ⅲ处打开。同时斜导柱(6)拨动滑块座(9)、滑块镶件(8)向外侧抽芯。当滑块抽芯完成,且A板(5)与B板(11)间有足够空间取出制品时,模具开模动作停止,如图11(b)所示。随后注塑机顶棍通过KO孔顶到下顶针板(12),带动斜顶(13)、圆顶针(10)将产品(7)从后模仁(15)模腔中顶出。随后模具合模,进入下一注塑周期。
5 结语
本模具总体结构并不复杂,采用常用的滑块、斜顶结构。需要慎重设计的地方是滑块与前模、滑块与后模双分型线的选择,必须规避产品后续工艺的积油问题。这套模具采用单腔排布,主要是因为产品有4面大滑块,占用空间大,如果采用多腔排布,势必会增大模具型号,产品精度会降低,同时适用生产的注塑机吨位也会增大。这样不仅增加了生产成本,还延长了生产周期。本模具开合动作稳定可靠,成型件可达到设计技术要求,为同类型模具设计提供了参考。
(a) 合模图
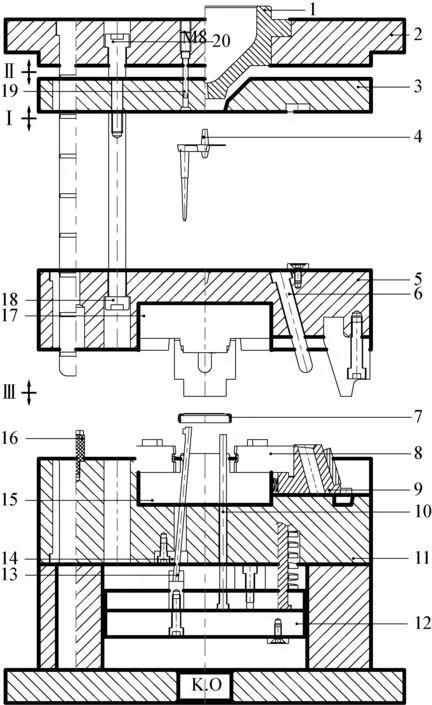
(b) 开模图
猜你喜欢
模具制造(2021年10期)2021-11-20
模具制造(2021年9期)2021-11-02
模具制造(2021年8期)2021-10-20
天津冶金(2021年4期)2021-08-18
读友·少年文学(清雅版)(2020年4期)2020-08-24
模具制造(2020年6期)2020-08-03
读友·少年文学(清雅版)(2020年3期)2020-07-24
读友·少年文学(清雅版)(2020年2期)2020-06-15
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
