
井下筛管液压成形补贴管材料筛选研究
2021-10-12 10:31:40刘树峰王旱祥
山东农业大学学报(自然科学版) 2021年4期
张 峰,刘树峰,王旱祥*
1.中国石油大学(华东)机电工程学院,山东 青岛 266580
2.中国石化股份有限公司胜利油田分公司石油工程技术研究院,山东 东营 257067
目前,筛管完井已成为水平井的主要开发方式之一[1],随着开发的不断深入,高强度注汽、地层出砂、腐蚀等多种措施因素导致筛管完井套损井比例逐步增加,完井筛管破损治理一直是困扰套损井高效快速修复的难题[2]。套损类型以完井筛管破损为主,完井筛管失效后,井筒严重出砂,导致油井产液量急剧下降,油气井不能正常生产,同时还会导致井下和地面设备严重磨损,缩短设备使用寿命,严重时会导致套管损坏、油井报废等。另外出砂导致井内管柱砂埋,注汽等措施管柱打捞困难,造成油井停产,经济损失严重,严重制约油田的高效开发。
针对筛管破裂、锈蚀穿孔的问题,现今缺少较为成熟的破损失效筛管内补贴技术[3]。目前,筛管破损治理技术以管内悬挂小直径防砂管充填防砂或卡封封隔临时生产两种方式为主[4],存在有效期短,内通径小,液量下降快等问题。内补贴技术以波纹管补贴和膨胀管修复为主,主要原理是使用锥体膨胀[5],压平膨胀管或波纹管,补贴管本身外径较大,在筛管完井的水平井下入困难,难以使修补管和内壁紧密贴合,施工复杂、成本高,成功率较低[6]。
液压成形技术的“纯粹液压”应用到筛管内部补贴中,可实现筛管和补贴材料永久塑性变形,可靠补贴[7]。高膨胀比补贴材料可选取常规钢材取代膨胀管和波纹管,具有内通径大、不影响液量、有效期长、成本低等技术优势。开展筛管内液压成形膨胀补贴技术研究,尤其是筛选出适用于液压成形补贴技术的补贴管材料,可大幅度提升破漏筛管的补贴效果,进一步完善套损井快速修复技术系列,提高套损井治理效率,对于开展新的筛管破损修复技术研究具有重要理论和实践意义。本文基于井下筛管补贴修复工艺参数需求,建立井下筛管液压成形补贴模型,筛选补贴管材料,并对其成形性能进行分析,以期为井下筛管液压成形膨胀补贴技术提供参考。
1 补贴管材料初选
补贴管材料性能直接影响井下筛管液压成形膨胀补贴技术的施工工艺和补贴修复质量,由于液压成形膨胀补贴全部是在井下密闭复杂的筛管内部完成,补贴管材料性能还需要受到井下工况和补贴工具施工等条件约束。以7 in 筛管内所需补贴管为例,筛管基管外径177.8 mm,10.36 mm 壁厚内径157.1 mm。根据调研及数模筛选,初选304L 不锈钢、321 不锈钢、TRIP780 钢作为补贴管材料,三种材料的参数如表1。

表1 补贴管材料参数Table 1 Material parameters of patch tubular
1.1 结构参数要求
由于水平井特殊井身轨迹,为满足7 in 筛管管内补贴管柱的可下入性[8],需要综合考虑补贴管的外径和长度。以及补贴完成后可通过性。根据图1 以及公式(1)计算确定补贴管参数,补贴管壁厚4~7 mm,初始直径130~137 mm,补贴完成后内径大于145 mm。
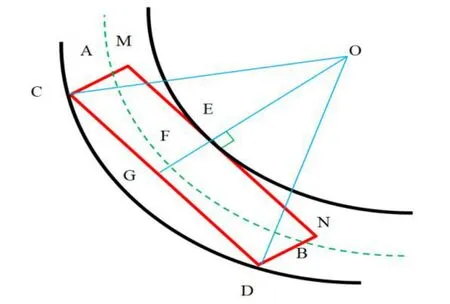
图1 入井工具几何关系图Fig.1 Geometric relationship diagram of well entry tools

1.2 力学性能要求
以7 in 筛管为例,筛管基管外径177.8 mm,内径157.1 mm;补贴管外径(d)140 mm,壁厚(t)2~7 mm;工件截面最小过渡圆角半径(rc)20 mm。按照理论公式(2)、(3)分别计算补贴管初始屈服压力(Ps)和整形压力(Pc)。
初速屈服压力:
d为补贴管外径,t为壁厚,σs为材料屈服强度。
整形压力:
rc工件截面最小过渡圆角半径。
根据圆管失稳[9]计算公式(4),补贴管成形后直径(忽略减薄)159.4 mm,壁厚大于4 mm 时,三种材料均能达到补贴管抗挤毁强度。

D为补贴管成形后直径,E为弹性模量,μ为泊松比。
1.3 膨胀率要求
补贴管从初始阶段到完全成形,以补贴管初始最大外径为145 mm、最小外径138 mm 为例,7 in筛管内成形后外径为159.4 mm,根据补贴管材料膨胀率计算公式(5)、(6),补贴管材料最小延伸率需大于9.93%,最大延伸率需大于15.50%。304L 不锈钢、321 不锈钢、TRIP780 钢,三种材料延伸率均大于40%,均满足补贴管材料膨胀率要求。

2 补贴管液压成形模型建立及评价方案
2.1 补贴管液压成形模型
建立7 in 补贴管液压成形有限元仿真模型,对三种材料分别建立成形模型。补贴管轴向对称,选取轴向一段简化计算[10],忽略筛管割缝影响并简化为圆筒刚体。补贴管采用实体单元,模具采用刚体单元,上推头和下推头采用刚体单元,如图2。由于补贴管塑性变形较大,为防止模拟时网格穿透,划分网格时下模最大尺寸为3,最小尺寸为1.0。模型其他部分的网格划分均采用20 的最大尺寸和5 的最小尺寸。r
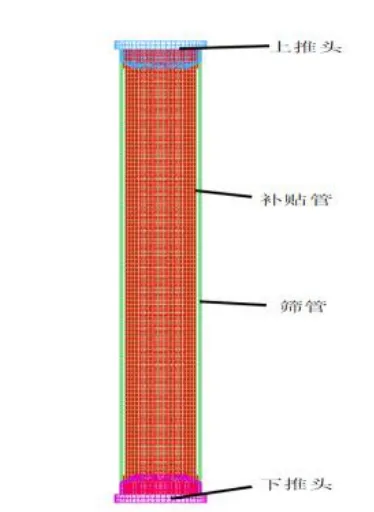
图2 补贴管液压成形模型Fig.2 Hydroforming model of patch tubula
筛管与补贴管采用FORMING ONE WAY SURFACE TO SURFACE 的面与面的接触算法,约束筛管、上推头、下推头均为静止,且上推头和下推头无轴向推力。补贴管液压成形适用于薄壁管内高压,材料模块采用*MAT_36 材料模型。
2.2 补贴管材料评价方案
补贴管成形过程受材料接触非线性、材料非线性和几何非线性的复杂影响,成形过程并不均匀,分析补贴管材料成形压力、成形性能,分别从成形过程中成形压力、成形效果、材料减薄、回弹等综合比较研究所筛选材料,通过成形效果评价筛选补贴管材料。
首先通过成形状态图为初步判断标准;壁厚4 mm 外径140 mm 321 不锈钢补贴管分别在10~60 MPa 压力加载曲线下成形,从图3 可见,在40 MPa 加载压力下,补贴管已经完成成形。可以此初步确定4 mm 厚度321 不锈钢补贴管的成形压力应在40 MPa 以下。
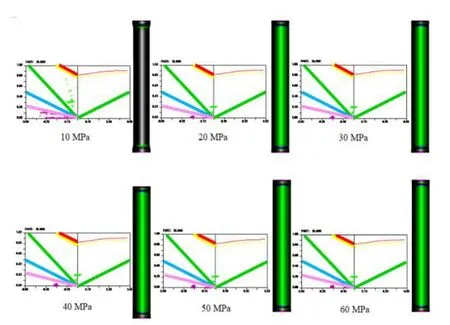
图3 补贴管成形状态图Fig.3 Forming state diagram of patch tubular
其次通过选取补贴管上、中、下三个节点为判断节点,在仿真成形过程中,当节点处补贴管壁厚不再减小,如图4,判定补贴完成。以1000 mm 长度为例,在0~50 MPa 成形压力过程分为50 帧线性加载压力,当第32 帧即32 MPa 工作压力时补贴管上、中、下三个判断节点壁厚不再减少,判定补贴管成形完成,4 mm 厚度321 不锈钢的成形压力为32 MPa。
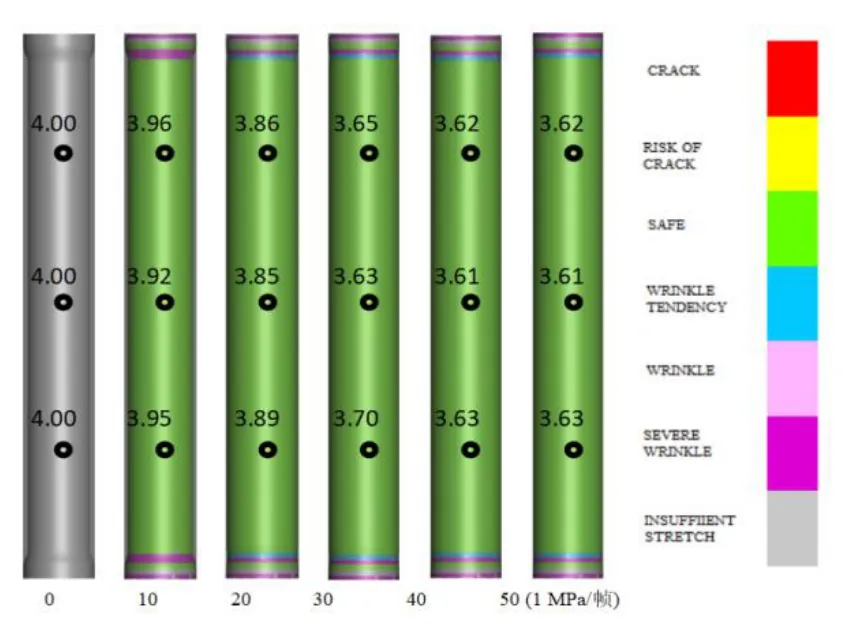
图4 补贴管壁厚节点图Fig.4 Wall thickness joint of patch tubular
3 仿真结果与分析
3.1 三种材料成形压力结果分析
根据成形极限图和成形状态图以及材料成形评价方案,综合确定三种材料在壁厚2~7 mm 下的成形压力,如图5。随着补贴管壁厚的增加,三种材料的成形压力均不断增大,其中TRIP780 钢成形压力远大于304L 和321 两种不锈钢材料,在5 mm 厚度时成形压力既已达到70 MPa;304L 不锈钢成形压力与321 不锈钢成形压力接近,但304L 不锈钢成形压力稍高于321 不锈钢;综合分析三种材料中321 不锈钢材料成形压力相对较小,最易于成形。
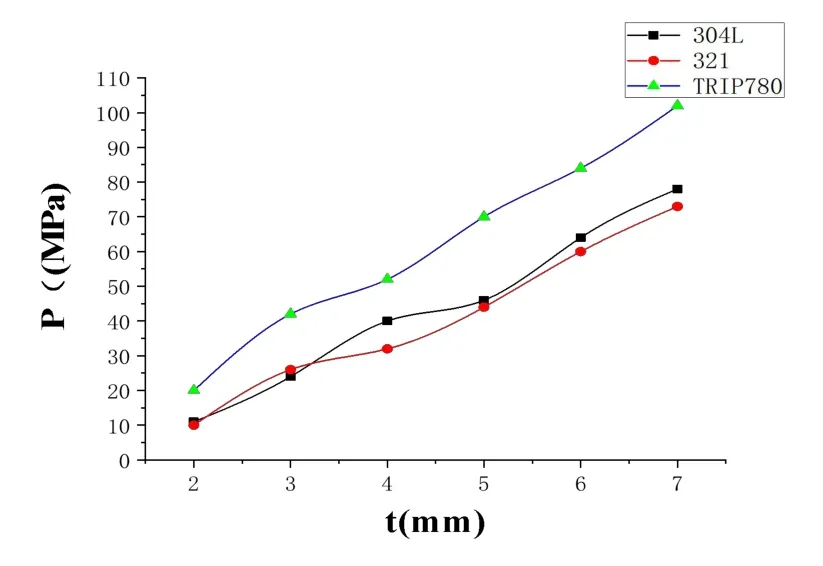
图5 不同壁厚成形压力Fig.5 Forming pressure of different wall thickness
3.2 三种材料减薄率结果分析
由补贴管成形过程两端受到压模作用力、成形压力、壁厚以及不同材料金属流动性影响容易产生壁厚不均匀,而补贴管中间截面成形壁厚均匀,更能够代表补贴管成形后壁厚变化情况。所以分别选取三种材料2~7 mm 壁厚成形后中间截面十个节点处壁厚,求取平均值来作为补贴管成形壁厚,并计算三种材料不同厚度的补贴管成形后的减薄率,减薄率越小,说明补贴管成形后壁厚变化越小,如图6 所示。随着补贴管壁厚的增加,三种材料的减薄率均有下将趋势,其中TRIP780 钢减薄率相对较大;304L 不锈钢和321 不锈钢在不同厚度补贴管减薄率区别不明显,且在7 mm 壁厚时,304L不锈钢和321 不锈钢减薄率均减小明显。
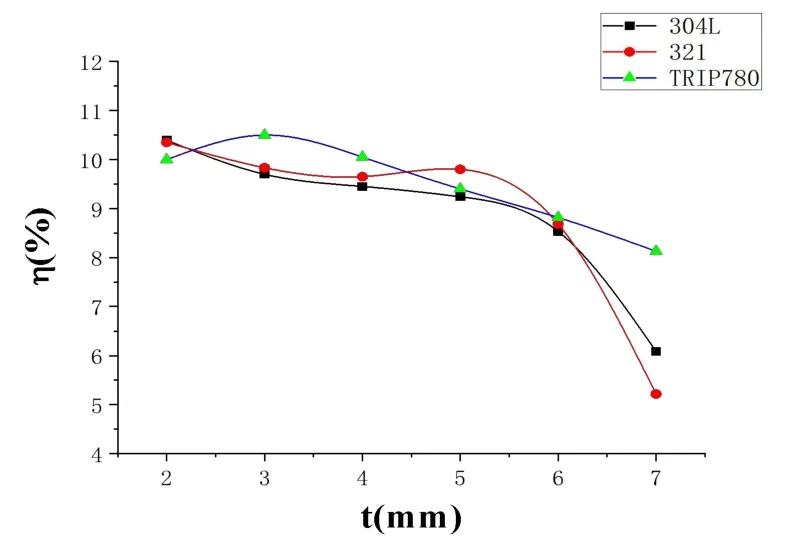
图6 不同壁厚减薄率Fig.6 Thinning rate of different wall thickness
3.3 三种材料回弹结果分析
管件在液压成形过程中的回弹会受成形压力、补贴管壁厚、补贴管形状、材料屈服强度、弹性模量等多种因素的影响。补贴管材料回弹量过大会严重影响补贴管的贴合强度,以及产生回弹褶皱缺陷。井下筛管补贴过程中需要选取回弹量较小的补贴管材料并通过优化工艺参数来进一步补偿回弹量,尽量减少回弹对补贴的影响。
三种材料分别在2~7 mm 壁厚下建立回弹分析模型,成形压力过程分为50 帧线性加载压力,最大成形压力根据图5 确定,模型成形完成后设置1s 保压时间后,将成形压力降低为0。设置成形压力过程第50 帧作为参考帧,通过软件自动计算成形压力为0 后与参考帧的回弹距离作为材料的回弹量。在回弹分析模型中补贴管轴向上等间隔选取20 个节点上的回弹量,对比分析三种材料不同壁厚的液压成形回弹情况,如图7-9。
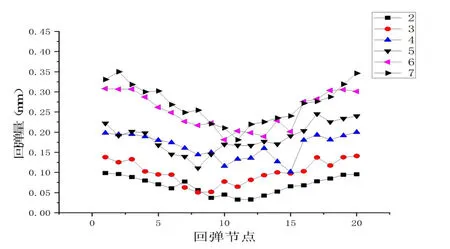
图7 321 不锈钢不同壁厚节点回弹Fig.7 Springback Analysis of SUS321 joints with different wall thickness
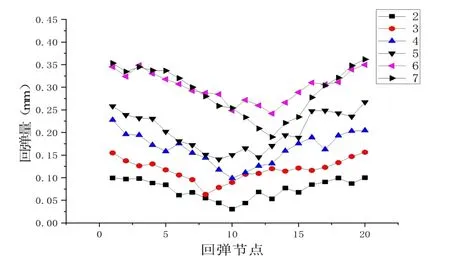
图8 304L 不锈钢不同壁厚节点回弹Fig.8 Springback analysis of SUS304L joints with different wall thickness
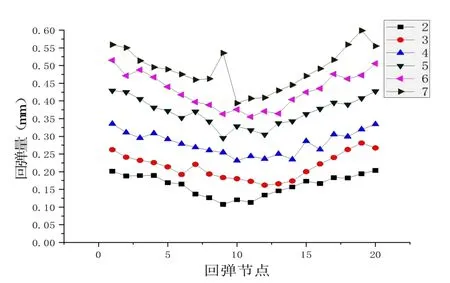
图9 TRIP780 钢不同壁厚节点回弹Fig.9 Springback analysis of TRIP780 joints with different wall thickness
4 结论
(1)随补贴管壁厚增大,三种材料液压成形压力均增大,TRIP780 钢成形压力远大于304L 和321 两种不锈钢材料,321 不锈钢材料成形压力相对较小,最易于成形;
(2)三种材料随着补贴管壁厚的增加,三种材料的减薄率均有下将趋势,井下筛管液压成形过程中适当增大补贴管壁厚有利于成形减薄;补贴管中间段回弹量小于两端回弹量,且随壁厚增大,回弹量增大,但回弹量增长倍数小于壁厚增长倍数,有减少趋势;
(3)综合分析TRIP780 钢、304L 不锈钢和321 不锈钢三种材料,321 不锈钢适合作为井下筛管液压成形补贴管材料。
猜你喜欢
石油机械(2023年10期)2023-10-17 03:09:52
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:18
河北理科教学研究(2022年2期)2022-09-17 01:29:48
锻造与冲压(2022年14期)2022-07-21 09:11:08
制造技术与机床(2022年1期)2022-01-19 06:12:38
焊管(2021年10期)2021-11-04 03:37:24
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
石油工业技术监督(2016年5期)2016-06-22 03:06:19
化工管理(2015年16期)2015-10-19 08:20:28
