N08800与F11 CL.3的异种钢 焊接工艺研究
2021-09-10 07:22:44崔跃双董雷
电焊机 2021年1期
关键词:焊接工艺
崔跃双 董雷










摘要:从某大型开工炉项目建造中UNS N08800与A182 F11 CL.3异种钢焊接出现的问题入手,针对铁素体合金钢及铁镍合金材料焊接特性截然相反且焊后热处理状态要求不同的焊接特点和两种材料在设备中的结构特点,对两种材料钨极气体保护焊的工艺方法进行了探讨,制订了焊接及焊后热处理工艺,并进行焊接性能试验,根据试验结果制定了切合实际的工艺方案,明确了焊接过程中的质量控制要点,解决了施工难题。
关键词:异种钢;堆焊隔离层;焊接工艺;焊后热处理
中图分类号:TG457.1 文献标志码:A 文章编号:1001-2003(2021)01-0078-05
DOI:10.7512/j.issn.1001-2303.2021.01.12
0 前言
UNS N08800是以Cr-Ni为基的铁镍合金,其Ni、Cr含量高,具有优异的高温性能及耐腐蚀性能,越来越多地应用在化工行业中。
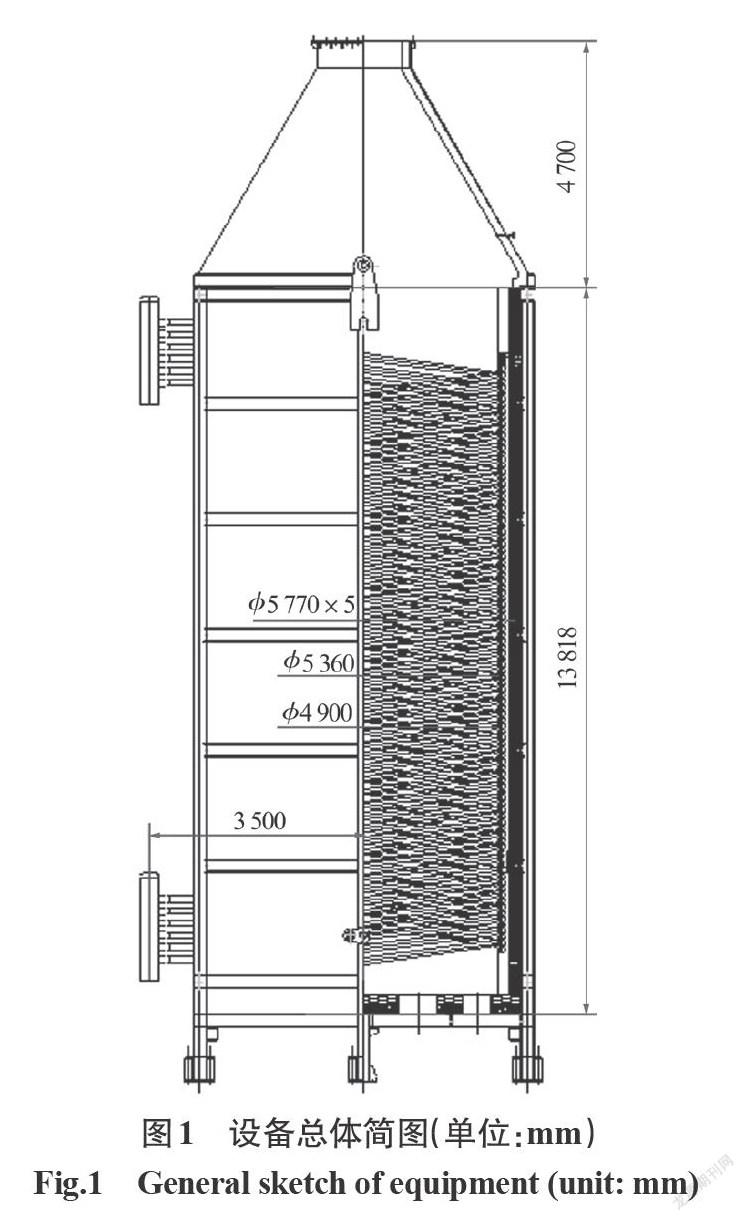
某开工加热炉项目设备中(见图1),承压部件螺旋盘管的材料为奥氏体不锈钢TP321H(φ114.3×11.13 mm),上部入口集箱组件(见图2)中集箱筒体为A335 P11(φ323.9×33.32 mm),封头材料为A182 F11 CL.3(EHB 323.9×33.32 mm),加强管接头材料为A182 F11 CL.3(φ132×20~φ116×
12 mm)。承压部件内介质为H2+N2,设计温度500 ℃,设计压力为13.2 MPa。设备按ASME第Ⅰ卷《动力锅炉建造规则》进行建造。
由于直接承受火焰辐射,加热炉螺旋盘管材质选用加入稳定化元素Ti的奥氏体不锈钢,焊接性能良好;而出口集箱组件中的集箱筒体、封头及加强管接头属于P-No.4的铁素体合金钢,碳当量Ceq较大,焊接性差,焊接时容易出现热影响区硬化、冷裂纹等缺陷,如果焊材选择不当还会出现热裂纹、再热裂纹、回火脆性等缺陷。因此,对焊接工艺及焊工施焊技能要求极高。这类钢焊接前需要预热,焊接过程中需保持较高的层间温度,施工难度很大。尽管如此,由于铁素体合金钢及奥氏体不锈钢焊接已有比较成熟的焊接工艺和施焊经验,只要严格按工艺规范进行施工,完全能够满足设计图样和施工技术条件。
然而,在该设备的结构设计时,考虑到设备是在高温临氢状态下运行,业主要求在加强管接头与螺旋盘管连接处采用铁镍合金UNS N08800(φ114.3×11.13 mm)材料作为过渡段(见图2)来弥补铁素体和奥氏体之间焊缝高温强度较低的不足,这为设备投产后的安全运行奠定了基础,但同时也给设备制造提出了难题。
UNS N08800与TP321H的异种钢焊接性能良好,且具有类似的工程经验,文中将着重解决铁镍合金UNS N08800与铁素体合金钢A182 F11 CL.3的异种钢焊接问题。
1 难点分析
A182 F11 CL.3(P-No.4,1.25Cr-0.5Mo-Si)是以Cr-Mo为基的高温用铁素体合金钢[1],化学成分及机械性能如表1所示,焊接时冷裂纹倾向较大(包括热影响区和焊缝金属),由于扩散氢与焊接残余应力的共同作用,裂纹往往具有延迟性。因此,施焊前应对母材进行预热,施焊过程中需保持较高的层间温度,焊后则立即进行最低保温温度为650 ℃的热处理[2]。
UNS N08800(P-No.45,33Ni-42Fe-21Cr)是以Cr-Ni为基的铁镍合金[3],化学成分及机械性能如表2所示,焊接过程中焊缝区极易产生热裂纹。为此,除了要选择适合的焊接填充材料外,还必须在施焊过程中减少热量输入,采用小的线能量,加快焊后冷却速度,控制较低的层间温度,这与A182 F11 CL.3合金的焊接工艺的要求相反。按要求[4],当受压焊缝的设计温度高于1 000℉(538 ℃)时,应进行焊后热处理;由于该设备的设计温度为500 ℃,故UNS N08800部分材料不需要进行焊后热处理。
两种材料金属组织的差异导致二者线膨胀系数不同,同时接头位置还存在塑性和导热性的差异,焊接时会造成热循环温度场的反常,使得焊接接头存在较大残余应力,影响接头部位的稳定性,进而影响焊接部件的使用寿命。
对于出口集箱组件可采用整体热处理或仅对焊缝做局部热处理。如果对集箱组件自UNS N08800与A182 F11 CL.3焊縫至封头处进行整体热处理,由于操作空间受限,应充分考虑集箱组件的自重对热处理过程及结构尺寸的影响;如果对焊缝进行局部热处理,加强管接头与集箱筒体的热处理需要制作专门的工装,应充分考虑热处理过程中加热效果、热应力、焊接残余应力对热处理效果的影响。如何进行焊后热处理及其时机选择将直接影响设备能否满足使用要求。
如何将这样两种焊接特性截然相反且焊后热处理状态要求不同的材料组焊在一起,并使组焊后焊接接头的机械性能满足设备使用性能的需要,是文中要探讨解决的问题。
2 焊接工艺的探讨
ASME第Ⅸ卷规定:工艺评定用一个P-No.+另一个P-No.材料,评定后的母材范围为与评定试件相同的两种P-No.组成的接头,A182 F11 CL.3类属于锻件,采购成本较高,故使用与A182 F11 CL.3相同P-No.的A335 P11进行评定。
钨极气体保护焊焊接UNS N08800可选择ERNiCr-3(INCONEL 82)作为填充金属[6],该焊丝应用范围广泛,可用于异种材料的焊接,如INCONEL系列合金、INCOLOY系列合金的焊接,或INCOLOY 330合金与镍、MONEL系列合金和不锈钢以及碳钢的焊接,也可用于不锈钢与镍基合金或碳钢。
因此,选用焊丝ERNiCr-3(INCONEL 82)作为填充金属焊接UNS N08800与A335 P11的异种钢,其成分见表3,用该焊丝焊接形成的焊缝金属具有较高的强度和较好的耐蚀性,在高温下还具有较好的抗氧化能力和较高的蠕变破裂强度。
具体工艺思路:采用手工钨极气体保护焊焊接方法,对两种材料对接焊缝进行工艺评定。首先在P11管端坡口处用ERNiCr-3焊丝堆焊出一个隔离层,对带有隔离层的A335 P11管材进行焊后热处理,加工坡口后,再将UNS N08800管材与带隔离层的A335 P11管材组焊,焊后则不需要进行热处理,这样就可以成功地避开两种材料直接组焊时,P11材料需要焊前预热、施焊过程中保持较高层间温度,而N08800则需要快速冷却、较低层间温度的矛盾冲突,避免产生冷裂纹及热裂纹;同时也解决了两种材料焊后热处理的矛盾问题。
2.1 焊接材料
(1)母材:ASTM A335 P11(φ114.3×6.02 mm)、ASME SB407 UNS N08800(φ114.3×9.99 mm)。
(2)电极:铈钨极,φ2.5 mm。
(3)焊丝:AWS A5.14 ERNiCr-3,φ2.4 mm。
(4)保护气体:纯度大于99.99%的氩气,流量为8~15 L/min,背面氩气流量6~10 L/min。
(5)焊接设备:Miller 350LX交直流两用氩弧焊机。
2.2 焊前准备
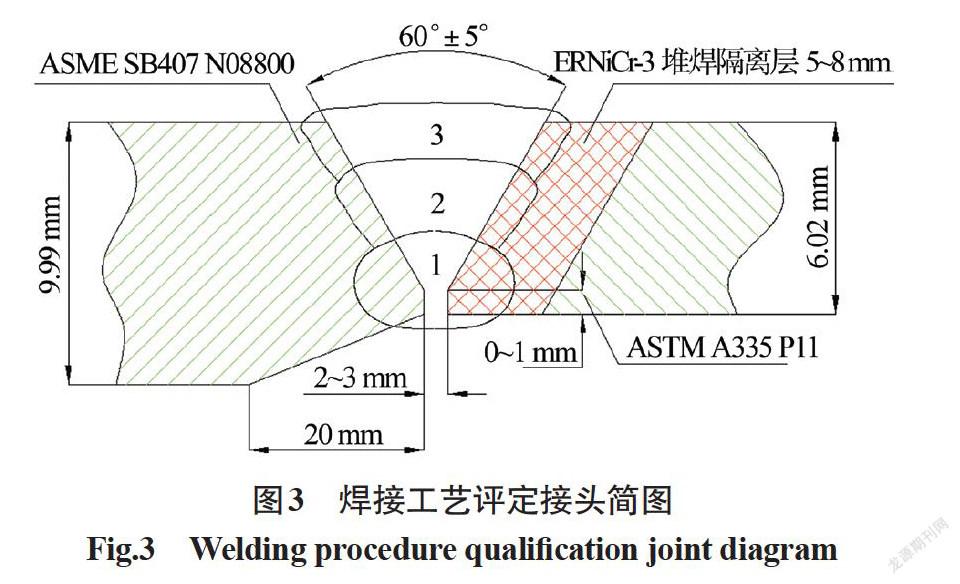
(1) 坡口制备:根据ASME焊接规范要求,对焊接试件采用机械加工法制备坡口,并对UNS N08800侧母材坡口端部进行削薄处理(为节约成本,采用不等壁厚管焊接,覆盖范围按薄壁侧)。焊接工艺评定接头简图如图3所示。
(2) 焊前清理:组对前,用角磨机清除坡口及母材两侧表面20 mm范围内的氧化物、油污及其他影响焊接质量的有害杂质。
2.3 预热及层间温度(堆焊隔离层)确定
P11焊前距坡口50 mm范围内进行预热,预热温度150~215 ℃,待温度均匀化后在坡口处堆焊隔离层。
2.4 焊接工艺参数
按表4的焊接工艺参数先用ERNiCr-3焊材进行第一层堆焊,焊后进行热处理,并在冷却后对隔离层表面进行渗透检查,确认没有缺陷后,再使用ERNiCr-3焊丝继续进行堆焊。每焊一层做一次检验,直到隔离层厚度满足5~8 mm为止。
2.5 焊后热处理(堆焊隔离层)
评定试件的局部热处理可满足工艺要求,但评定试件的保温时间应综合考虑到出口集箱组合件的焊后热处理厚度δ,试件焊接完成后立即对堆焊隔离层后的部位进行690±15 ℃、保温时间为90±5 min的局部焊后热处理,选定的工艺曲线如图4所示,堆焊隔离层后的焊后热处理试件及自动记录曲线如图5所示。热处理的入炉温度、升温速度、保温要求、降温速度、出炉温度等各项要求严格按ASME第Ⅰ卷PW-39要求执行[2]。
2.6 对接坡口焊缝施焊
用砂轮机对隔离层进行修整,并按工艺要求打磨出焊接坡口,然后与UNS N08800的接管组对。组对时调整好组对间隙和对口错边量,注意避免强力组对,以减少拘束力对焊接过程的影响,从而避免焊接时热裂纹的产生。
对含铬量大于3%或合金元素总含量大于5%的焊件[7],单面钨极氩弧焊打底焊接时,焊缝内侧需要充氩,实施内保护以防止氧化及过烧现象。对试件焊缝背面进行气体保护时,管内开始充氩气时流量可适当加大,确认管内空气完全排除后方可施焊,焊接时氩气流量逐步降低,以避免管内氩气压力较高导致焊缝背面成形时出现内凹或根部未焊透现象。
此时接头两侧分别为铁镍合金与镍合金材料,焊接性能良好,施焊时应满足UNS N08800材料焊接特性的要求。按表5的焊接参数要求,尽量减少热量输入,采用小电流、多层多道焊,保持适当的焊接速度,将层间温度控制在100 ℃以内,并用红外测温设备随时进行测量,每施焊一层做一次检验,直到焊缝符合工艺要求为止。
3 质量检验与力学性能试验
3.1 外观及无损检查
焊后对焊缝部位进行目视检查,对接焊缝外观成形良好,无可见缺陷。对焊缝进行100%PT+100%RT,未见任何缺陷,包括堆焊的隔离层,无损检测结果均满足ASME第Ⅴ卷及技术协议的要求[5]。
3.2 力学性能及宏观金相检查
在力学性能试验中,拉伸、弯曲性能(见表6)均满足ASME第Ⅸ卷要求,验證性试验补加的宏观金相(见图6)也满足ASME第Ⅸ卷要求[8]。由表6可知,断裂部位均在P11炉管侧,焊缝强度均高于母材强度。对焊缝及其邻近的母材热影响区域进行维氏硬度试验,结果见表7。可以看出,焊缝处强度与母材的硬度大致相当,满足要求。
4 结论
A335 P11与UNS N08800的焊接性能试验结果表明,拟定的焊接工艺合理。工程应用中还需注意以下几点:(1) 隔离层堆焊过程中进行PT检查时,隔离层表面的渗透液等影响焊接性能的多余物必须彻底清除干净后方可施焊。(2) 坡口焊时,层间温度不能过高,冷却后检查无缺陷方可进行焊接。(3) 坡口焊缝焊后冷却速度应大些,以减少焊接接头在高温下的停留时间。(4) 焊接过程中应确保氩气保护效果良好。(5) 业主提出的焊后热处理要求明确指出:需进行焊后热处理的接头应在焊接完成后立即进行热处理,且不允许低于149 ℃。由于结构限制,此项目实现有一定困难,因此宜先将堆焊隔离层后的接头进行300~350 ℃、保温1 h的后热处理,消氢后再与出口集箱组焊后同出口集箱组件进行整体热处理,UNS N08800与A182 F11 CL.3管材对接焊缝为承压件施焊过程中的最后一组焊缝。
按工艺要求进行施工,UNS N08800与A182 F11CL.3异种钢对接接头按ASME第Ⅴ卷进行100%RT+100%PT检测,全部一次检测合格。
参考文献:
ASME锅炉及压力容器委员会. ASME锅炉及压力容器规范国际性规范 Ⅱ 材料 A篇 铁基材料(2013)[M]. 北京:中国石化出版社,2014.
ASME锅炉及压力容器委员会. ASME锅炉及压力容器规范国际性规范 Ⅰ 动力锅炉建造规则(2013)[M]. 北京:中国石化出版社,2014.
ASME锅炉及压力容器委员会. ASME锅炉及压力容器规范国际性规范 Ⅱ 材料 B篇 非铁基材料(2013)[M]. 北京:中国石化出版社,2014.
ASME锅炉及压力容器委员会. ASME锅炉及压力容器规范国际性规范 Ⅷ 第一册 压力容器建造规则(2013)[M]. 北京:中国石化出版社,2014.
ASME锅炉及压力容器委员会. ASME锅炉及压力容器规范国际性规范 Ⅴ 无损检测(2015)[M]. 北京:中国石化出版社,2016.
ASME锅炉及压力容器委员会. ASME锅炉及压力容器规范国际性规范 Ⅱ 材料 C篇 焊条、焊丝及填充金属(2015)[M]. 北京:中国石化出版社,2016.
赵棣,杨雷,云小强,等. SH/T3520-2004 石油化工铬钼耐热钢焊接规程[M]. 北京:中国石化出版社,2005.
ASME锅炉及压力容器委员会. ASME锅炉及压力容器规范国际性规范 Ⅸ 焊接、钎接和粘接评定(2015)[M]. 北京:中国石化出版社,2016.
猜你喜欢
科技与创新(2017年1期)2017-02-16 20:34:01
建材发展导向(2016年6期)2017-01-17 18:20:56
山东工业技术(2016年24期)2017-01-12 09:38:25
科学与财富(2016年29期)2016-12-27 16:07:51
中国高新技术企业(2016年30期)2016-12-20 04:00:34
科技创新与应用(2016年31期)2016-12-03 05:26:31
科技视界(2016年23期)2016-11-04 12:46:10
中国科技博览(2016年22期)2016-11-01 12:31:00
中国科技博览(2016年13期)2016-07-13 02:54:28
科技视界(2016年1期)2016-03-30 23:10:15