
基于砂石拌合系统六管柱及平台制作焊接工艺分析
2016-12-03 05:26张浩浩
科技创新与应用 2016年31期
张浩浩
摘 要:砂石拌合系统(B系列)胶带机钢结构制作较复杂,对各结构件的要求较高,为保证焊缝的质量和各连接部位的尺寸精度,合理的焊接工艺是关键。六管柱及平台的焊接在砂石拌合系统(B系列)胶带机钢结构使用中较为重要,直接影响到系统的使用。
关键词:六管柱;平台;焊接工艺
前言
白鹤滩水电站位于四川省宁南县和云南省巧家县交界处,是金沙江下游干流河段梯级开发的第二梯级电站,具有防洪、拦沙、改善下游航运条件和发展的作用。白鹤滩电站是配电输运的骨干电源点之一,总装机容量1600万千瓦,工程采用堤坝式开发。2014年4月21日对金沙江白鹤滩电站大坝砂石加工系统(含专用公路)建安及运行公开招标。白鹤滩电站大坝坝高277米,正常蓄水825米,水库总库容量206.27亿立方米。葛洲坝集团于2012年1月31日以12.7亿中标荒田砂石骨料及混凝土拌合生产系统项目。
B系列胶带机是人工骨料生产系统到混凝土拌合系统主要部分之一。其承担的任务是将系统生产的成品骨料,通过B系列胶带机由B1.B2.B3.B4胶带机把成品骨料运输到拌合楼。胶带机的桁架梁钢结构主要采用角钢及筋板焊接的方式连接,各桁架梁主要采用六管柱支撑,而B1.B3胶带机上Z1立柱是其中的重点,具有代表性。六管柱及平台的组装和焊接分为两大构件,最后对两大构件进行总装。
1 焊接方法及焊接设备及材料
焊接方法:手工电弧焊
焊接设备及材料:逆变式弧焊机ZX7-500(数量根据施工要求调用);母材为Q235;焊条E4303 Ф3.2mm Ф4.0mm;焊接电流:120A-180A。
2 焊接工艺
2.1 点焊要求
点焊长度约50mm,间隙200-300mm之间,点焊高度不超过5mm,开焊前,对于点焊不符合要求的位置要进行点焊加固。
2.2 焊接原则
先立缝,在平缝和仰焊,由内向外分区对称焊接;为保证焊接质量,防止变形过大,在焊接时采取施焊人员均为偶数,保证左右对称施焊,焊接过程中,焊接电流、电压、焊接速度基本保持相同;采用对称、分段、退步的焊接;对于板厚大于36mm,宜采用后热消氢处理。后热在焊接后立即进行,后热温度为250℃-350℃,保温时间不小于1小时,焊后立即进行消除应力热处理的可不进行后热消氢处理。
3 六管柱立柱的焊接及装配
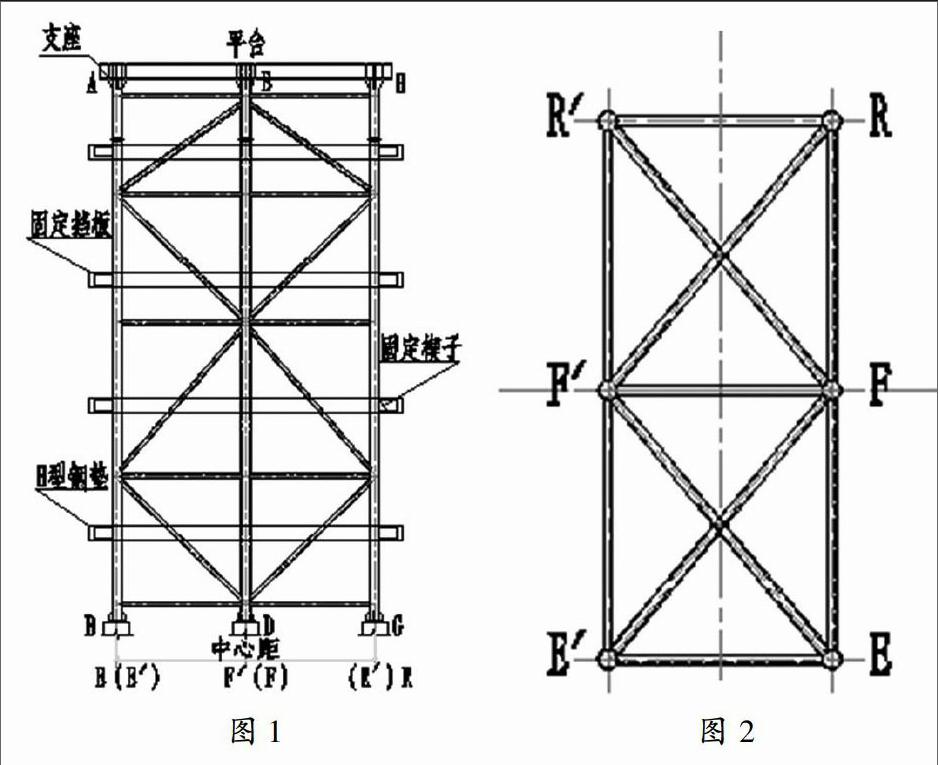
如图1,Z1立柱为六管柱结构,六根主管为299×10mm,长度为23050mm。由于单根管材长度为12m,故需采用对接的方式焊接六根管柱。对接坡口角度为双“V”60,钝边为1-2mm,此为一类焊缝,单面焊双面成型。焊好后将焊缝的余高用角磨机磨平,如有弯曲现象,应将钢管矫直后方可进行组装。图2在H型钢垫件上找出两根平行线,使AB与CD、HG相等,并且保证AC与BD和CH与DG钢管中心线垂直,主管固定完后,组装中间的支撑管和支撑,安装柱脚筋板可最后进行(由于基座采用预埋件可最后吊装到位固定后再焊接),支座可单独焊好,固定平台时再加固。
(1)Z1立柱E、R(E、R)与E、E(R、R)轴线立面的组装及焊接,如图2所示。将两扇制作焊接好的E、R及E、R立面垂直放置于工作平台上(可以使用测量仪或吊线锤),并用胎具固定后进行组装,并进行定位焊;上层的组装可以搭好架子后进行,并进行定位焊;中间的十字撑亦可进行组装,但要控制好尺寸,并进行加固。当整个框架组装并定位焊后,要进行全面检查,构件尺寸精确控制,经检查人员确认后方可进行焊接。
(2)拼装。拼装前检查各零件的编号、材质、尺寸和加工精度。拼装前单个构件可以在工装胎具或平台上进行拼装焊接,焊接位置及其附近的铁锈、毛刺、预处理涂料等杂物要彻底去除干净。拼焊后的单个构件必须予以校正,以消除焊接变形,校正处理合格后方可进入下道工序。
拼装时必须划出定位线,按线定位各零件,零件与零件之间要顶严,不得留有间隙,拼装后按焊接工艺规定进行焊接矫正。构件组装完毕后应进行自检和互检,准确无误后再提交专检人员验收,检验过程中如果发现问题,应及时进行修理和矫正。构件均应打上钢印并编号,钢印处要预打磨,钢印必须清晰。
4 立柱钢结构平台的制作焊接
4.1 采用合理的装配焊接顺序
先将钢结构先装配成整体再焊接,这样可以在钢结构焊接时减少变形。而对于截面形状对称、焊缝布置均匀的钢结构件,可对称焊接施工。
对于钢结构中的长焊缝,在可能的情况下将连续焊改成分段焊,并适当地改变焊接方向,可使局部焊缝造成的变形适当减少或相互抵消,以减少结构总体变形。
4.2 反变形及刚性固定
焊前将平台钢结构装配成具有与焊接变形方向相反、大小相等的预先反变形,以抵消结构焊后形成的变形。在没有反变形的情况下,利用外加约束来固定构件,限制其焊接变形。例如,采用装焊胎卡具等增加钢结构在焊接时的刚度,以减少变形。
5 缺陷的处理和返修
焊缝内部或表面发现有裂纹时应进行分析,找出原因,制定措施后方可焊补。焊缝内部应用碳弧气刨或砂轮机清除干净,并修磨成便于焊接的凹槽。返修后的焊缝超过2次后应制定可靠的技术措施,并经批准后方可焊补。表面凹坑深度大于板厚10%或超过2mm的焊补前,应用碳弧气刨或砂轮机将凹坑刨成或修磨成便于焊接的凹槽后再焊补。焊补后应用砂轮机将焊补处磨平并认真检查有无微裂。在母材上严禁有电弧擦伤,如有应用砂轮机将擦伤处打磨处理并认真检查有无微裂。
6 结束语
为保证焊缝质量和各连接部位的尺寸精度,合理的焊接工艺是关键,因此就需要制定一套切实可行的施工技术措施对工程进行严格控制,保证焊缝探伤效果好,合格率高。
参考文献
[1]顾纪清,阳代军.管道焊接技术[M].北京:化学工业出版社,2005.
[2]陈祝年.焊工工程师手册[M].机械工业出版社,2010:2.
[3]张应立,周玉华.焊接机构生产与管理实战手册[M].机械工业出版社,2015:5.
猜你喜欢
建材发展导向(2016年6期)2017-01-17
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
电脑知识与技术(2016年24期)2016-11-14
美与时代·城市版(2016年8期)2016-11-10
知音励志·社科版(2016年9期)2016-11-09
企业导报(2016年14期)2016-07-18
企业导报(2016年12期)2016-06-17
科技视界(2016年1期)2016-03-30