
减少冷剪机钢筋剪切故障浅析
2021-09-10 07:22陈海鸥
科技研究 2021年15期
陈海鸥

摘要:冷剪机是在冶金工业中经常用来对轧件进行切头、切尾或者切定尺的机械设备。作为剪切机械中的一种,冷剪机在冶金、航空、国防工业,以及印刷等轻工业均有广泛的应用。早期的冷剪机由于结构笨重而且没有快速换刀装置,导致生产效率低,产品的质量也不高。为此,我们选择了结构更为紧凑的曲柄连杆上切式斜刃剪切机。本文对冷剪机的组成、作用和剪切情况进行了分析,冷剪机在剪切过程中出现的常见故障进行了描述,从工艺和设备方面进行了分析和总结。
关键词:冷剪机 润滑 剪切 间隙调整
1、前言
安源轧钢厂棒线的棒材线于2018年2月投产。随着轧制工艺的不断优化,钢筋在冷剪剪切程中时有故障,严重影响了正常生产和产品的经济技术指标。通过对冷剪设备进行结构分析,提出了设备改进与优化,减少设备故障的措施和方法。
2、冷剪机组成、作用和剪切分析
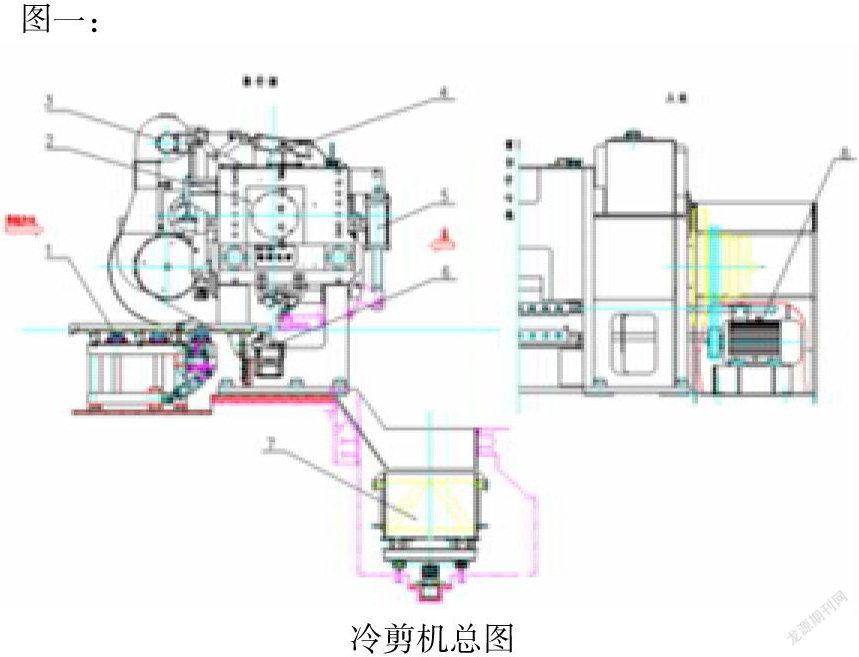
冷剪机的组成和作用(见图1):①冷剪前辊道(作用:将下冷床的轧件输送至冷剪进行剪切);②冷剪本体(作用:对定尺后的轧件进行剪切);③ 制动器通风装置(作用:冷却制动器);④入口压辊(作用:将轧件压平后进行剪切);⑤对齐挡板;⑥刀座装配;⑦收集装置(作用:收集轧件的料头和料尾);还有传动装置,离合器通风装置,换剪刃小车。冷剪的剪切过程分析:轧件进入剪前辊道,由剪前辊道将轧件头部输送到冷剪本体剪刃处,位于入口侧的入口导辊压下,将轧件压平,气动离合器通气与冷剪输入轴联接,驱动冷剪传动轴系,曲轴从高位运动到低位,带动上刀座向下运动剪切轧件,完成剪切动作后,气动离合器排气与输入轴脱开,气动制动器通气与输入轴联接,制动冷剪传动轴系,将曲轴制动到最高位,保证剪刃的开口度,等待下次剪切。
图一:
3、钢筋在冷剪剪切的常见故障及发生原因
常见故障:①剪切断面质量差:剪切时出现弯头或剪不断。② 离合器,制动器冒烟:离合器,制动器间隙调整不当,造成摩擦大,稳定升高,造成冒烟;③润滑不到位:由于冷剪机由减速机与曲柄机构,润滑系统由减速机的稀油润滑系统与曲柄机构的干油润滑系统组成;可能造成干油润滑过量或不到位,稀油油品质量差,润滑不到位现象。
故障发生原因表现在工艺和设备两个方面:冷剪剪切支数超标,刀片侧间隙过大,剪刃鎖紧缸失效,滑板,铜套磨损间隙大,气动控制阀失效,干油系统堵塞等均可能出现故障。工艺方面:①钢筋剪切支数越多,剪切阻力越大,需要的剪切力越大。②钢筋在运行中头尾碰钢或短钢未清,造成碰断制动器气管或接头,或电磁阀,使离合器,制动器运行中出现故障。③轧制时,发现不了油品的供油状态,使用缺油还在轧制,致使隐患扩大化。设备方面:①剪刃侧隙过大,入口压辊没有压牢,锁紧缸没有锁紧。②摩擦片磨损严重,出现故障,离合器、制动器之间的动作不会同时停止。③冷剪润滑系统无法直观判断润滑情况,出现故障无备用系统。
4、减少钢筋在剪切时发生故障的措施
工艺方面:①轧制不同规格钢筋,允许的最高支数要求(见表一)。②规范岗位工操作,避免出现头尾碰钢,钢筋起跳,碰坏设备。③安装电脑,使冷剪机润滑系统润滑情况在电脑上可直观显示。设备方面:①定期维护设备。加强对设备的点巡检,保证剪刃锁紧缸的剪切效果,另一方面,提高剪刃锁紧缸使用寿命,已进行改造:将分体式锁紧缸成整体式剪刃锁紧缸;检查剪刃间隙,确保间隙(0.2-0.3mm之间)。加强对设备的点巡检,保障压辊气缸与电磁阀的正常使用效果。②已将冷剪制动器,离合器原有的由二条不同气路控制的系统改成一条气路控制系统,一旦出现故障时,制动器,离合器同时停止工作(避免了改造之前的离合器停止工作,制动器还在工作,进而损坏设备)。加强对设备的点巡检,周期调整摩擦片间隙。③ 已将干油润滑系统进行改造成智能润滑系统,能直观判断油品润滑情况,对稀油相关设备滤油桶,齿轮泵加装备用设备,周期检查油品质量,定期清洗油箱,更换油品。
5、结束语
通过对冷剪机的结构分析和常见故障的描述和原因分析,提出了各类故障的解决方法,对正常生产具有一定的指导意义。
参考文献
[1]邹家祥.轧钢机械理论与结构设计[M].北京:冶金工业出版社,1993.
[2]王金星.不同工作制曲柄连杆式飞剪的设计[J].鞍钢技术,2002,3:62-63.
[3]欧曦.500T冷剪机离合器的改进[J].柳钢科技,2000,1:7-7.
[4]罗瑞文.5000KN冷剪机的改进[J].南方钢铁,1995,5:20-21.
[5]欧曦.500T冷剪机切头弯曲问题的分析与改进[J].柳钢科技,2000,3:55-55.
猜你喜欢
今日自动化(2021年2期)2021-10-14
科海故事博览·下旬刊(2019年1期)2019-09-10
价值工程(2018年1期)2018-01-15
科技创新与应用(2016年36期)2017-02-21
中国新技术新产品(2017年1期)2017-01-20
润滑油(2015年5期)2015-11-05
建筑工程技术与设计(2015年19期)2015-10-21
润滑油(2015年2期)2015-07-06
中国信息化·学术版(2013年1期)2013-05-28
