激光选区熔化成形316L中孔洞类型及产生机理
2021-09-10 03:14:43孙靖吴士明陈艳
电焊机 2021年8期
孙靖 吴士明 陈艳




摘要:激光选区熔化(Selective Laser Melting,SLM)在金属材料复杂结构制备领域具有明显的优势。分析了SLM成形316L SS样件的内部与表面孔洞缺陷类型以及产生的机理,为缺陷的控制提供理论依据。实验结果表明,SLM成形316L SS件内部孔洞缺陷主要包括:熔池交界处的撕裂型三角形孔洞、随机分布的夹杂型孔洞、熔池中心深度较浅的不规则孔洞以及呈现聚集性分布的未熔合型孔洞。表面孔洞缺陷主要包括较浅的凹陷性缺陷以及具有细颈特征的较深缺陷,缺陷内部存在夹杂物,且在表面孔洞尖端易产生微裂纹。SLM过程中产生的飞溅物是产生内部及表面孔洞的主要原因,分析结果显示飞溅物为高温下的混合氧化产物。
关键词:激光选区熔化;孔洞缺陷类型;产生机理;飞溅产物;成型腔
0 前言
激光选区熔化技术日趋成熟,具有直接制造复杂几何形状零件的能力,但相关孔隙率仍是其致命的弱点,孔洞的产生极大影响了材料的耐腐蚀性能及疲劳性能。Veerappan[1]等研究了增材成形IN718中孔洞及孔洞尺寸对疲劳性能的影响,研究表明弥散分布的孔洞可严重削弱材料的疲劳性能,且当晶粒平均尺寸为48 μm、孔洞平均尺寸达到20 μm时裂纹的形核位置由晶体向孔洞附近转变。陈迪[2]等研究了3D打印技术制备的Ti6Al4V内部大量随机分布的球形孔洞,分析了高能束能量密度和扫描策略等因素对孔洞的影响,研究表明,对打印件表面进行抛光处理,选择合理的热等静压工藝消除材料内部孔洞、避免组织过度粗化,可显著提高3D打印钛合金的疲劳寿命;使用能量来进行单向扫描可使未熔合缺陷和孔洞只出现在所制备样品的一侧。万志鹏[3]等研究表明3D打印金属材料的孔洞缺陷所引起的应力集中现象严重降低了其疲劳强度,因空间位置的不同,三种不同的孔洞——独立孔洞、接近自由表面的孔洞、相邻孔洞的分布情况的应力集中系数差异显著。
研究孔洞的类型及其产生机理并找到抑制方案是目前激光选区熔化技术中面临的一个重要课题。美国卡内基梅隆大学和美国阿贡国家实验室研究团队使用高速X射线成像技术研究粉末床金属熔化3D打印技术中小孔的成形机理,发现小孔形成是由于匙孔尖端严重不稳定性造成的[4]。赵沧等研究表明匙孔的不稳定性在熔池内部产生声波,为匙孔尖端附近的气孔提供驱动力,使其成为内部缺陷[5]。
文中着重研究了激光选区熔化成形316L SS试样内部及表面孔洞缺陷类型,揭示典型孔洞的成形机理。研究了激光选区熔化过程中飞溅物的形貌及其成分分析,为飞溅产物的抑制提供理论依据。
1 实验过程
1.1 原材料
试验材料采用由气雾化方法制备的316L SS粉末,合金粉的粒径范围为15~53 μm。316L SS粉的微观形貌如图1所示,可知合金粉的球形度较好,颗粒圆整,表面光滑。
1.2 SLM 过程
采用自研的Kre AM350 型设备进行激光选区熔化试验,该设备配备 YLR-500光纤激光器,光斑直径为70 μm。采用316L不锈钢基板,试验前设备成型腔体抽真空,之后循环充入99.99%高纯氩气,在整个制备过程中实时监测氧含量,保证成型腔内氧体积分数低于800×10-6。激光扫描策略定为棋盘式扫描方式,相邻层间扫描方向旋转67°。棋盘格尺寸为5 mm×5 mm。优化后的参数为:单层粉层厚度30 μm,扫描间距0.15 mm,激光功率为200 W,对应的扫描速度800 mm/s。
1.3 表征试验
SLM 结束后,采用线切割方法从距基板表面1 mm处沿扫描方向将成形合金与基板分离,试样经乙醇超声清洗、烘干后,在NanoSEM 50 型扫描电子显微镜(SEM)下进行表征观察。待观察合金分离面经打磨、抛光和由10 mL HNO3+30 mL HCl +60 mL蒸馏水组成的混合溶液腐蚀30 s后,采用NanoSEM50 型扫描电子显微镜观察合金内部的显微组织及缺陷。
2 结果及分析
对SLM成形的316L SS试样中的内部孔洞缺陷进行收集与表征,并分析其产生机理。典型孔洞缺陷类型如图2所示。由于采用优化后的参数,因此不考虑因能量不足引起的密集分布的欠熔合孔洞。根据缺陷形貌及其在熔池中的分布位置,典型孔洞缺陷主要分为4类:熔池交界处分布的三角形孔洞、不规则的夹杂性孔洞、熔池中心的不规则孔洞以及未熔合性孔洞群。图2a为熔池交界区域分布孔洞,相邻熔池结合区域为3D打印成形件中的薄弱环节,孔洞、裂纹等缺陷易在这些区域产生。由于SLM过程中激光束的快速移动,微米级熔池快速凝固产生了极大的温度梯度,再加上熔池凝固收缩,因此在熔池间产生残余拉应力[6]。熔池边界结合力较弱,又受到拉应力影响,易产生撕裂型缺陷,如图2a所示,此类孔洞易产生于熔池三叉交界处,形貌为近似三角形,且在“ 三角形 ”尖角位置易出现随生裂纹。将三角形孔洞进行放大观察,发现孔洞内壁较光滑,仅有少量粉体附着,如图2a插图所示。图2b为夹杂型孔洞,此类孔洞尺寸较大,约50 μm及以上,形状多变,内部夹杂一种或多种异物。如图2b插图所示,SEM背散射模式下内部夹杂物呈现颜色较深的黑灰色,随后将采用EDX元素分析确定夹杂物的成分。夹杂型孔洞的分布位置随机。图2c为熔池中心位置产生的孔洞,一般为不规则形状,此类孔洞深度较浅,经放大后如图2c插图所示,与图2a相比,内壁分布明显的经腐蚀后的微观组织形态。表明熔池交界处的三角形孔洞为熔池凝固结束后在残余应力影响下形成,而熔池中心较浅的孔洞为凝固过程中留下的。图2d为未熔合产生的孔洞,这类孔洞呈现聚集分布形态,且在SEM二次电子模式下具有不均匀的微观组织,但EDX分析结果表明,未熔合孔洞周围的化学成分并无差异,这种缺陷可能是由不稳定的液-固界面前沿引起的。Yuan[7]等研究结果表明,由于温度梯度在熔池内部产生较强的Marangoni对流,引起凝固界面前沿的剧烈扰动。Gu[8]等研究结果显示,由于极快的凝固速率,SLM成形钛合金表面显现出明显的凝固前沿形貌,且扫描速度越高,液-固界面前沿扰动凝固越大。液-固界面前沿的扰动对内部组织及缺陷也会产生极大的影响,频繁扰动的凝固前沿导致产生杂乱的微观组织,尤其对于后期凝固区域。且凝固前沿影响区域比较大,由于扰动产生的未熔合出现聚集分布的现象。
孔洞缺陷中占比最高的为夹杂型孔洞,夹杂物多为SLM过程产生的飞溅,会直接影响激光与材料的相互作用,导致其他缺陷的产生。在SLM过程中,飞溅主要是由侧向保护气流、熔池的波动和反冲击压力引起的。飞溅物主要可分为以下几类:表面氧化的原始金属粉末、粉末与氧气发生化学反应的产物以及腔内润滑油等物质在高温下产生的物质。飞溅物与原材料成分不同,落在粉末上会形成较大的颗粒,进而导致未熔合和气孔的产生;此外,飞溅落在凝固表面会影响下一层铺粉,导致下一层铺粉不平整,甚至损坏刮刀。孔洞内飞溅物的形貌与成分检测结果如图3所示,实验结果表明,夹杂物呈现近球形形貌或不规则形貌。EDX结果显示,近球形夹杂物中O元素含量为2.02 wt.%,相较于基体O含量略有增高,未检测到其他基体合金以外的元素,谱图1表征结果为不锈钢氧化物。不规则形貌夹杂物的EDX检测结果如谱图2所示,其中Al元素及O元素含量急剧升高,主角为Al的氧化物,是由于成型腔内残留的铝合金粉末氧化后形成的。
SLM成形316LSS试样表面及侧面粗糙,经检测发现试样的表面存在较多的开放型孔洞,如图4所示。图4a为开口大、深度较浅的片状开放型孔洞,深度约150 μm,孔洞内部存在较多的未熔化颗粒及飞溅夹杂物。图4b为较深的连续性孔洞,呈现不规则形状,一般存在直形或弯曲细颈结构,内部夹杂未融合粉体及飞溅产物。图4c为另一种连续型空洞,深度约为500 μm,呈现多个胞状结构,之间通过细颈互相连接,这种空洞的形成与O原子的浸渗相关[9]。进一步观察发现表面空洞的尖端易成为内部裂纹源,如图4d所示。表面空洞的存在严重影响成型件的尺寸精度与表面完整性,亦会影响内部缺陷的产生。
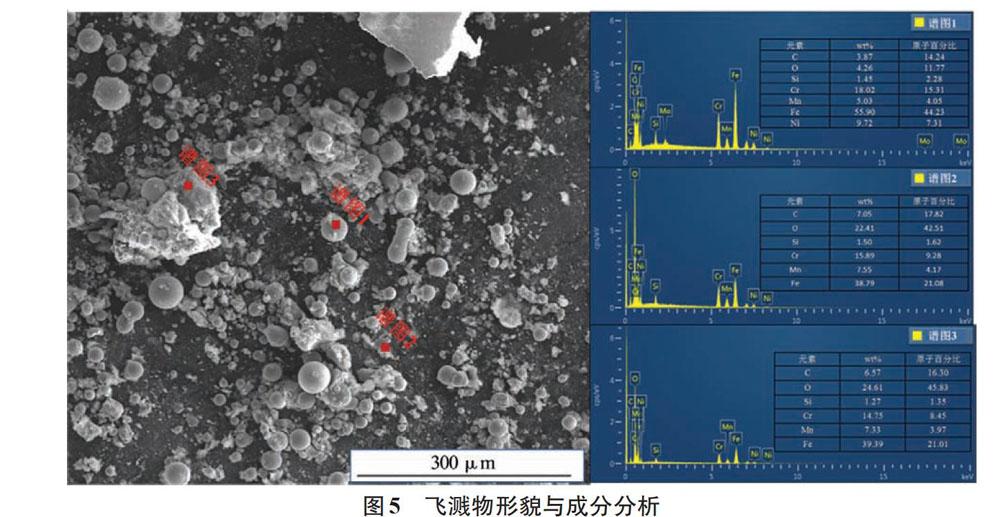
经分析,诸多内部孔洞及表面空洞都由飞溅物夹杂产生,因此,对飞溅物的形貌及成分进行进一步分析,以便于采取相应的抑制措施。采用SEM及EDX分析从成形腔内部收集的飞溅物(见图5),确定其成分及形貌。飞溅物主要由3类形貌组成:球形或近球形粉體、不规则块体和粉末状,其中不规则块体具有明显的棱角,通常呈现聚集状态。EDX分析结果显示球形或近球形颗粒为表面氧化的粉体,表面O含量为4.26 wt.%,超过原始粉体的氧含量。粉末状飞溅物中C含量明显增高,为腔体内高分子材料在高温下氧化后的产物,如润滑油等,这种产物通常以烟雾的形式产生,均匀附着在腔体内表面。不规则块状主要成分中O含量和C含量均明显升高,结合XRD检测结果,为粉末在高温下与氧气发生化学反应的产物,主要为Fe2O3,Cr2O3等[10]。
实验结果表明,飞溅物的产生与不能及时清理是其内部及表面孔洞产生的原因,因此,及时清理或抑制飞溅物的产生是减少SLM件孔洞缺陷的有效手段。目前,无法完全抑制飞溅物的产生,清除飞溅主要依靠成型腔内的风场。成型腔内风场的优化设计及扫描方式的优化可减小飞溅物对成形件的影响。
3 结论
激光选区熔化成形件中的孔洞缺陷对零件的综合性能产生极大的影响,尤其是磨损性能与疲劳性能。本文着重研究了激光选区熔化成形316L SS试样的内部及表面孔洞缺陷的类型以及产生原因,为缺陷的抑制提供依据。
(1)根据分布位置与产生的机理,激光选区熔化成形316L SS件内部孔洞缺陷主要分为:熔池交界处的由于熔池边界撕裂产生的三角形孔洞、随机分布的夹杂型孔洞、熔池中心深度较浅的不规则孔洞以及位置随机呈现聚集性分布的未熔合型孔洞。
(2)SLM成形316L SS表面孔洞缺陷主要包括较浅的凹陷性缺陷以及具有细颈特征的较深的缺陷,缺陷内部存在夹杂物,且在表面空洞尖端易产生微裂纹。
(3)激光选区熔化过程中产生的飞溅物是产生内部及表面空洞的主要原因,SEM及EDX分析结果显示飞溅物为高温下的混合氧化产物,包括球形或近球形的表面氧化的原始粉末、形状不规则的粉末氧化产物以及烟尘状的油污等聚合物的氧化产物。
参考文献:
Veerappan Prithivirajan D. Sangid. The role of defects and critical pore size analysis in the fatigue response of addictively manufactured In718 via crystal plastiticy[J]. Materials and Design,2018(150):139-153.
陈迪,王燎,高海燕,等. 3D打印钛合金内部孔洞的研究进展[J].应用激光,2019,39(1):72-78.
万志鹏,王宠,蒋文涛,等.孔洞缺陷对3D打印Ti-6Al-4V合金疲劳试样应力分布的影响[J].实验力学,2017,32(1):1-8.
Ross Cunnnghum,Cang Zhao,NiranJan Parab,et al. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed X-ray imaging[J]. Science 2019(363):849-852.
Cang Zhao,NiranJan Parab,Xuxiao Li,et al. Critical instability at moving keyhole tip generates porosity in laser melting[J]. Science,2020(370):1080-1086.
Jing Sun,Lianfang Qiu,Fei Wang,et al. A new modification effect of eutectic Si in selective laser melted AlSi10Mg[J]. Materials Science and Technology,2019,35(6):277-285.
Pengpeng Yuan,Dongdong Gu,Donghua Dai. Particulate migration behavior and its mechanism during selective laser melting of TiC reinforced Al matrix nanocomposites[J]. Materials and Design,2015(82):46-55.
Dongdong Gua,Yves-Christian Hagedorn,Wilhelm Meiners,et al. Densification behavior,microstructure evolution,and wear performance of selective laser melting processed commercially pure titanium[J]. Acta Materialia,2012(60):3849-3860.
Munish Kumar Gupta,Anil Kumar Singla,Hansong Ji,et al. Impact of layer rotation on micro-structure,grain size,surface integrity and mechanical behaviour of SLM Al-Si-10Mg alloy[J]. Journal of Materials research and Technology,2020,9(5):9506-9522.
Saad A Khairallah,Andrew T Anderson,Alexander Rubenchik,et al. Laser powder-bed fusion additive manuf-acturing:Physics of complex melt flow and formation mec-hanisms of pores,spatter,and denudation zones[J]. Acta Materialia,2016(108):36-45.