Cr5钢支承辊激光熔凝强化
2021-09-10 03:14:43屈岳波赵琳张瑞华
电焊机 2021年8期
屈岳波 赵琳 张瑞华




摘要:采用光纤激光对Cr5钢支承辊表面进行激光熔凝强化处理,通过组织、显微硬度和耐磨性能分析,研究激光功率和扫描速度对单道熔凝层,以及激光功率和扫描间距对多道熔凝层的影响规律。结果表明,激光熔凝处理显著改善了Cr5钢支承辊的表面性能,单道熔凝层显微硬度可达800HV;多道熔凝的后道激光处理对前道熔凝层存在回火作用,但熔凝层仍具有良好的热稳定性,熔凝层平均硬度约为600~700HV,熔凝试样的磨损量比未经处理的基体减小约10倍,熔凝层耐磨性能明显提升。在本实验条件下,激光功率1.4 kW、扫描速度0.48 m/min、扫描间距2.2 mm时,可较好地兼顾生产效率及Cr5钢激光熔凝层的耐磨性能。
关键词:Cr5钢;支承辊;激光熔凝;耐磨性能
0 前言
支承辊是轧机的重要部件,用于支承轧机的工作辊或中间辊,使用过程中承受旋转弯曲应力、冲击、摩擦磨损等作用力,对其强韧性和表面耐磨性等要求严格[1-3]。长期以来,研究者们从使用材料和表面强化处理等方面着力提高支承辊的使用性能。材料方面,支承辊从Cr2 型复合铸钢支承辊,Cr3 型锻钢、铸钢支承辊,Cr4 型锻钢支承辊,发展到当前主要采用的Cr5合金钢;表面强化处理方面,采用淬火+回火的调质处理、堆焊等方式改善支承辊表面性能[4-6]。随着激光技术的发展,已采用激光淬火、激光熔凝和激光熔覆对新支承辊进行强化,以及对使用过的支承辊进行修复再制造[7-9]。本研究采用光纤激光器,以Cr5支承辊为研究对象,结合组织、硬度及磨损实验分析,研究激光工艺对Cr5支承辊表面熔凝强化的影响规律,为Cr5支承辊表面激光熔凝强化提供参考。
1 实验方法
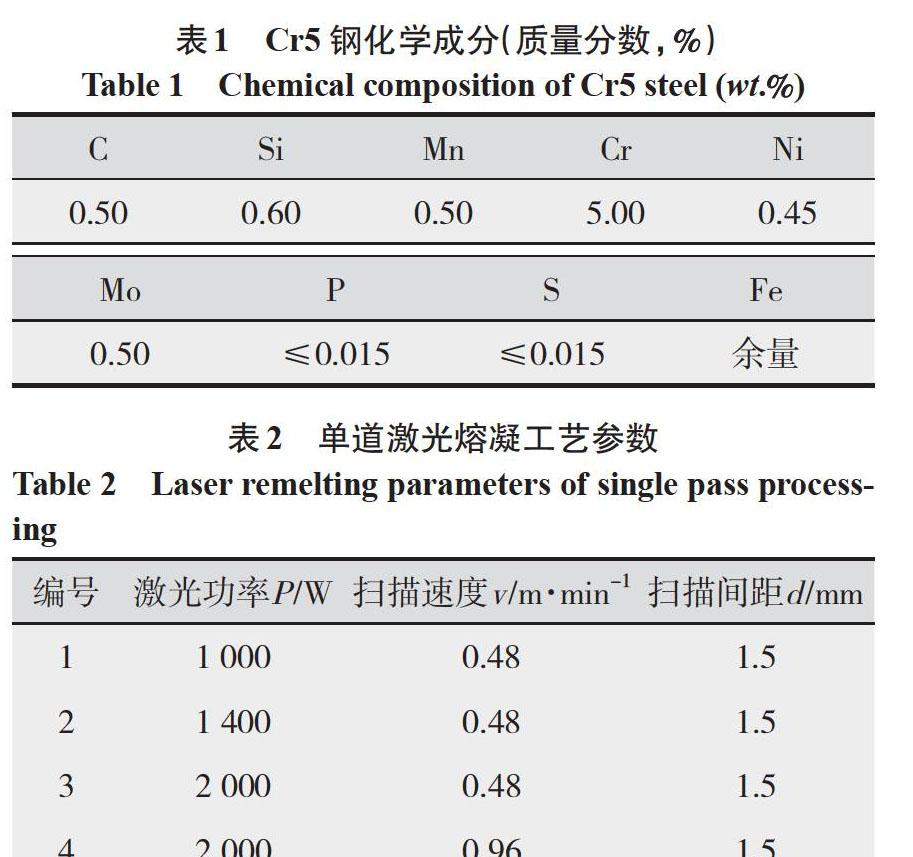
实验所用材料为Cr5支承辊钢,基体状态为退火态,基体组织为铁素体+珠光体,显微硬度约为200HV,其化学成分如表1所示。取样试块尺寸为100 mm×60 mm×20 mm,表面磨削加工。实验选用YLS-2000光纤激光器,主要参数如下:聚焦透镜焦距300 mm,光斑直径3 mm,保护气体为氩气,气流量10 L/min,45°侧向吹气。采用线切割对激光熔凝试样进行金相和磨损实验取样,采用奥林巴斯BX51光学显微镜观察金相组织,通过HVS-1000Z数显维氏硬度计进行显微硬度分析,采用SRV摩擦磨损实验机进行摩擦磨损实验,Smatouius电子天平进行磨损试样称重。
采用丙酮将Cr5钢试块表面油污清洗干净,然后进行不同激光功率、不同扫描速度的单道熔凝强化实验,工艺参数如表2所示。之后对熔凝硬化层进行金相和显微硬度分析,金相试样机械磨抛后,采用4%的硝酸酒精液进行腐蚀;显微硬度分析砝码重量为200 g,保压时间10 s。在此基础上,进行了Cr5钢多道激光熔凝强化研究,工艺参数如表3所示。并对熔凝硬化层的显微硬度、耐磨性能进行分析,磨损实验采用线接触干摩擦方式,上试样为圆柱形的GGr15标准试样,表面硬度为62.5HRC,下试样为实验试样,磨损实验参数为载荷100 N,实验频率50 Hz,冲程1 mm,时间30 min。
2 结果及讨论
2.1 单道激光熔凝组织与硬度
单道激光熔凝试样横截面如图1所示,包括熔凝区、过渡区和基体三个区域,对应区域的显微组织如图2所示。由图2a可知,基体组织为块状铁素体和珠光体;熔凝区沿着传热相反方向存在较为明显的枝晶形貌,枝晶骨架主要为Cr的碳化物,骨架之间分布着许多细小的针状马氏体,如图2c所示;从熔凝区过渡到基体,受热影响的程度逐渐减小:熔凝区边缘存在一层致密的等轴晶区,紧邻区域则为过渡区的热影响区,逐渐转变为受热影響小的基体区,如图2b所示。
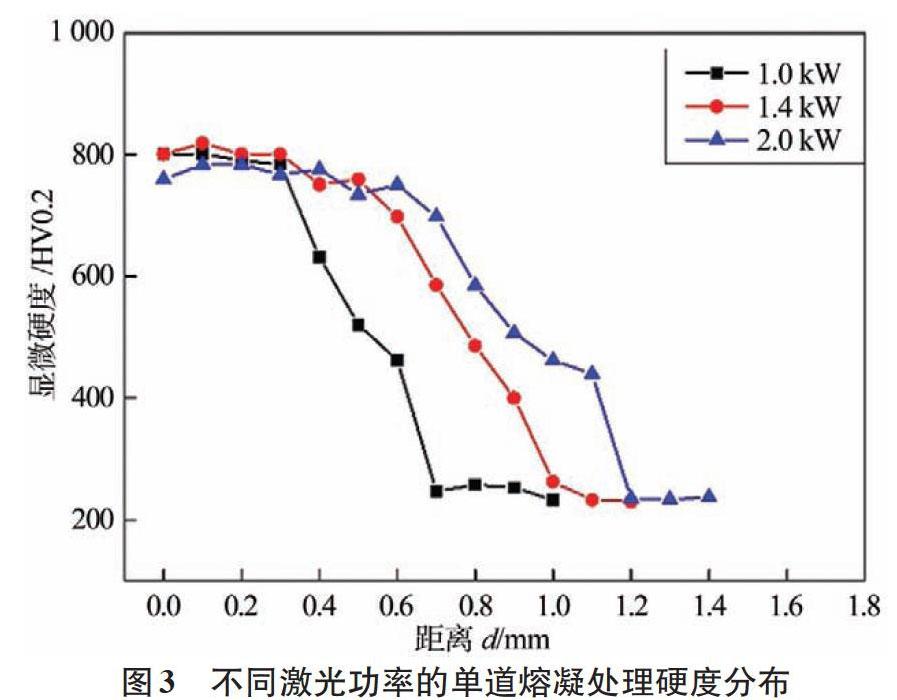
相同扫描速度、不同激光功率的单道熔凝处理试样沿深度方向的硬度分布如图3所示。由图可知,经不同激光功率熔凝处理后,熔凝硬化层的硬度均可达到800HV左右,相比基体硬度提高了近4倍。此外,熔凝硬化层的深度随激光功率的增加而增加。相同激光功率、不同扫描速度的单道熔凝处理试样沿深度方向上的硬度分布如图4所示,随着扫描速度的增加,激光熔凝硬化层的深度减小,但熔凝层的显微硬度仍可达到800HV左右。由此可见,激光熔凝处理能够显著提高Cr5支承辊钢的表面硬度;激光工艺参数在一定范围内变化时,都能获得硬度较高的熔凝硬化层,表明光纤激光对Cr5钢的熔凝处理具有较宽的工艺窗口。
2.2 多道激光熔凝组织与硬度
由单道激光熔凝实验结果可知,激光熔凝具有良好的表面强化作用,但由于单道激光处理的扫描宽度有限,实际应用中需要对整个试样表面进行强化处理,因此在单道熔凝强化处理的基础上,进行多道熔凝激光表面强化处理实验。由于扫描间距(搭接量)是与生产效率密切相关的参量,故进行了扫描间距参数优化对比实验。
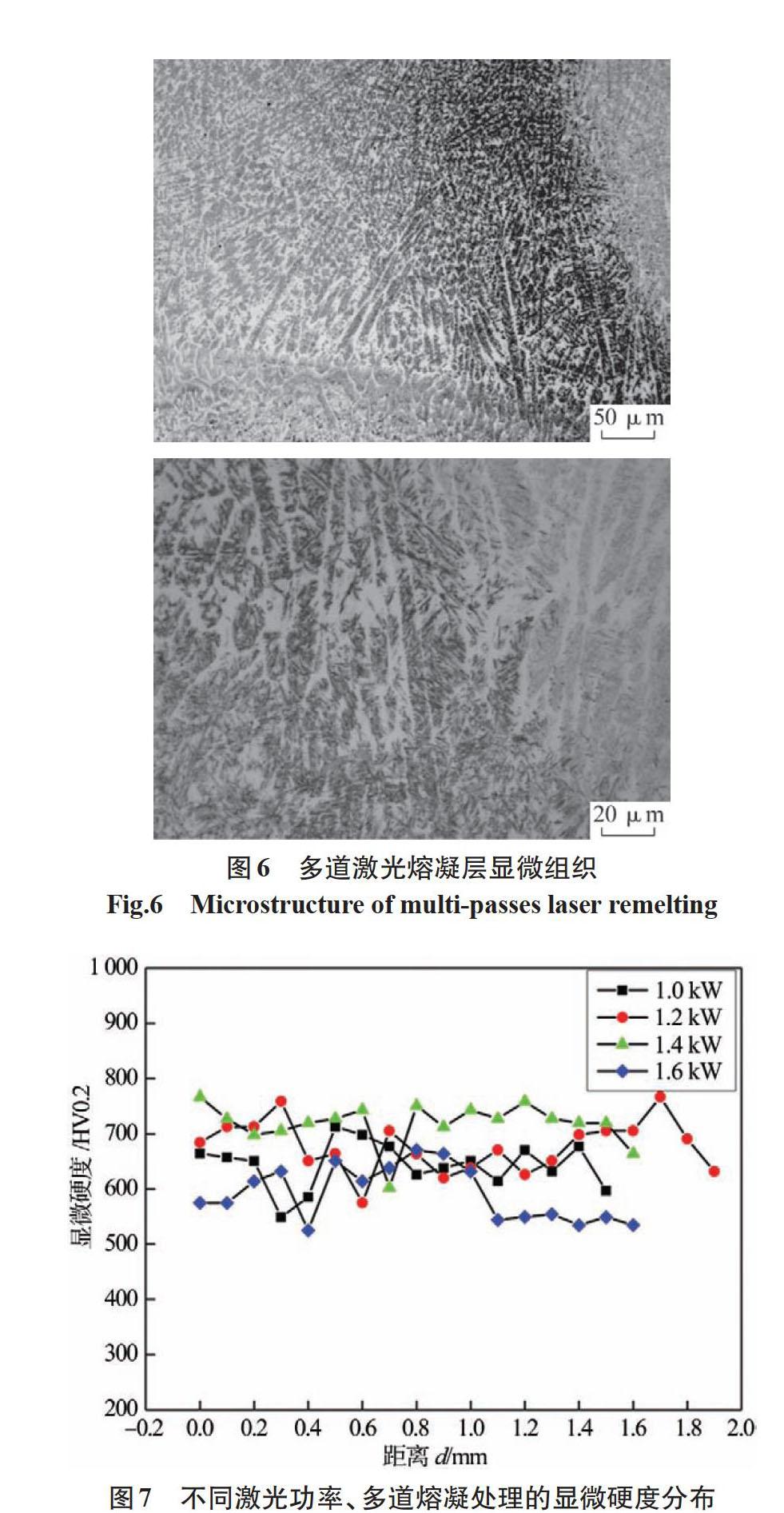
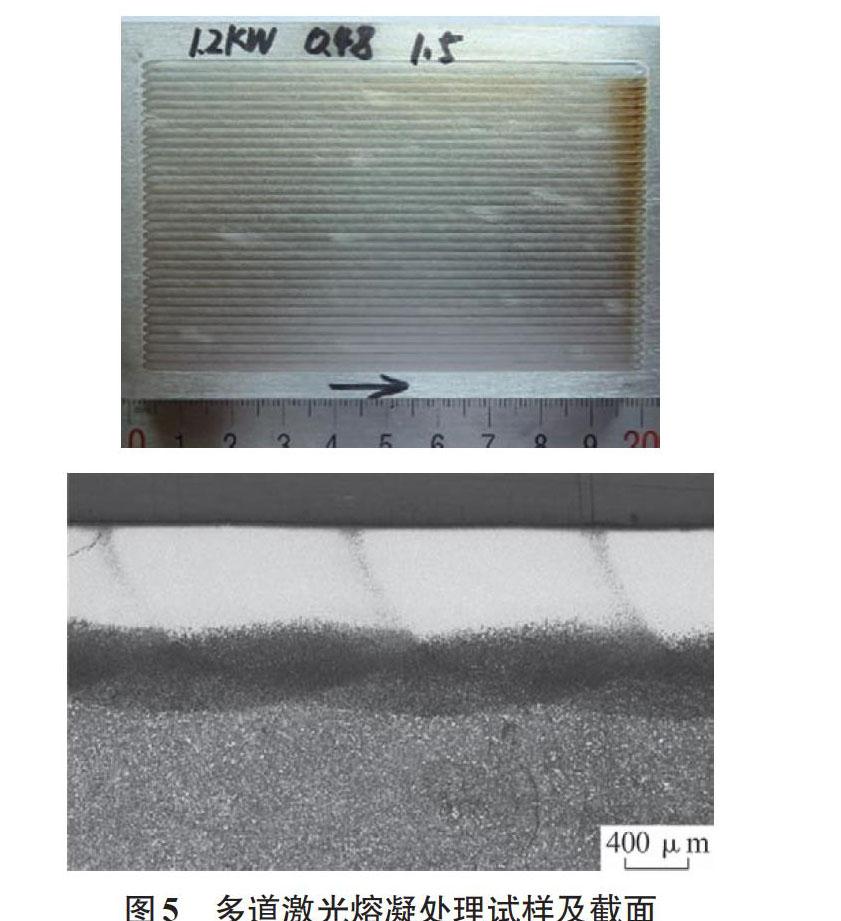
激光功率1.2 kW,扫描速度0.48 m/min,扫描间距1.5 mm的多道激光熔凝及取样横截面如图5所示,可以看出多道激光熔凝处理过程中,后道熔凝处理对前道的熔凝层及过渡区有较为明显的热影响。多道激光熔凝层显微组织如图6所示,由图可知,后道激光熔凝处理一定程度地改变了前道熔凝层的枝晶形貌和方向,但冷却凝固后仍形成比较明显的枝晶,并且枝晶骨架之间形成了大量细小的针状铁素体组织,表明在剧烈的热循环作用下,Cr5钢具有较好的热稳定性。
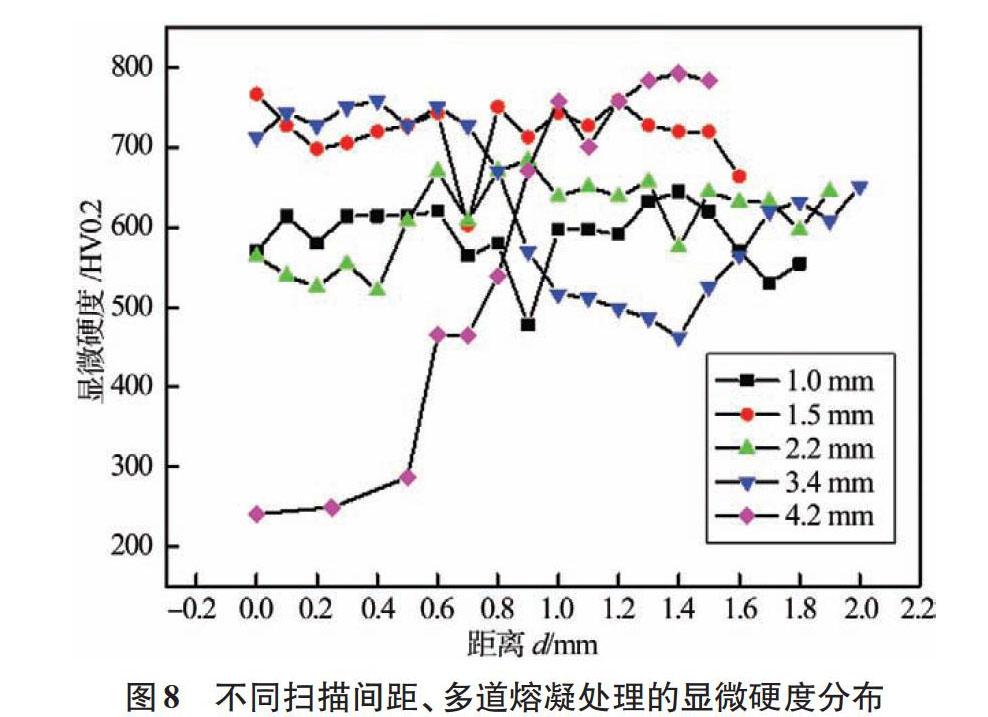
扫描间距1.5 mm时,激光功率分别为1.0 kW、 1.2 kW、1.4 kW、1.6 kW时多道熔凝层表层以下0.2 mm的显微硬度分布如图7所示。由图可知,在后道激光熔凝热影响下,熔凝层显微硬度分布呈周期性变化,熔凝层的显微硬度约为600~700HV,相比单道熔凝层的显微硬度有所下降,但整体硬度仍处于较高水平,这与Cr5钢激光熔凝层组织具有较好的热稳定性相关(见图6)。激光功率1.4 kW,扫描速度0.48 m/min,扫描间距分别为1.0 mm、1.5 mm、2.2 mm、3.4 mm、4.2 mm时多道熔凝处理的显微硬度分布如图8所示,随着扫描间距的增大,熔凝层显微硬度的周期性起伏增大;当扫描间距为3.4 mm时,硬度为前后两道激光熔凝处理热影响区相接的临界值,扫描间距为4.2 mm时,后道熔凝层对前道几乎没有热影响作用,相邻两道激光熔凝处理之间存在未经处理的基体,熔凝层的显微硬度在基体和单道熔凝层硬度之间变化。
2.3 耐磨性能实验
为了进一步研究激光熔凝处理对Cr5钢表面性能的改善效果,对多道激光熔凝试样进行了摩擦磨损实验。激光扫描速度为0.48 m/min、扫描间距为1.5 mm,激光功率分别1.0 kW、1.2 kW、1.4 kW、1.6 kW时与基体的摩擦磨损结果对比如图9所示,经过激光强化处理后,试样的磨损量比未经处理的基体减小约10倍,磨损性能均得到了大幅提高。
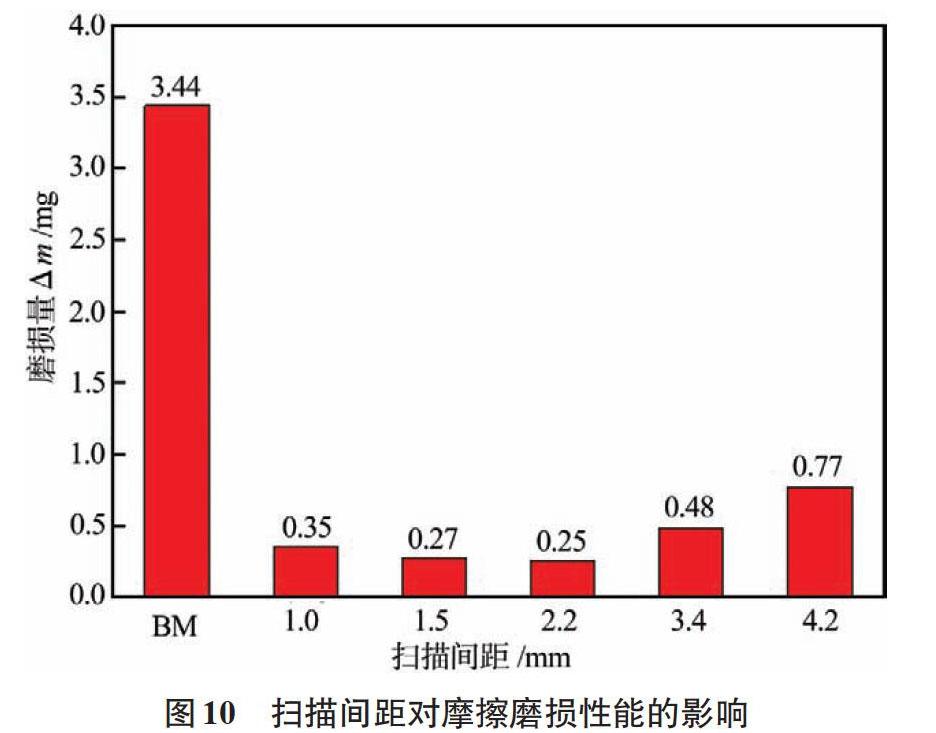
激光功率1.4 kW、扫描速度0.48 m/min时,扫描间距为1.0 mm、1.5 mm、2.2 mm、3.4 mm、4.2 mm时与基体的摩擦磨损结果对比如图10所示。当扫描间距较小时,试样均具有较好的抗磨损性能;而随着扫描间距的增大,试样表面熔凝处理存在不均匀,以及当扫描间距增加、试样表面存在未经处理的基体时,试样表层的组织不一致性增加,耐磨性也相对变差。
综上可知,当扫描间距合适时,整个试样表层均进行了激光熔凝处理,后道熔凝对前道存在一定的回火作用,多道熔凝相比单道熔凝硬度有所下降;但熔凝重叠区的组织形貌仍以枝晶为主,并且枝晶骨架之间形成了大量细小的针状铁素体组织,相比于未经处理的基体材料,熔凝层硬度和性能具有明显提升(由图6、图7、图8的硬度分析可知),Cr5钢呈现出良好的热稳定性,熔凝层具有较好的耐磨性能。随着扫描间距的增大,当表面存在未经处理的基体时,激光熔凝试样组织、性能出现不均匀,进而导致耐磨性能相对变差。本实验条件中,激光功率1.4 kW、扫描速度0.48 m/min、扫描间距2.2 mm时,可较好地兼顾生产效率及Cr5钢激光熔凝层的耐磨性能。
3 结论
(1)Cr5钢单道激光强化表面硬度可达到800HV左右,并且激光熔凝处理具有较宽的工艺窗口。
(2)Cr5钢多道激光熔凝强化处理中,后道激光熔凝处理对前道激光熔凝处理具有一定的回火作用,但激光熔凝层具有较好的热稳定性,Cr5钢激光熔凝层整体硬度可达到600~700HV,试样的磨损量比未经处理的基体减小约10倍。激光熔凝处理后,Cr5钢的磨损性能明显提升。
(3)在光纤激光光斑直径3 mm的实验条件下,激光功率1.4 kW、扫描速度0.48 m/min、扫描间距为2.2 mm时,可较好地兼顾生产效率及Cr5钢激光熔凝层的耐磨性能,为轧辊表面激光熔凝强化处理提供参考。
参考文献:
贾蓉,李旭东,李俊琛,等. 我国Cr5 系钢支承辊工艺研究进展[J]. 热加工工艺,2013,42(9):63-65.
N Yasavola,A Abdollah-zadeh,M Ganjali,et al. Micros-tructure and Mechanical Behavior of Pulsed Laser Surface Melted AISI D2 Cold Work Tool Steel[J]. Applied Surface Science,2013(265):653-662.
刘涛,赵明星,李健通.基于轧制过程数据的轧机刚度动态模型[J]. 钢铁研究学报,2020,32(1):27-32.
孙有政,刘帅,李进宝,等.铁含量对激光熔覆层微结构及性能的影响[J].材料导报B(研究篇),2017,31(2):75-78.
姚双吉,白晟溥,马叔军,等.大型支撑辊的堆焊修复工艺及应用[J].轧钢,2020,37(6):81-85.
李彦龙,吴琼,秦晓峰,等.Cr5支承辊接触疲劳损伤及其次表层组织变化[J]. 东北大学学报(自然科学版),2020,41(6):818-823.
李美艳,王勇,韩彬,等. 高铬钢轧辊激光熔凝层组织及性能[J]. 中国激光,2009,36(2):498-502.
Zhihui Zhang,Pengyu Lin,Dalong Cong,et al. The characte-ristics of treated zone processed by pulsed Nd-YAG laser surface remelting on hot work steel[J]. Optics &Laser Techn-ology,2014(64):227-234.
黎超文,王勇,韩涛,等. 轧辊搭接激光表面熔凝数值分析[J]. 中国激光,2010,37(7):1861-1867.
H C Li,Z Y,Jiang,A K Tieu,et al. Experimental study on wear and friction of work roll material with 4% Cr andadded Ti in cold rolling[J]. Wear,2011(271):2500-2511.
白新波.寶钢连退支撑辊辊颈激光熔覆修复工艺研究[J].热加工工艺,2020,49(10):81-83.