
关于提高板材数控火焰切割质量的探讨
2021-09-08 07:28李琼英
机械管理开发 2021年7期
李琼英
(西山煤电集团有限责任公司机电厂,山西 太原 030053)
引言
数控火焰切割机作为机械行业一种钢板切割加工的机械设备,其工作原理是:利用铁在氧中的燃烧反应及反应热进行切割的方法。可燃气体与氧气混合燃烧所放出的热量将钢板被切割处预热到燃烧温度后,喷出高速氧流,使切口处金属剧烈燃烧,并将燃烧后的氧化物吹除,实现工件分离的方法,割炬按照设定的程序路线匀速运行,切割出形状各异的工件。这里需要强调的是金属的气割过程实质是铁在纯氧中的燃烧过程,而不是熔化过程。由于其具有切割范围广、投入成本低、自动化程度高、生产效率高等优点,成为各种钢板切割加工的首选设备。但是,我们在实际操作数控火焰切割机进行切割加工时,经常会出现钢板零件的切割面质量缺陷、扭曲与弯曲严重、长度尺寸超差等质量问题,从而直接影响到后续的打磨、点装、焊接等一系列工序,甚至产品的整机质量都很难保证。因此,应结合实际切割加工中遇到的问题,找到提高钢板切割质量的方法。
1 数控火焰切割在加工过程出现的质量问题及原因分析
1.1 切割面缺陷及原因分析
煤矿液压支架是西山煤电集团机电厂支架制造车间生产的大型制造类产品。在煤矿液压支护产品制造过程中,箱型结构件是车间的生产重点,其主要是由板材、型材拼接而成,且板材使用量达80%以上。数控切割下料作为头道工序,是所有结构件加工的基础,是机加、点装、焊接、组装等后续工序的关键之处,板材零件质量的好坏起到至关重要的作用。
1.1.1 切割面边缘水滴状豆串
缺陷出现的原因是切割过程割嘴与钢板高度过高;割嘴轻微堵塞;钢板表面有锈蚀或杂物。
1.1.2 零件边缘烧塌
缺陷出现的原因是割嘴与钢板高度过低;火焰预热能率调节过大;切割速度过慢。
1.1.3 切割面凹心
缺陷出现的原因是选用割嘴型号大;割嘴堵塞;切割速度过快;切割氧压力过大。
2018年5月,公司拟通过自有资金认购嗨皮网络非公开发行的536.82万股普通股票,认购金额为人民币7800万元,认购完成后嗨皮网络的注册资本从人民币3440万元增至3823.29万元,上市公司将拥有嗨皮网络10.02519%的股权。嗨皮网络是业内领先的移动互联网内容策划、制作、传播与精准营销的大数据技术和运营公司,同时,旗下运营着国内最大的独立娱乐新闻网站—花边娱乐,向广大中文互联网用户提供喜闻乐见的娱乐新闻。
1.1.4 切割面锯齿
缺陷出现的原因是设备故障抖动;切割速度过快;切割氧压力调节过大;割嘴轻微堵塞;氧气纯度不足。
1.1.5 垂直度超差
缺陷出现的原因是料架不平整;割炬与钢板不垂直;切割速度过快;割嘴风线不正或堵塞。
1.1.6 穿孔点处局部凹坑缺肉
缺陷出现的原因是引入引出线设置位置不合理;引入引出方式不合理;收尾氧化渣未清理未减速。
1.1.7 穿孔点处局部凸台
缺陷出现的原因是引入引出线设置位置不合理;引入引出方式不合理;零件切割热变形。
1.1.8 零件背面沾有大量的氧化渣
缺陷出现的原因是切割速度快;使用割嘴型号与钢板厚度不匹配;切割氧压力调节过大。
1.2 零件的形状扭曲与弯曲的质量问题的原因分析
造成切割后的钢板零件扭曲与弯曲原因是切割的热变形;钢板本身的变形;编程程序的不合理。
1.3 长度尺寸超差的原因分析
切割后的钢板零件长度尺寸经常会遇到达不到图纸尺寸或者工艺尺寸的要求,其造成的原因主要是切割的热变形;编程程序的不合理;缺少切割工艺。
2 钢板零件切割面质量的控制方法
由上述原因不难看出,钢板零件的切割缺陷主要受制于割嘴、切割编程的程序、切割工艺,而人员与操作是可控的。造成后两个钢板零件发生变形与长度尺寸超差的质量问题的原因主要是切割的热变形、钢板本身的变形、切割编程的程序和切割工艺这四个因素,而切割的热变形是可以通过合理的编程程序来进行控制的。如果氧气纯度保持正常,设备运行正常,最终影响钢板零件质量的因素主要表现在四方面:割嘴、切割编程的程序、切割工艺、钢板本身质量[1]。
2.1 针对板材厚度不同增加相应割嘴配备
按照板材型号选择割嘴,可以加强数割切割精度,有效地控制切割钢板的质量缺陷,尺寸保证在板材工艺尺寸公差范围内,符合图纸、工艺、下道工序使用要求,如表1 所示。
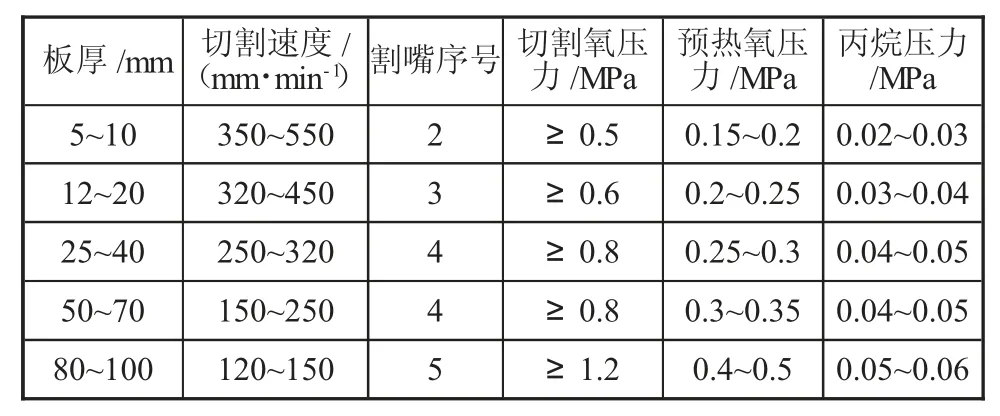
表1 数控火焰割嘴选用规范及切割工艺参数
2.2 规范切割编程的程序
重新编制数控切割编程明细表,按照每件工序的使用方法确定合适的起枪位置,并调整机床、板料下料补偿量,将下料尺寸控制在±1 mm 以内;编制数控切割流程,切割前对原材料板材进行校准,找准0 点,定位、试运行合适后,才能进行切割。
2.2.1 板材间距、切割速度(如表2 所示)
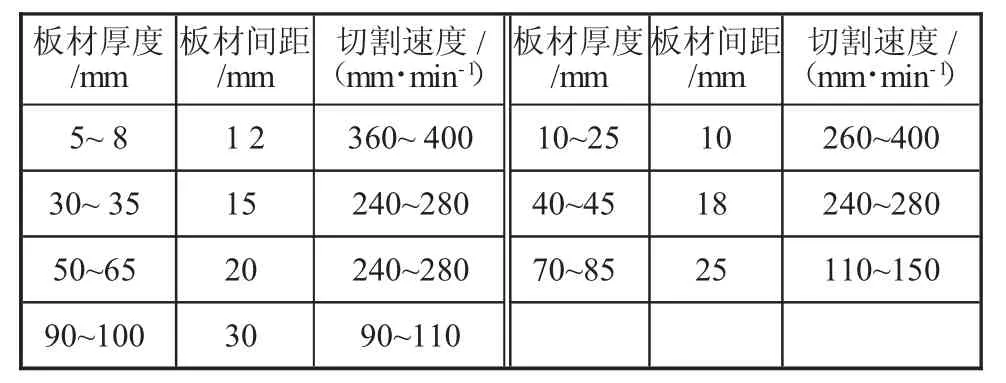
表2 数控切割加工编程参数规范明细表
2.2.2 板材补偿
长度1.4 m 以上,长宽比1∶6 以上,编程过程中需填加断点,并对板材进行单件补偿。如表3 所示。
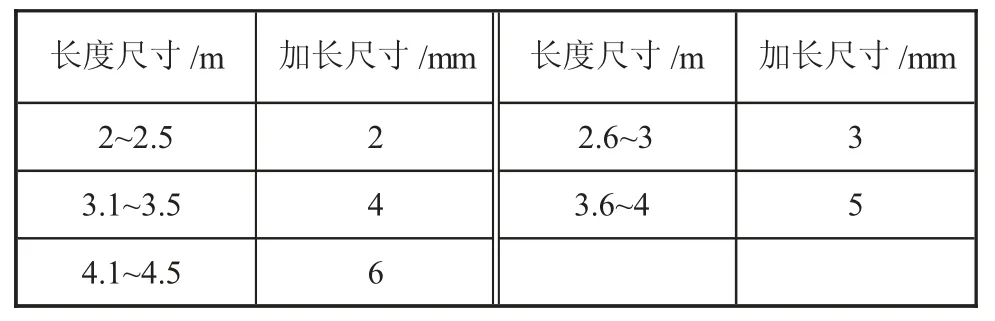
表3 方形板材补偿明细表
2.3 编制适合于现场的钢板零件切割加工工艺
我们根据在实际生产当中,通过上万次的切割加工得出的数据,从而编制出适合于现场的钢板零件切割加工工艺,有效地解决了因切割工艺的不合理而造成的质量问题。切割表面偏斜度如表4 所示。
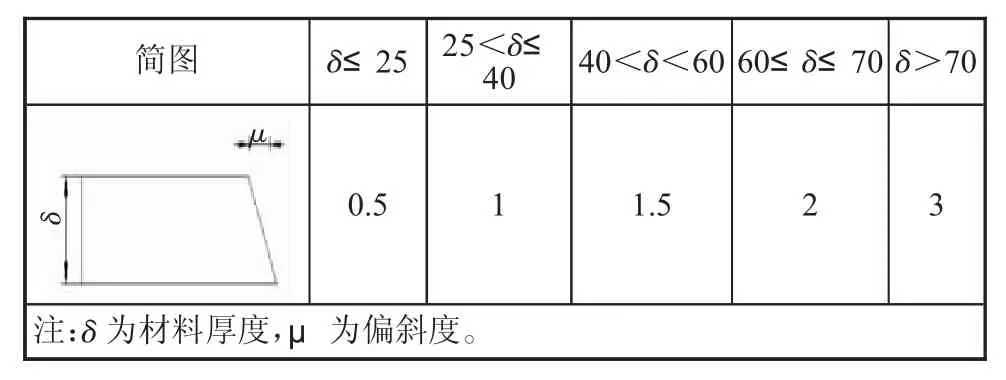
表4 不同材料厚度下切割表面偏斜度μ mm
非加工切割表面粗糙度Ra的上限值为50μm。切割面长度偏差如下页表5 所示。

表5 切割面长度偏差(±) mm
2.4 钢板本身质量
切割前对钢板必须清除表面污物、氧化皮、锈迹、水渍,对钢板表面进行抛丸除绣;钢板在下料前应检查确认钢板的牌号、厚度;最重要的是保证钢板的表面平直度。通过保证钢板的本身质量,有效地控制了切割零件的质量问题。
针对板材变形程度不同,分别制定解决方法:对于存在弯度15°以下的板料,使用500 t 压力机进行校平,平面度达到使用要求后再编程切割。对于存在弯度15°以上的板料,使用数控切割机将弯曲部分周边加长100 mm 切开后,使用校平机单独对弯曲部分进行校平,平面度达到使用要求后再编程切割。钢板的不平度如图2、图3 所示。
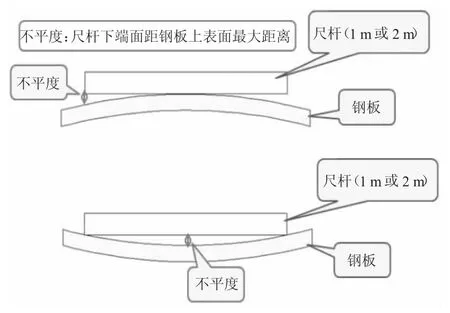
图2 钢板的不平度

图3 钢板的不平度
4 结语
提高数控火焰切割钢板的质量,必须从选用合适型号的割嘴;编制合理预防热变形的切割程序;切割过程中执行切割工艺参数;切割前对钢板进行喷砂除锈、矫平等,保证钢板本身质量;从这四方面抓起,才能全方位控制切割钢板零件的质量,保证整机的制造精度。
猜你喜欢
昆明医科大学学报(2022年2期)2022-03-29
少先队活动(2021年2期)2021-03-29
汽车维修与保养(2021年8期)2021-02-16
学生天地(2020年17期)2020-08-25
数学大王·低年级(2020年3期)2020-03-12
国际木业(2016年4期)2017-01-15
现代冶金(2016年6期)2016-02-28
国际木业(2016年6期)2016-02-28
大型铸锻件(2015年4期)2016-01-12
印制电路信息(2015年6期)2015-12-30
