
国内首例保留原磁轭直支臂更换为斜支臂转子支架改造
2021-09-02 10:24秦亚军徐兴友唐卫东
水电与新能源 2021年8期
王 维,秦亚军,徐兴友,唐卫东,曹 凯,朱 赛
(湖北清江水电开发有限责任公司,湖北 宜昌 443000)
本文针对湖北清江水布垭电厂3号机组水轮发电机转子支架存在的强度偏弱、长期运行可能存在风险的问题,以保留原磁轭,更换转子支架,将原转子支架直支臂改造为斜支臂的方式对转子进行改造,以确保转子支架强度水平满足机组的长期安全稳定运行需要,该项改造方式属国内首次采用。
1 设备情况
1.1 设备基本情况
水布垭水电厂安装有4台单机容量460 MW立轴半伞式结构水轮发电机组,发电机转子外径为10 959 mm,高度为3 120 mm,重量为870 t。
原转子支架为直支臂结构,包括中心体和外环组件,转子支架和磁轭之间采用径、切向键分开的结构。其中径向键为弹性键,与转子支臂配合;传递扭矩的切向主键与上下环板配合。磁轭采用两段结构,在安装时热套在转子支架上,以满足1.15倍额定转速的分离转速下不分离[1-3]。
1.2 存在隐患
3号机组于2008年投入运行,每年两次对转子变形情况进行了测量,在机组投入运行的前三年,先后发现10个转子支臂发生垂直度最小为0.5 mm,最大1.64 mm的不等量塑性变形;转子支架上圆盘波浪变形最大达到60 mm;切向主键与磁轭径向间隙平均值从初始值6 mm增加到10 mm,说明一对切向主键的配合面各变小,传递扭矩能力变弱,磁轭在运行时浮动后并未完全恢复到原始状态。
2010年上半年起,测量发现以上数据逐步稳定,分析为近几年在转子自身约束下,没有出现恶化情况。
2012年4月,发现与10个弹性键相配合的垫板中有6个从转子上平面上窜,高度最高至8 mm。
以上现象说明转子存在强度偏弱的可能性,机组长期运行存在一定的风险。
1.3 改造分析
1.3.1 对转子支架强度的分析
对通过对原转子直支臂结构分离转速按1.15倍额定转速计算并进行有限元分析计算,结果如下:
1)静止工况(过速前)
2)静止工况(过速后)
3)额定工况
4)飞逸工况
σv,max=252.21 MPa<[σ]=σs1=325 MPa
通过对原转子直支臂结构分离转速按1.4倍额定转速计算并进行有限元分析计算,结果如下:
1)静止工况(过速前)
2)额定工况
3)飞逸工况
σv,max=239.84 MPa<[σ]=σs=216.67 MPa
应力最大值:434.25 MPa,位于立筋与打键交接处。
通过对拟用斜支臂结构分离转速按1.4倍额定转速计算并进行有限元分析计算,结果如下:
1)静止工况(过速前/打键工况/过速后)
2)额定工况
3)飞逸工况
σv,max=305.94 MPa<[σ]=σs1=325 MPa
4)甩负荷工况
σv,max=185.35 MPa<[σ]=σs1=325 MPa
正常运行工况的最大综合应力不应大于屈服极限的2/3,故障工况的最大综合应力不应大于屈服极限。
1.3.2 失稳分析
机组运行10年来上圆盘已有明显变形,对失稳进行计算可以看出原结构转子支架上圆盘翘曲安全系数为2.56。该系数较低,会引起上圆盘失稳变形,见图1。

图1 原结构翘曲示意图
为解决上圆盘翘曲变形问题,提高转子支架刚强度和翘曲安全系数,将支架外环组件直支臂改为斜支臂进行了计算,新结构翘曲图见图2和图3。

图2 第一阶翘曲形式-上圆盘翘曲
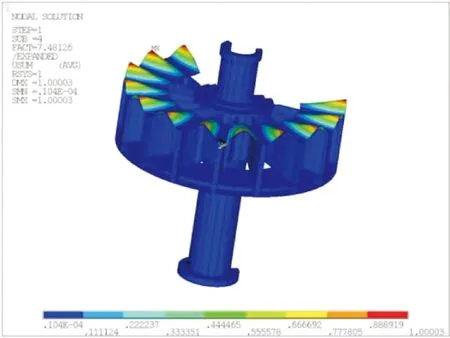
图3 第二阶翘曲形式-上圆盘翘曲
斜支臂方案第一阶翘曲形式位于主立筋,翘曲系数为6.8>5.0, 满足翘曲稳定性要求。第二阶翘曲形式位于上圆盘,翘曲系数为7.5>5.0,计算表明,如将直支臂改为斜支臂,可满足翘曲稳定性要求。
1.3.3 分析结论
随着机组运行之初圆盘内应力逐渐释放,上圆盘出现局部波浪变形,经过一段时间已趋于稳定,暂时不会影响运行。但仍有以下问题:
1)原直支臂结构分离转速按1.15倍和1.4倍额定转速计算,静止工况、额定工况下原直支臂结构最大应力均超材料许用应力(Q345B),导致上下环板在这两种常用工况下,局部受磁轭热套力和切向力偏大,转子支架发生变形、弹性键受力减小,转子产生不可控的塑性变形。
2)水布垭电厂系华中电网骨干调峰电厂,机组启停频繁,在此过程中加剧了疲劳破坏。
3)原转子支架立筋数量为10个,使圆盘支架两腹板之间的跨度略大,容易出现梅花瓣变形,对机组的低频振动带来不利影响。
4)原立筋在厂内加工,转子支架工地组焊好后靠多对调节键调整大立筋与磁轭键的接触面,该结构为三峡引进的调节键加弹性键的磁轭主键结构,虽然安装简洁方便,但是立筋与主键无法充分接触,使局部区域的紧量达不到设计要求。
5)根据同类机组的实际运用情况,原转子支架中心体圆筒壁较薄、上环板和支臂较薄、刚度较弱。
以上因素可能导致机组在长期运行或多次出现甩负荷等工况之后,转子产生严重缺陷,导致发电机转子波浪度超标、定转子空气间隙变小、导轴承摆度增大等问题,因而对转子进行改造。
2 改造情况介绍
2.1 改造简介
水布垭电厂于2019年9月开始对3号机转子改造,此次改造采用将原磁轭整体加热脱出,更换转子中心体,将10个直支臂的外环组件更换为20个斜支臂的外环组件,再将原磁轭整体与转子支架热套装回的方案,转子外环组件共分4瓣,每瓣由上圆盘、下圆盘、制动环和5个斜支臂组成,其中上、下圆盘和支臂厚50 mm,制动环厚70 mm,外环组件与转子支架中心体圆筒在工地焊接成整体,焊接后,根据实测尺寸通过配刨副立筋的方式保证键槽的径向、弦距尺寸以满足后续安装要求。磁轭热套前焊接副立筋。原转子结构和优化后的转子结构如图4、图5所示。

图4 原转子支架图
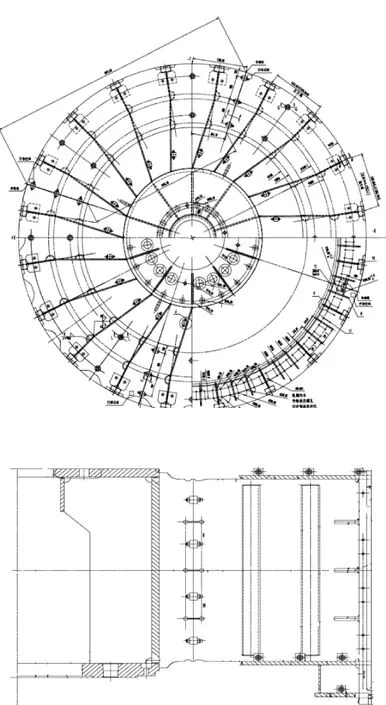
图5 优化后转子支架图
详细内容如下:
1)立筋数由原有的10根增加至20根,磁轭主键数目也相应增加至20根,切向主键由20处减少为10处,加强键不变;
2)扇形支臂增加中间环板;
3)立筋调圆由原有的调节键方式更改为现场加工,主键形式为弹性键加一对硬键的组合方式;
4)转子解体方式:不拆磁轭,而是在拔键后将扇形支臂吊出磁轭圈。
改造后的转子支架刚强度进一步提高,立筋采用工地加工工艺,有助于提高磁轭键与立筋的接触面,改善转子支架与磁轭键之间配合,使径向受力更好,从而使机组稳定性更高。
2.2 转子改造主要工艺流程
传统的发电机组对转子支架改造,必须要经过以下几个主要工艺步骤:拆除磁极→整体吊出磁轭→工地组焊转子支架→重新叠装磁轭→挂装磁极。
水布垭电厂3号机组转子支架改造主要工艺步骤为:拆除磁极→热拔转子支架与磁轭弹性键→保留整体磁轭,转子支架整体吊出→工地组焊转子支架→转子支架吊装热套整体磁轭内→挂装磁极。其中,新的转子支架改造工艺采用新转子与旧磁轭整体热套避免了拆除和重叠旧磁轭,见图6,节省了将近3个月的工期以及大量人力成本,这种工艺在国内属首次[4]。
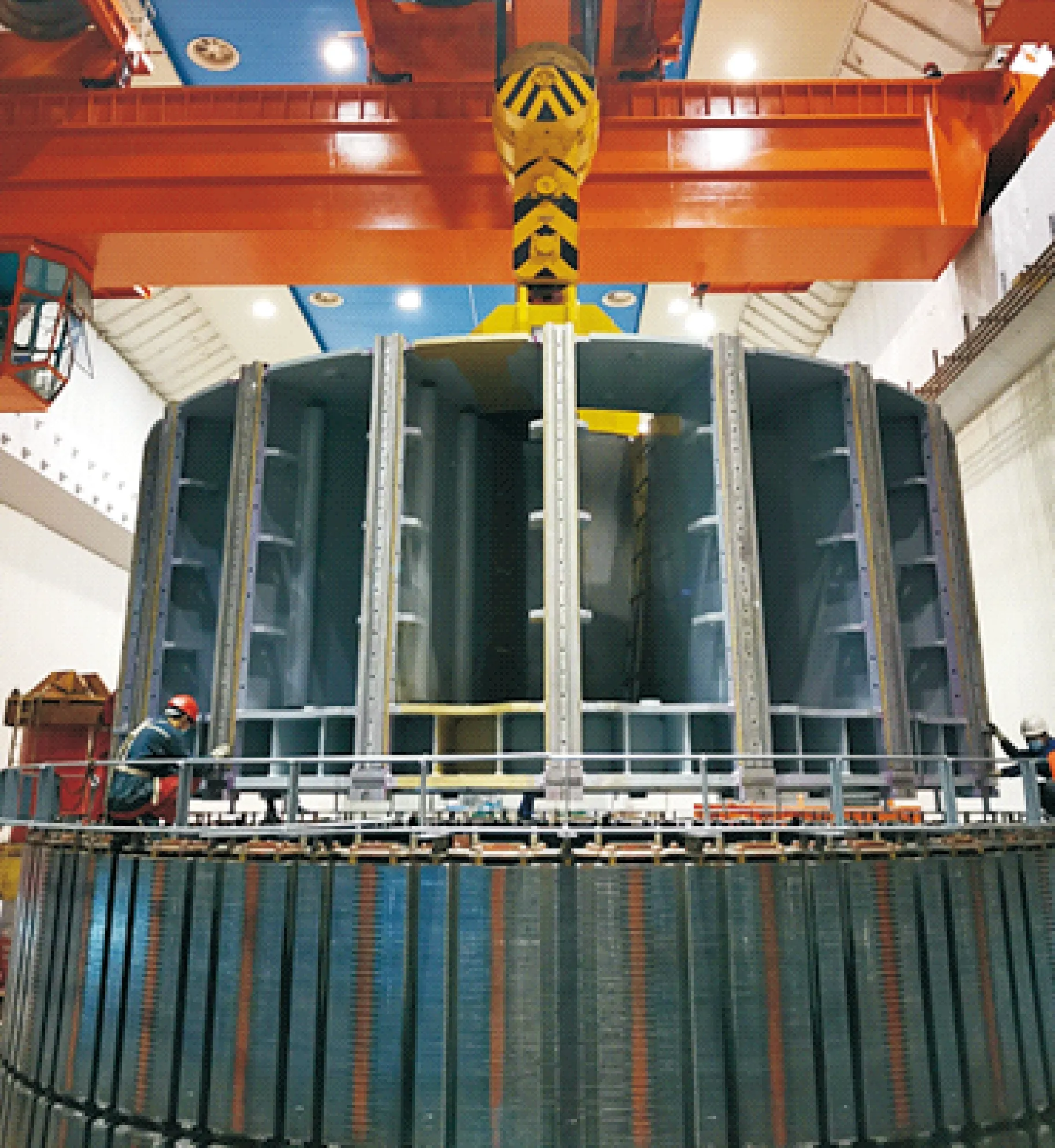
图6 新转子与旧整体磁轭套装
2.3 转子支架与磁轭组装中心定位方式
传统转子安装是先在工地焊接转子支架,通过转子支架主立筋定位磁轭,使转子支架与磁轭中心满足设计要求。
本次改造保持整体磁轭不动,通过磁轭反向定位新转子支架中心,为避免磁轭变形,现场无法采用将转子支架套入磁轭后再利用磁轭作为支点调整中心的工艺。所以需在套装的同时完成同心度调整定位,这种转子支架与磁轭中心调整工艺在国内也是首次。
为保证同心度,此次改造专门制作了4套高精度对楔结构的复位工具,在套装前先根据磁轭内键槽至中心的测量尺寸和转子支架副立筋键槽至中心的测量尺寸计算出磁轭内键槽与转子支架副立筋键槽的径向实际尺寸[4],根据计算值分别调整4套复位工具的厚度,并在试吊转子支架上做好对应标记。在转子支架将要落入磁轭中时,每隔一个副立筋使用木方进行引导,使转子支架落入磁轭中并缓慢下降。待转子支架下圆盘距中心体支墩上平面5~10 mm时停止下落,将转子支架复位工具按做好的标记插入对应的磁轭凸键键槽中,同时调整副立筋键槽与磁轭键槽切向对称性,调整合格后继续下落转子支架,直至转子支架完全落在中心体支墩上。
2.4 磁轭与转子支架连接方式
原磁轭直接落在转子支架下环板上,再通过10根弹性键以热打键方式与转子支架连接。
此次3号发电机转子改造将转子支架套入磁轭后,在主力筋挂钩处塞入卡键、护板和卡板,如图7所示。

图7 新转子与磁轭固定件结构
再在转子支架副立筋和磁轭键槽内用20根凸键热加垫连接。这种磁轭与转子支架连接方式,使转子支架能够承受较大在径向紧量,保证机组在1.4倍额定转速下运行时,磁轭与转子支架之间不发生分离,从根本上解决了弹性键上窜的问题。
3 结 语
此次水布垭电厂3号机组改造将水轮发电机转子支架直支臂结构改造为斜支臂结构,经计算,与旧转子相比,新转子整体和局部强度应力计算值均在允许范围内,新结构的20个斜支臂与中心体焊接成整体,磁轭在热膨胀、离心力下斜支臂有良好的回弹性,可以维持定子与转子的同心度。相比较于原结构的直支臂,斜支臂方案的翘曲系数更大,满足翘曲稳定性要求,能够有效保证机组长时间的安全稳定运行。
机组通过各工况的稳定性试验、过速试验、甩负荷试验及72 h试运行,各项参数指标在标准范围内,可以长期稳定运行。
猜你喜欢
机械管理开发(2022年2期)2022-05-12
水利科学与寒区工程(2022年3期)2022-04-12
水力发电(2020年9期)2020-12-21
石材(2020年7期)2020-08-24
石材(2020年6期)2020-08-24
大众汽车(2019年1期)2019-11-28
商品与质量(2018年34期)2018-12-06
科技与创新(2017年23期)2017-11-30
红蜻蜓·低年级(2017年3期)2017-03-30
表面工程与再制造(2016年5期)2016-12-15
