
国产超级奥氏体不锈钢SB-690 N08367换热管与管板的焊接研究
2021-08-30 06:23:08张凯翔张建晓尤秀美陶彦文王丛元
压力容器 2021年7期
张凯翔,张建晓,尤秀美,陶彦文,王丛元
(1.兰州兰石重型装备股份有限公司,兰州 730314;2.甘肃省压力容器特种材料焊接重点实验室,兰州 730314)
0 引言
随着我国能源市场需求量的激增,石油化工、电厂电站等行业的发展十分迅猛,石油化工中的油罐和管道、电厂电站中的烟气脱硫等腐蚀环境均需要大量耐腐蚀金属材料;同时由于装置的大型化,对设备的耐腐蚀要求和使用寿命都提出了更高的要求,普通的奥氏体不锈钢已无法满足工况的要求,因此采用Cr,Ni,Mo等合金含量更高的超级奥氏体不锈钢以适应各种酸性、碱性及其他苛刻环境显得尤为必要。
SB-690 N08367是低碳高纯氮超级奥氏体不锈钢,Cr,Ni,Mo含量较高,其中Mo含量达到6%~7%,使其具有优异的耐氯离子点蚀、缝隙腐蚀和应力腐蚀性能,它的属性使其在酸或碱性环境下都表现出良好的性能[1-5]。
国产及进口SB-690 N08367换热管的化学成分、力学性能、晶粒度、腐蚀试验等对比分别如表1,2所示。从表1可以看出,SB-690 N08367钢中Cr,Ni,Mo含量明显高于GB/T 24511—2017《承压设备用不锈钢和耐热钢钢板和钢带》中的304L,316L和317L不锈钢[6]。与普通的18Cr-8Ni奥氏体不锈钢相比,SB-690 N08367增加了抗腐蚀元素的含量。从表2中可以看出,国产及进口SB-690 N08367换热管各方面性能基本相当。
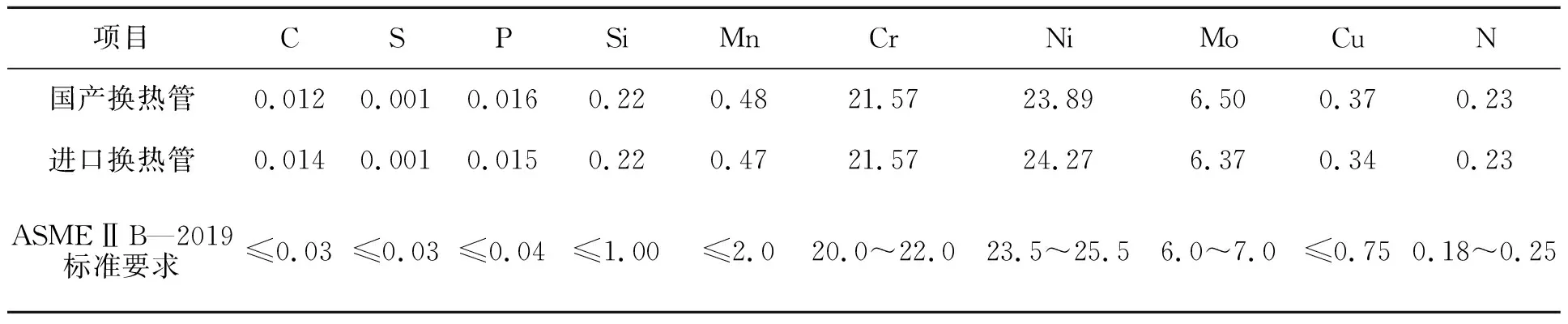
表1 超级奥氏体不锈钢换热管SB-690 N08367的化学成分
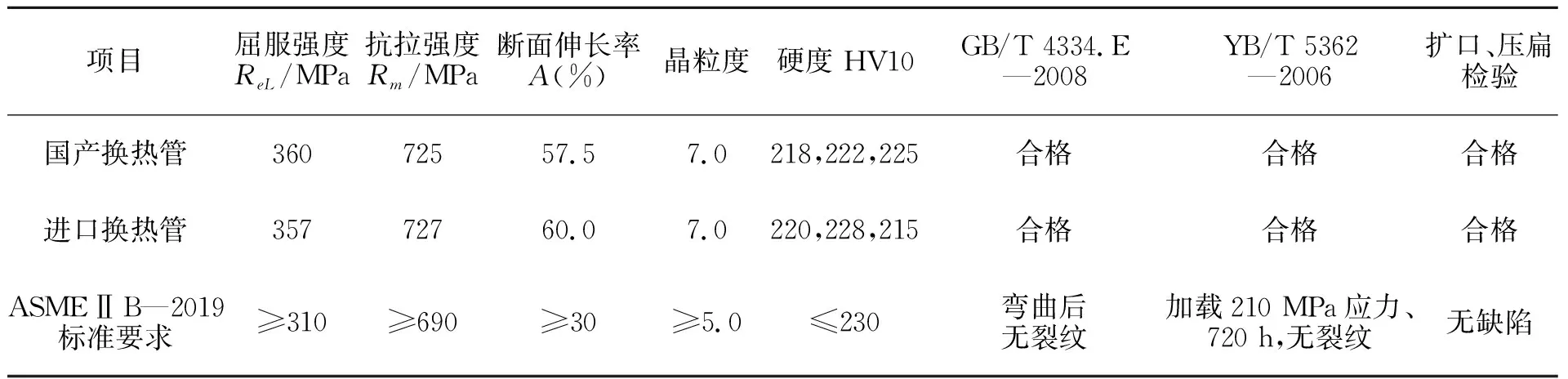
表2 超级奥氏体不锈钢换热管SB-690 N08367的性能试验
1 超级奥氏体不锈钢的焊接特点
SB-690 N08367具有较好的韧性、塑性,焊接时不会发生淬火硬化,其线膨胀系数比碳钢大,焊接过程中有很大的塑性应力[7-8],带来以下焊接性的问题:一是焊接热裂纹,这与超级奥氏体不锈钢的晶界特性和对某些微量杂质如S,P等敏感有关;二是焊接变形大。
因此,对于SB-690 N08367的焊接,应严格控制母材中的S,P等有害元素[10],选用低S,P含量的焊材,为了获得与母材较为接近的腐蚀性能,需要选用高Mo合金的焊材,综合考虑,焊接材料选用NiCrMo-3和NiCrMo-4的镍基合金焊材[11]。
2 模拟管板堆焊试验
模拟管板选用Q345R分别堆焊ENiCrMo-3(试板1)和ENiCrMo-4(试板2),规格350 mm×240 mm×δ40 mm,堆焊层厚度8 mm,其中2块进行力学性能检测、腐蚀试验[12]等;另外2块用于模拟管板(管板分别堆焊ENiCrMo-3和ENiCrMo-4)+国产换热管(规格∅25 mm×2.0 mm)的焊接试验。
2.1 焊接工艺参数
模拟管板堆焊的焊接工艺参数如表3所示。

表3 模拟管板堆焊参数
2.2 焊接试验过程
图1示出试板焊前打磨清理及预热处理,图2示出试板堆焊的情况。

图1 试板打磨清理及预热处理情况

图2 试板焊接现场
2.3 外观检查及无损检测
焊后对试板进行外观检查,表面堆焊焊道成形良好,焊道与焊道搭接处无咬边等缺陷,并按NB/T 47013—2015标准Ⅰ级要求对焊缝表面进行100%UT和100%PT检测,结果均合格。
2.4 热处理工艺及检测项目
试板堆焊后进行去应力退火,并对试板进行性能检测,具体见表4。

表4 热处理工艺及检测项目
2.5 堆焊试板理化性能检测
(1)堆焊层化学成分。
解决对策:在持续高温干旱季节除袋,尤其是供应双节市场的套袋苹果,有条件的可在除袋前后灌1次小水(渗灌),有利于减少日灼病和促进果实着色。无灌水条件的果园,每天傍晚5∶00—8∶00或间隔1天喷清水,喷时最好加益微1 500~2 000倍液或众望所归纳米水溶硅800~1 000倍液或天达2116或肽神800~1 000倍液,以利增加果面光洁度,除锈、上蜡、增色,二来降低温度,增加湿度,防日灼,保持比较稳定的土壤湿度和空气温度,加大昼夜温差,坚持5~7天,直到降温,或再结合涂干(探路先锋或CA2000果氨宝氨基酸+天达2116或海之宝),对防日灼和增加全红果比率有一定作用。
根据GB/T 14203—2016《火花放电原子发射光谱分析法》对堆焊层进行化学成分分析,见表5,结果符合标准要求。

表5 堆焊层化学成分
(2)力学性能检测。
按GB/T 2653—2008《焊接接头弯曲试验方法》对试板1,2取样进行力学性能检测,结果均合格,见表6。图3,4分别示出大、小侧弯试样。
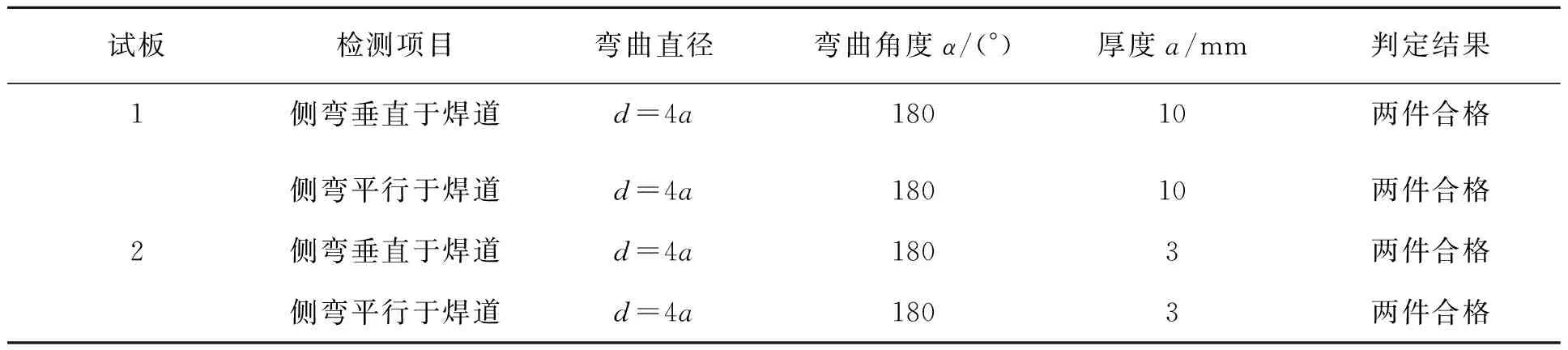
表6 模拟管板的力学性能检测

图3 大、小侧弯试样(试板1)

图4 大、小侧弯试样(试板2)
(3)宏观检查。
试样经酸蚀后,检查所有受检面,均未发现裂纹、未熔合、夹渣等焊接缺陷,如图5,6所示。
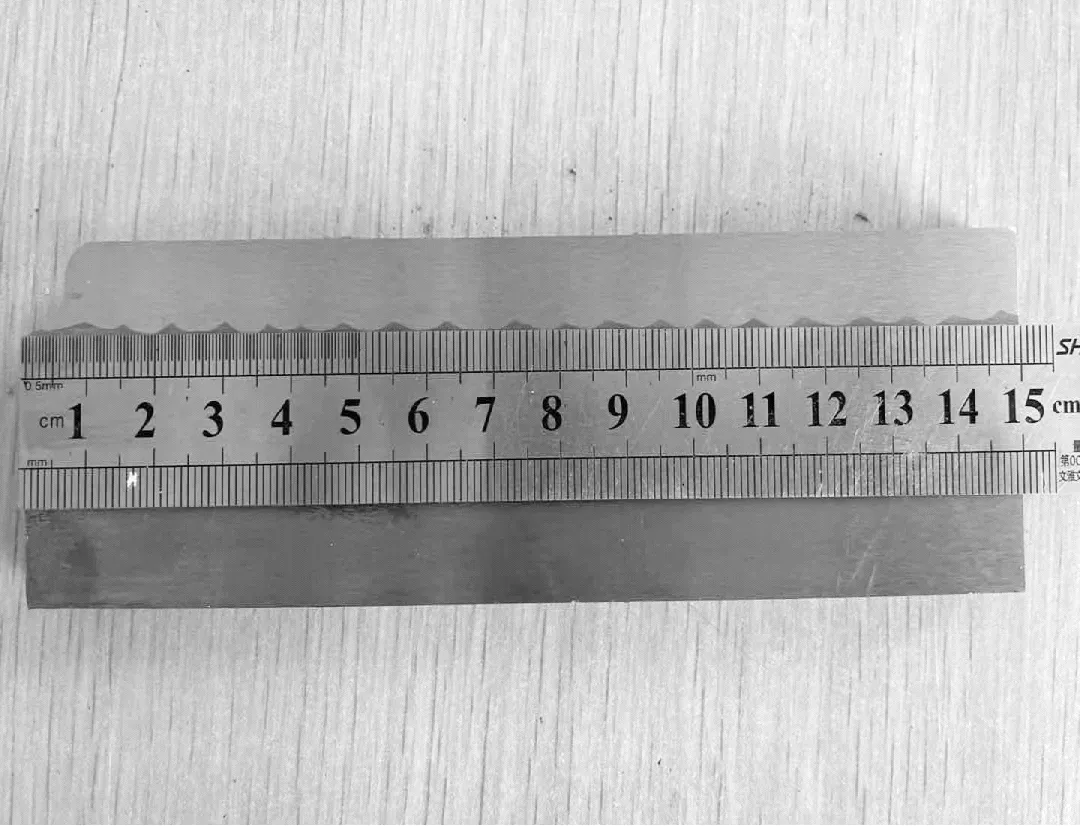
图5 宏观检查试样(试板1)

图6 宏观检查试样(试板2)
(4)金相组织及硬度。
按GB/T 13298—2015《金属显微组织检验方法》和GB/T 4340.1—2009《金属材料维氏硬度试验》对试板1,2取样进行金相组织及硬度检测,结果符合标准要求,具体见表7,金相组织照片如图7,8所示。
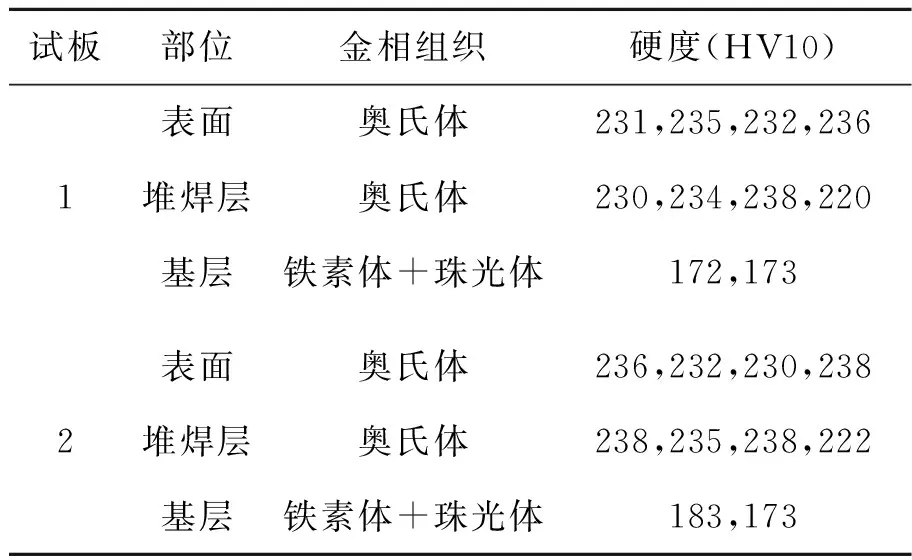
表7 模拟管板的金相组织及硬度
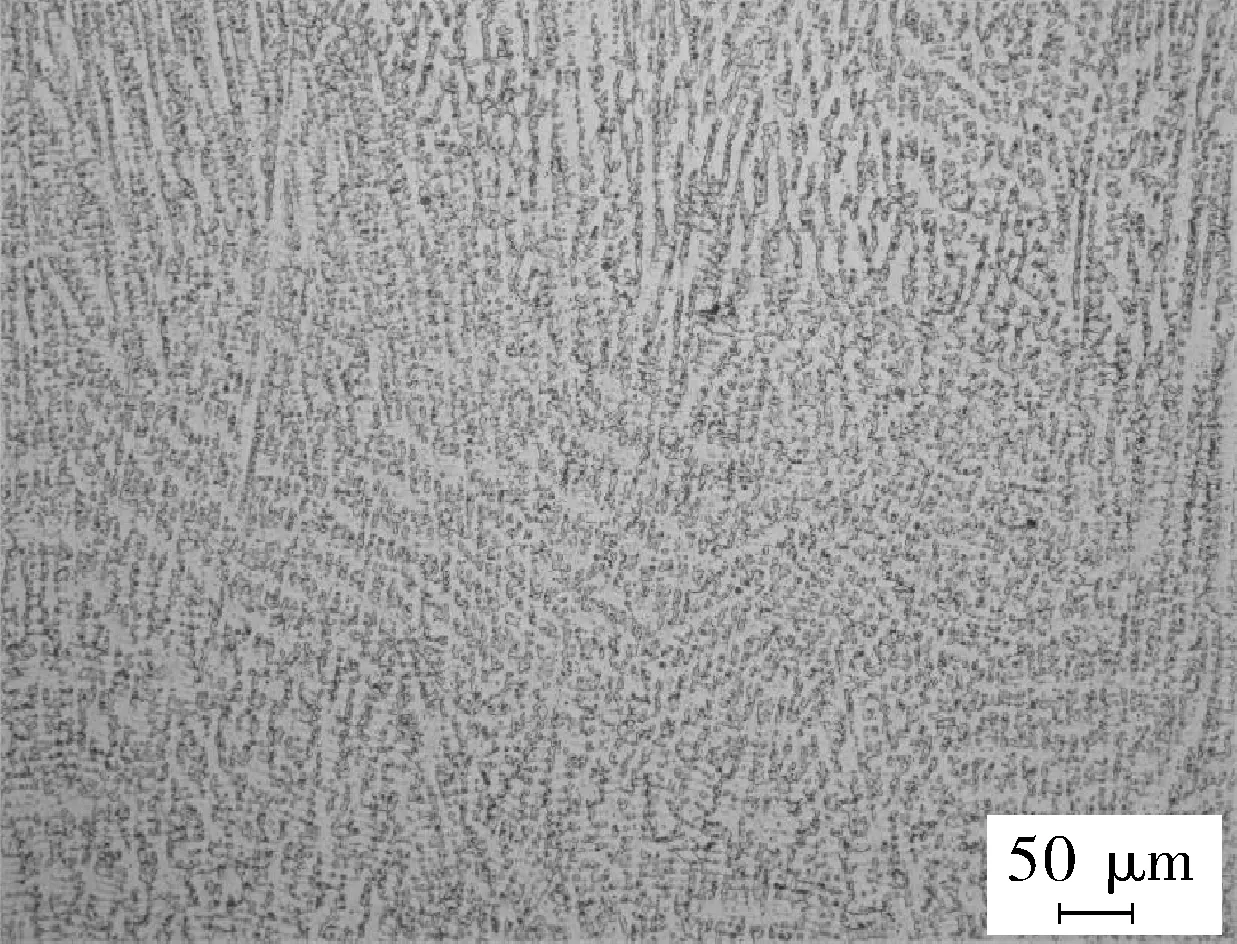
图7 堆焊层金相组织(试板1)
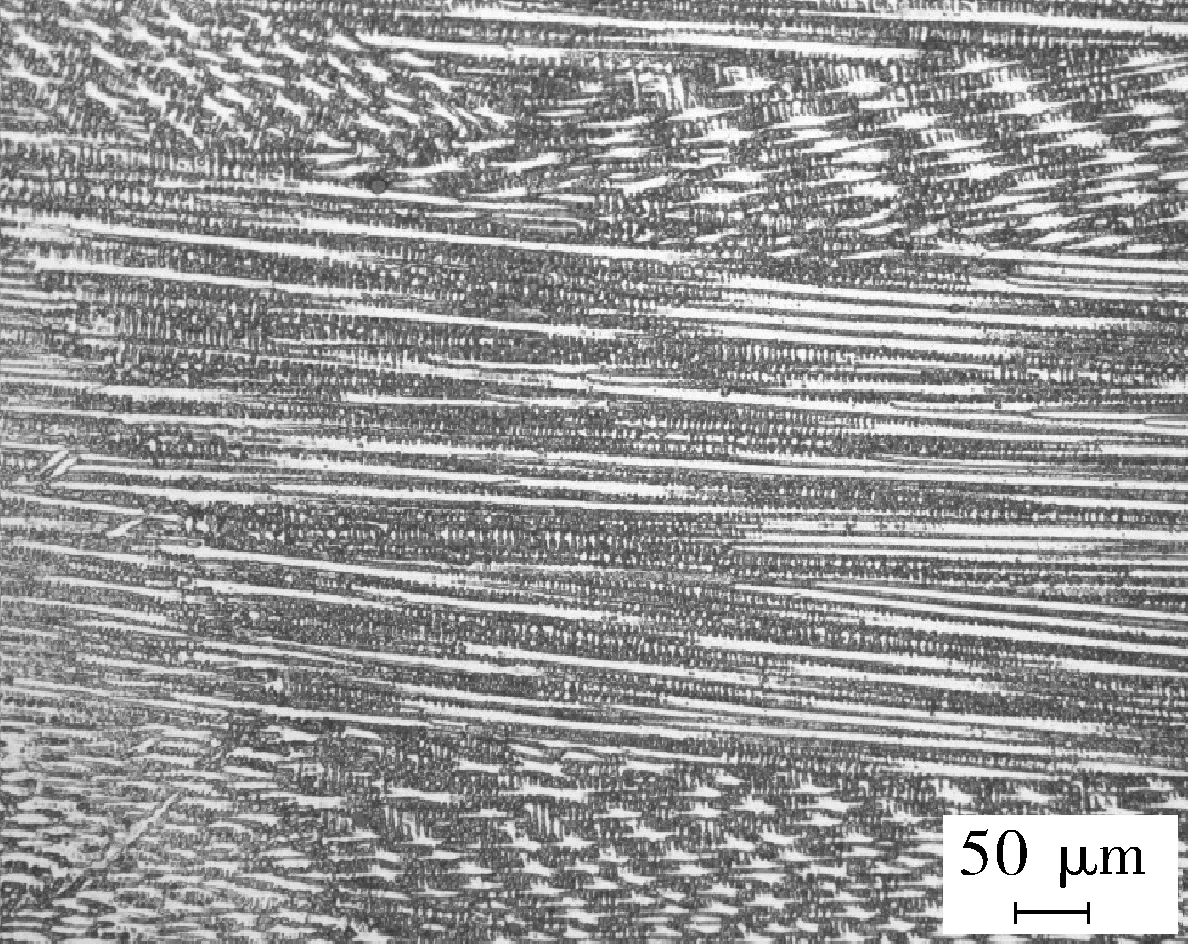
图8 堆焊层金相组织(试板2)
(5)腐蚀试验。
按ASTM G28—2002《锻制高镍铬轴承合金晶间腐蚀敏感性检测的标准试验方法》和GB/T 4334—2008《金属和合金的腐蚀不锈钢晶间腐蚀试验方法》分别对试板1,2取样进行腐蚀试验,结果见表8,均满足要求。

表8 模拟管板的腐蚀试验
3 模拟管板与换热管焊接试验
3.1 试板制备
将上述堆焊完成的试板1(Q345R+ENiCrMo-3)、试板2(Q345R+ENiCrMo-4)作为模拟管板进行试验。换热管牌号:SB-690 N08367(规格为∅25 mm×2.0 mm)。
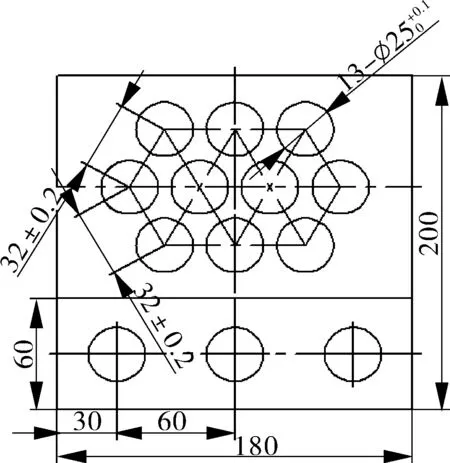
图9 管孔加工结构示意
将上述试板1,2堆焊层加工平整,保证堆焊层的厚度为8 mm,先按照图9所示加工成模拟管板,再按照图10进行换热管+管板的焊接。焊材分别选用国产 ERNiCrMo-3(∅2.0 mm)和ERNiCrMo-4(∅2.0 mm),焊接工艺参数按表9执行。
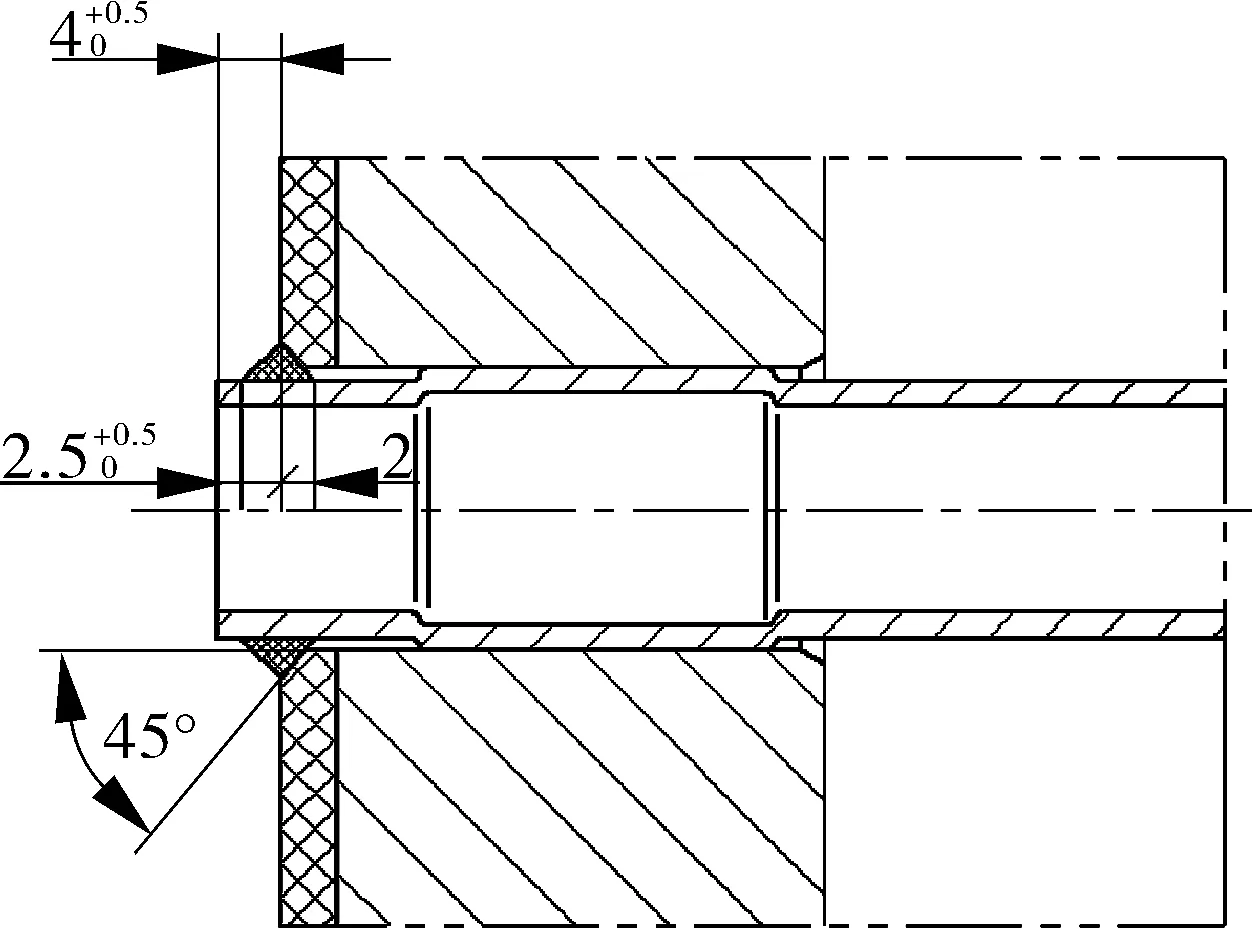
图10 换热管与管板连接结构示意

表9 模拟换热管+管板的焊接工艺参数
3.2 外观检查及无损检测
焊后对试板进行外观检测,焊缝表面成形良好,焊道与焊道搭接处无咬边等缺陷,并按照NB/T 47013—2015标准Ⅰ级要求对焊缝表面进行100%PT检测,结论合格。
3.3 理化性能检测
(1)宏观检查。按NB/T 47014—2011《承压设备焊接工艺评定》中的附录D对试板1,2取样进行宏观检查及角焊缝厚度测量,试样1,2经酸蚀后检查受检面,均未发现裂纹,未熔合等焊接缺陷,均满足要求,图11示出了宏观检查试样。
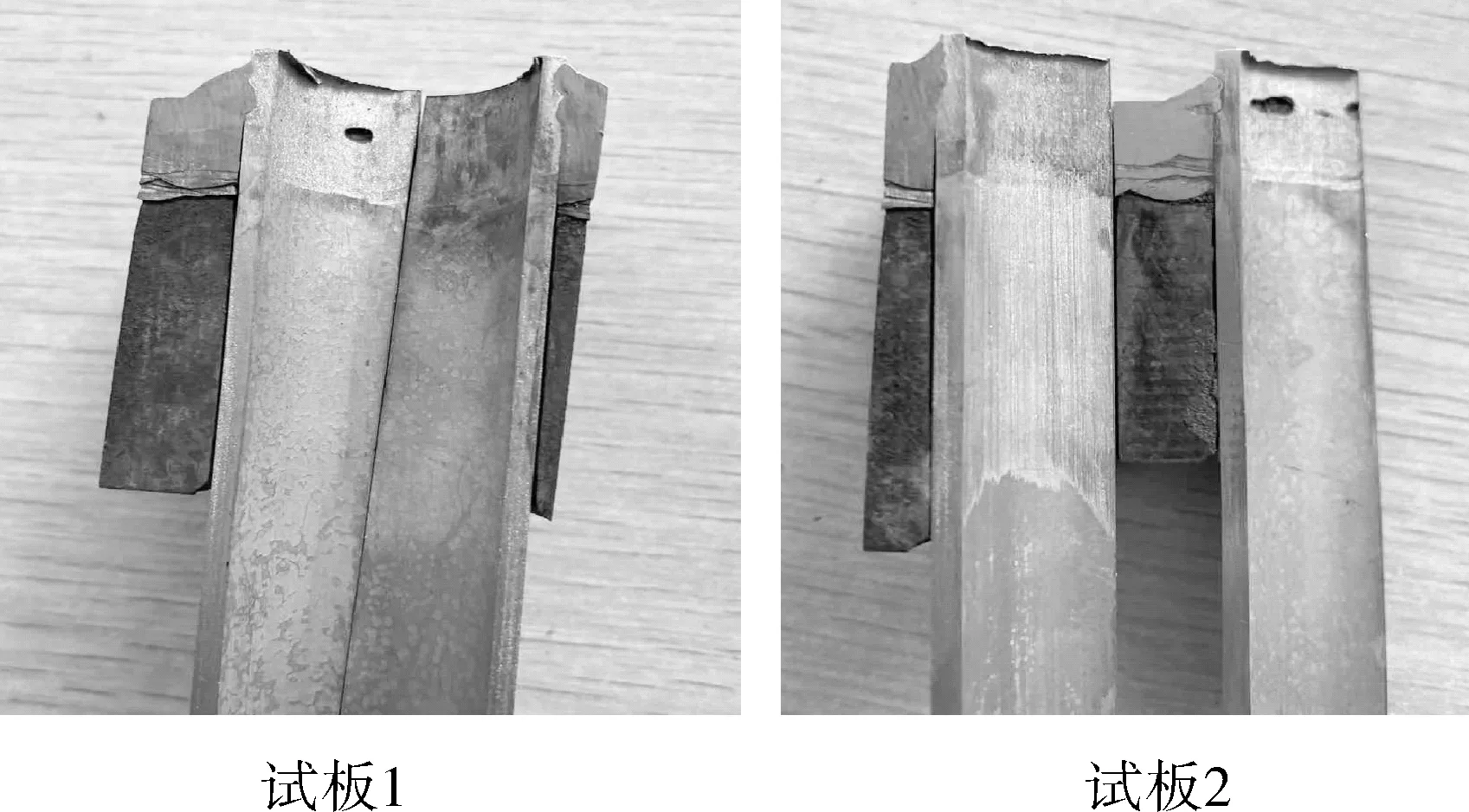
图11 试板1,2宏观检查
(2)硬度检测及角焊缝厚度测量。按GB/T 4340.1—2009和NB/T 47014—2011附录D对试板1,2取样进行硬度检测及角焊缝厚度测量,结果见表10,均满足要求。
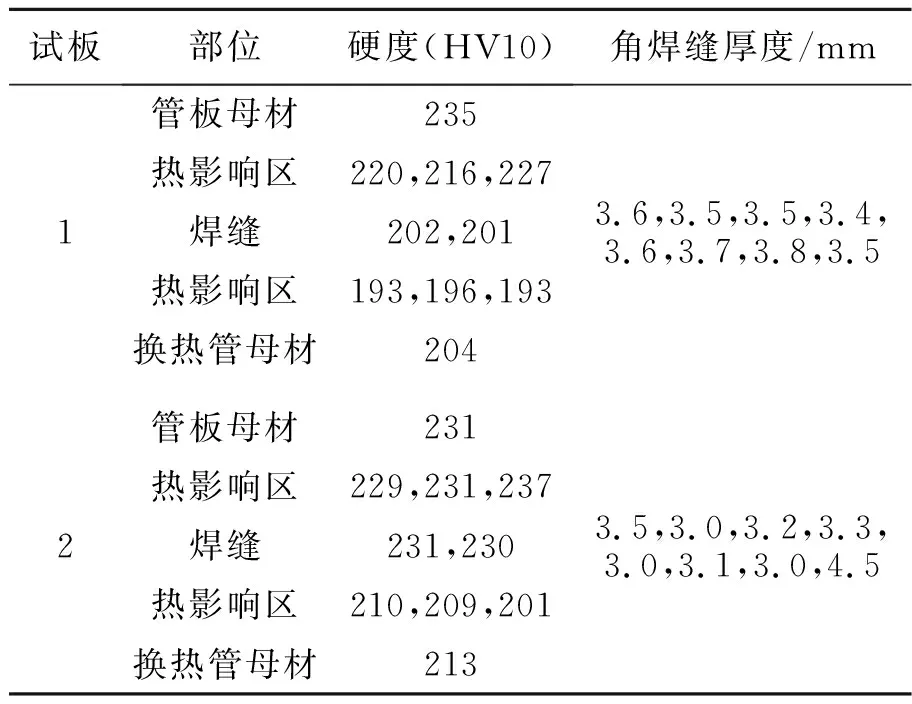
表10 试件的硬度检测及角焊缝厚度测量结果
4 结语
(1)从进口超级奥氏体不锈钢换热管的ASME SB-690标准与国产超级奥氏体不锈钢换热管SB-690 N08367的技术条件上可以看出,两者之间化学成分、力学性能、晶粒度、硬度及晶间腐蚀基本相当,国产换热管可以代替进口换热管用于生产。
(2)SB-690 N08367换热管的焊材选用ENiCrMo-3和ENiCrMo-4均能满足技术条件要求。
(3)通过对国产超级奥氏体不锈钢SB-690 N08367焊接试板进行化学成分、力学性能、腐蚀性能等检测,结果表明,国产超级奥氏体不锈钢换热管SB-690 N08367的各项性能均满足标准和技术条件要求,证明所选用的焊接材料、焊接工艺正确合理,使得采用国产超级奥氏体不锈钢换热管代替进口超级奥氏体不锈钢、双相不锈钢、镍基合金等换热管的应用成为现实,降低了设备采购成本,最大限度地提高了设备使用的安全性和可靠性。
(4)该试验结果已应用于某公司炼化一体化项目上,设备已运行约两年,用户反馈运行状态良好。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
山东冶金(2019年3期)2019-07-10 00:54:06
压力容器(2019年1期)2019-03-05 11:12:06
制造技术与机床(2018年8期)2018-10-09 08:27:34
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
焊接(2016年6期)2016-02-27 13:04:57
焊接(2015年2期)2015-07-18 11:02:38
燕山大学学报(2014年3期)2014-03-11 15:28:31
中国氯碱(2014年11期)2014-02-28 01:05:07
