
动车组车轮踏面损伤深度高效测量方法
2021-08-24 06:41魏洪方
现代制造技术与装备 2021年7期
魏洪方
(中车青岛四方机车车辆股份有限公司,青岛 266111)
1 技术背景
动车组运行检修过程中,经常发现车轮踏面存在擦伤、硌伤以及剥离等损伤问题[1]。踏面擦伤发生在轮对两个车轮上同一圆周位置,是由制动和加速时轮轨滑移而产生是。硌伤是车轮踏面出现小的凹痕,由运营中轮轨接触面间存在的小物体(如石子)产生。滚动接触疲劳是在车轮踏面中心出现小裂纹,由轮轨间的滑移切向力产生。剥离是由于上述损伤及擦轮而引起的局部材料丢失。轮对作为动车组的重要走行部位,承担着导向和承载整车质量的作用,其踏面缺陷需要控制在一定范围内,否则会直接影响车辆的运行安全[2]。因此,快速有效地对缺陷深度进行测量显得尤为重要。
2 常用测量方法
动车运行所在车轮踏面损伤深度测量时无便捷和高效的测量方法,目前多采用经验判断、刀口尺配合塞尺以及第四种检查器等方式判断和测量损伤深度。但是,这些方法难以保证测量精度,会给行车安全带来一定的隐患[3]。
2.1 经验判断
在发现踏面损伤时,采用目测和手摸等方法进行判断。对于深度很小的损伤,这样可以满足要求,同时能够提高检查效率。但是,对于深度接近限度要求的损伤容易产生误判,从而带来一定的行车安全隐患。
2.2 塞尺测量
塞尺测量是将刀口尺或钢板尺放置在踏面损伤处,然后用塞尺进行测量。使用这种方法测量时会因塞尺面积大而导致无法有效测量到损伤最低点。此外,刀口尺为直尺,会与损伤处滚动圆两侧接触,导致此部分弧高无法计入测量而造成测量的结果相比实际偏小[4]。
2.3 第四种检查器
第四种检查器如图1所示,其竖尺带有踏面磨耗测尺,测量过程如下。

图1 第四种检查器
(1)定位。将定位角铁与车轮轮辋内侧贴合,并尽可能保持尺身处于轮径方向。
(2)找点。移动轮辋宽度测尺尺框,使A点接触踏面损伤最深处,并拧紧轮辋宽度测尺锁紧螺钉。
(3)第1次测量。移动轮缘高度及踏面磨耗测尺与轮缘接触,此时读取测尺数值a。
(4)第2次测量。沿圆周方向旋转检查,使A点与正常踏面接触,此刻移动轮缘高度和踏面磨耗测尺与轮缘接触,并读取测尺数值b。
(5)结果。损伤深度为a~b。
使用第四种检查器检测损伤深度时存在以下问题。
(1)无法保证尺身与轮径方向重合,从而降低了测量精度。
(2)侧头A直线部分与损伤线接触,从而无法触及损伤最深处。
(3)轮缘高度及踏面磨耗测尺精度过低(0.1 mm),无法满足精度要求。
(4)一次无法测定,需旋转一定角度,而二次定位导致测量误差增大。
综上所述,以CRH2型车为例,车轮踏面损伤深度要求不超过0.25 ㎜,现行的判断和测量工具无法满足要求,给动车组的安全运行带来了一定的隐患。
3 新型测量方法
为提高踏面损伤深度的测量效率,基于精确定位、精准测量以及一次测定的目标,经研究,提出了一种新型简易的测量尺结构[5]。
3.1 测量尺结构
测量尺由本体、横尺和百分表(可根据精度要求进行相应调整,如千分表)3大部分组成。本体上固定有定位1和定位2,横尺可轴向移动,并可通过锁紧螺母1锁紧。百分表可径向移动,并配有侧头和辅助侧头(小球状结构,且侧头与2个辅助侧头所处平面与定位1所在平面平行),具体结构如图2所示。

图2 测量尺结构
3.2 测量方法
测量过程包括定位、找点和读数3个步骤,测量示意图如图3所示。

图3 测量示意图
(1)定位。轴向定位,定位1与轮辋内侧面贴合;径向定位,定位2与轮缘顶部贴合。
(2)找点。移动横尺,使侧头接触踏面损伤最深处,并使两辅助侧头与踏面接触。
(3)读数。读取百分表数值,即为损伤深度。
3.3 测量精度
为实现一次测量即为损伤深度的目标,测量尺配有辅助测头。此时,需对测量结果进行修正补偿,损伤深度测量原理如图4所示。图4中,A、B点为辅助测头,C点为百分表测头,P点为损伤最深点,CP为损伤深度。因C点实际已不存在(损伤处),而D点可以人为设定,即当A、D、B处于同一直线(高度)时,人为设定百分表的读数为Δ,然后测得DP的数值,即可在百分表直接显示出损伤深度(Δ+DP)。
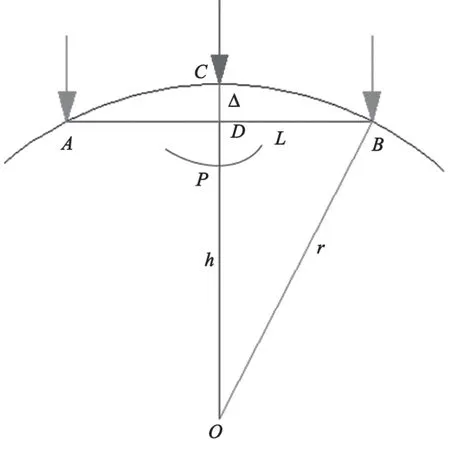
图4 测量修正
结合车辆运用情况,车轮踏面损伤长度大多数小于20 mm。 在此设定测量尺两辅助侧头间距为20 mm,则L=10 mm,各参数关系如下:

式中:r为损伤处滚动圆半径OB;h为直角三角形直角边高OD;L=DB=AB/2。
以CRH2型动车组为例,当轮径r变化范围为860~790 mm 时,将r=860 mm代 入 式(1)和 式(2)计 算 可 得Δ1= 0.058 1 mm;将r=790 mm代入式(1)和式(2)计算可得Δ2=0.063 3 mm。于是,最终可得平均值Δ=0.060 7 mm, 在此取Δ=0.06 mm,因此测量最大误差为max(|Δ1-0.06|, |Δ2-0.06|),即为0.003 3 mm。考虑到检修要求损伤深度≤ 0.25 mm,可知此测量精度满足要求。
当轮径r变化范围为920~850 mm时,将r=920 mm 代入式(1)和式(2)计算可得Δ1=0.054 3 mm;将r=850 mm代入式(1)和式(2)计算可得Δ2=0.058 8 mm。同样,最终取Δ=0.06 mm,则测量最大误差为max(|Δ1-0.06|,|Δ2-0.06|), 即为0.005 7 mm,则此测量精度同样满足要求。
3.4 精度提升
测量尺配有辅助测头,可实现一次测量即为损伤深度,提升测量效率。为进一步提升测量精度,现将辅助测头设计为浮动式结构,可随转轴旋转,如图5所示。

图5 浮动式辅助测头
车轮运行一段时间后,车轮轮缘和踏面表面状态较差,会出现不同程度的磨损、不圆度较大等现象。此时,轮缘顶部滚动圆和损伤处滚动圆难以保证同心,如图6所示。

图6 滚动圆不同心
图6中:E、F点为测量尺V型定位2与轮缘顶部接触点;A、B点为辅助测头;外圆为定位2处滚动圆;内圆为损伤处滚动圆。当外圆和内圆不同心时,若辅助测头无法旋转,即AB∥EF,将会造成其中1个辅助测头A或B与损伤处滚动圆不接触,从而导致测量结果偏大。增加浮动式设计,使辅助测头可旋转,从而使辅助测头在a、b点与损伤处滚动圆接触,以减少因不同心带来的测量误差(大小约为Aa/2)。
4 结语
结合动车组轮对日常检修工作实际情况,为满足运行检修准确性和快速性的特点,从轮对踏面检修质量和效率出发,重点探讨了在满足准确和快速对缺陷进行定位的同时,如何一次性测量即为缺陷深度的测量方法。经分析现行测量方法的优缺点,并对现有方法加以改进升级,最终形成了高效便捷测量方法。相比原有测量方法,新型测量尺可实现精确定位、精准测量以及一次测定的目标,操作便捷且易于实现,最大限度实现了快速测量,提升了运行检修效率,保证了测量精度,对车辆行车安全具有重要作用。
猜你喜欢
大众标准化(2022年17期)2022-09-27
轨道交通装备与技术(2022年1期)2022-03-18
魅力中国(2021年22期)2021-08-08
科学家(2021年24期)2021-04-25
测控技术(2018年8期)2018-11-25
铁道机车车辆(2018年4期)2018-09-12
城市轨道交通研究(2018年7期)2018-07-24
现代制造技术与装备(2018年12期)2018-02-20
中国铁道科学(2015年6期)2015-06-21
铁道学报(2015年9期)2015-05-10
