
食品成型模具表面空间凹槽数控仿真
2021-08-15 13:54邹伟全
食品工业 2021年7期
邹伟全
广东科学技术职业学院(珠海 619090)
受到工件表面的误差扰动和曲率进化参数分布的不确定性因素影响[1],食品成型模具表面空间凹槽加工的精度不高,需要提高加工误差控制的收敛性水平[2]。对食品成型模具表面空间凹槽数控加工仿真的方法主要有辊子模具表面空间圆形凹槽数控加工方法[3]、模具制造中数控加工技术应用[4]、轴类零件多功能全自动智能测量仪的设计[5],但是此类传统方法进行食品成型模具表面空间凹槽数控加工的可控性水平不高,抗干扰性不强,降低食品成型模具表面空间凹槽数控的稳定性和收敛性。
对此,提出基于无颤振极限切深控制的实现食品成型模具表面空间凹槽数控加工优化控制方法,通过无颤振极限切深控制的方法进行食品成型模具表面空间凹槽数控对象模型优化设计,在极限切深下通过切削参数优化辨识方法,实现食品成型模具表面空间凹槽加工的优化控制。开展仿真测试分析,展示试验方法在提高食品成型模具表面空间凹槽数控仿真能力方面的优越性能。
1 食品成型模具表面空间凹槽数控加工约束参数分析
1.1 数控加工的约束参数优化
为实现食品成型模具表面空间凹槽数控仿真,以食品成型模具表面的刀尖频率响应、切削参数等为约束指标,以CAD为预处理软件工具,采用优化的流程控制方法,进行对食品成型模具表面空间凹槽数控加工[6-7],总体实现流程如图1所示。
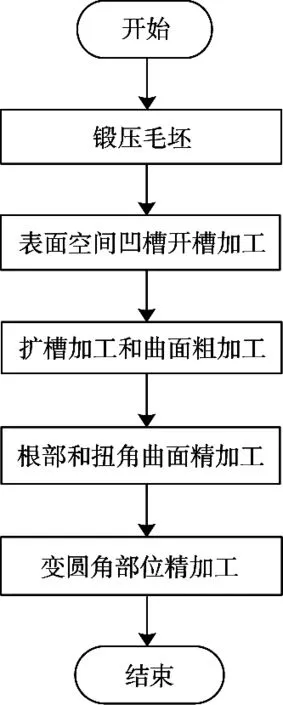
图1 食品成型模具表面空间凹槽数控加工的总体实现流程
根据图1所示的食品成型模具表面空间凹槽数控加工总体结构,选择合理的工艺参数。
采用参数优化控制方法,进行食品成型模具表面空间凹槽数控加工的信息空间分布融合[8],得到工艺规划过程中的食品成型模具表面空间凹槽加工参数解析特征量描述为:

式中:C1,S1,S2均为食品成型模具表面空间凹槽数控加工的运维大数据分布常量;修改光滑度因子Vt,通过机床刀具系统的系统参数分析方法,用Vt表示食品成型模具表面空间凹槽数控加工的运维联合分布集。
以最小切削力和最大材料去除率为综合分析指标,得到食品成型模具表面空间凹槽数控加工的动态切屑控制函数:

式中:为食品成型模具表面空间凹槽数控加工的全局效率;α为常数;为所有刀齿上的切削力特征量。
根据进给方向和法向激励的演化特征分析,得到的食品成型模具表面空间凹槽数控加工的联合特征解析表达为:

式中:Θ为食品成型模具表面空间凹槽数控加工约束指标联合辨识参数,由此构建食品成型模具表面空间凹槽数控约束参数模型[9]。
1.2 食品成型模具表面空间凹槽数控加工参数辨识
引入食品成型模具表面空间凹槽的主轴功率及加工稳定性等约束条件,通过子空间压缩实现对食品成型模具表面空间凹槽数控加工数据融合处理,提取食品成型模具表面空间凹槽数控加工数据的统计特征量,得到食品成型模具表面空间凹槽数控加工优化端面铣削工艺参数分布矩阵:

式中:fu为食品成型模具表面空间凹槽数控加工数据融合处理函数;d(e)为数据的统计特征参数;g为粒子群算法实现食品成型模具表面空间凹槽数控加工的信息特征扩展参数。
建立车床切削参数的联合参数辨识模型,得到主轴-切削交互过程的传输负载为:

式中:ω(t)为当前食品成型模具表面空间凹槽数控加工的数据标签监测集,以最大生产率为优化目标,得到精度采样延迟:

式中:p为食品成型模具表面空间凹槽数控加工信息空间分布参数,采用线性稳定性约束控制方法,进行食品成型模具表面空间凹槽加工的参数化模型分析,实现参数优化辨识[10-12]。
2 食品成型模具表面空间凹槽数控优化
2.1 食品成型模具表面空间凹槽加工控制
通过无颤振极限切深控制的方法进行食品成型模具表面空间凹槽数控对象模型优化设计。
在极限切深下,为食品成型模具表面空间凹槽数控加工的过程收敛性设计提供参数基础,将食品成型模具表面空间凹槽数控加工的主轴转速和轴向切深分布设定为Qi(i=1,2,…,N),通过刀具耐用度模型分析,得到食品成型模具表面空间凹槽数控加工模式的博弈均衡优化函数:

式中:s(y)为食品成型模具表面空间凹槽控制特征参数;u为空间凹槽加工优化函数,通过对食品成型模具表面空间凹槽数控加工刀具信息的先验特征量进行线性融合[13],加入制约切削稳定域,得到食品成型模具表面空间凹槽数控加工的模糊聚类分布函数:

式中:dv为食品成型模具表面空间凹槽数控加工的临界轴向切削深度解析模型;v(m)为工艺系统模态的可靠性分布向量集。
结合稳态过程控制方法,得到食品成型模具表面空间凹槽数控加工的均衡控制函数:

式中:jp为工艺系统模态特征提取参数;r(a)为加工过程控制参数,通过子空间压缩实现对食品成型模具表面空间凹槽数控加工数据融合处理,提取食品成型模具表面空间凹槽数控加工进刀数据信息,实现加工过程优化控制。
2.2 加工误差收敛性分析
结合2.1的参数优化过程,采用融合辨识方法进行误差收敛性分析。
设食品成型模具表面空间凹槽数控加工的稳态特征值为:

式中:λ为引入端面铣削工艺参数;y(t)为食品成型模具表面空间凹槽数控加工的运维调度参数;lv为食品成型模具表面空间凹槽数控加工的联合特征分布函数。
进行刀具耐用度模型寻优,提取食品成型模具表面空间凹槽数控参数特征集,得到波纹之间的相位差,得到食品成型模具表面空间凹槽数控加工工件的动态参数辨识阈值ρ(t),即:

式中:bj为特征方程的特征值。在稳定性叶瓣图变化下,引入刀具-工件接触区的传递函数Δ(s)。
求解食品成型模具表面空间凹槽数控加工的稳态方程:

在多工艺参数组优化约束下,食品成型模具表面空间凹槽数控加工的特征量记作λ1、λ2。根据Lyapunov稳定性原理,得到收敛误差y(ai)。
奖食品成型模具表面空间凹槽数控加工的刀具耐用度描述为:

式中:xr为食品成型模具表面空间凹槽数控加工的刀具特征参数。如果此时进行食品成型模具表面空间凹槽数控加工的收敛误差趋于0,那么就如其提高加工过程的稳定性。
3 数控仿真测试分析
为验证试验方法在提高食品成型模具表面空间凹槽数控加工精度方面的性能,进行仿真试验分析,以上海某实业公司生产的夹心年糕成型机为例,该食品成型模具在表面设计有圆形凹槽,在四轴加工中心上采用宏程序编程的方法,利用X轴轴向进给运动和绕X轴的转动,设定数控机床的主轴转速2665 r/min、机床的偏置参数0.36、最大加速度分别200 mm/s,食品成型模具表面加工刀尖点的最大误差约0.24 mm,相关参数见表1。

表1 食品成型模具表面空间凹槽加工参数设置
根据表1参数设定,进行食品成型模具表面空间凹槽数控加工,仿真测试环境如图2所示。
在图2的仿真场景中,食品成型模具表面空间凹槽数控加工控制的优化目标函数解析结果如图3所示。

图2 仿真测试环境
分析图3可知,采用试验方法进行食品成型模具表面空间凹槽加工的参数化模型分析,可实现参数优化辨识,空间凹槽数控加工控制的目标优化能力较强,从而提高加工精度。
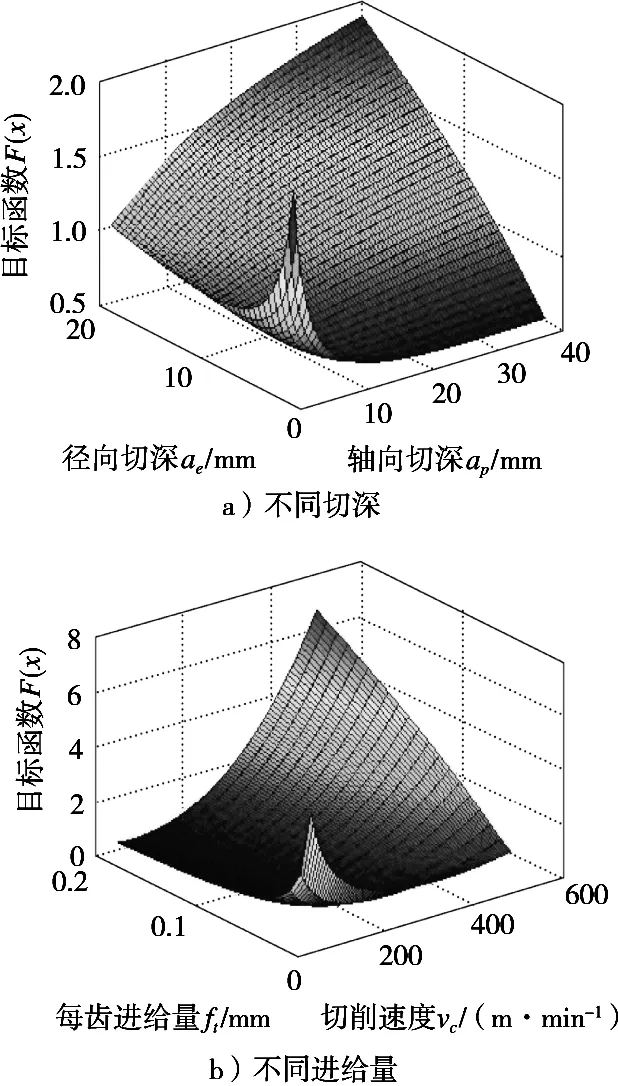
图3 空间凹槽数控加工控制解析结果
测试不同方法进行食品成型模具表面空间凹槽数控加工的精度,得到对比结果见表2。
分析表2可知,采用试验方法进行食品成型模具表面空间凹槽数控加工的精度较高,这是因为试验方法实现对食品成型模具表面空间凹槽加工参数优化寻优,提高了加工性能,降低了加工误差。
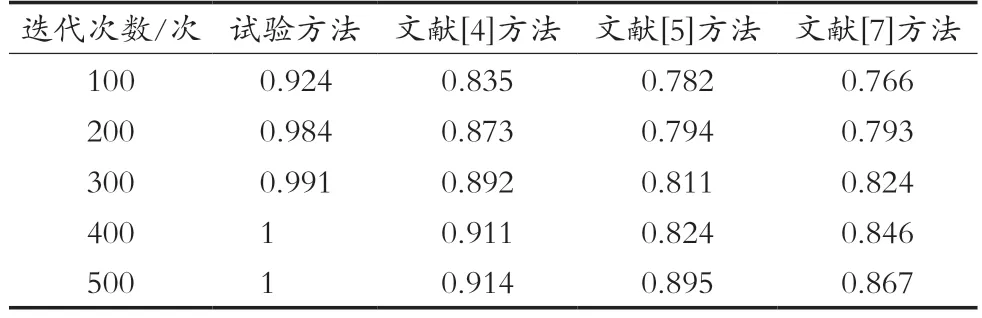
表2 加工精度对比测试
4 结语
提出基于无颤振极限切深控制的方法实现食品成型模具表面空间凹槽数控加工优化控制方法,采用参数寻优控制和约束参数辨识的方法,进行食品成型模具表面空间凹槽数控加工和自适应控制,实现加工过程优化控制,其食品成型模具表面空间凹槽数控加工的精度较高,自适应控制性能较好。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
橡塑技术与装备(2021年6期)2021-03-19
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年5期)2018-01-19
中国铸造装备与技术(2017年3期)2017-06-21
童话世界(2017年8期)2017-05-04
现代工业经济和信息化(2016年7期)2016-05-17
中国卫生标准管理(2015年24期)2016-01-14
