
改善SMT过程工艺对提高Type C焊接质量的影响研究
2021-08-10 01:11姚长春刘洪光
电子工业专用设备 2021年4期
姚长春,刘洪光
(安波福中央电气(上海)有限公司,上海201800)
随着消费类电子和汽车类电子越来越小型化,传统的USB已经慢慢被微型化的全新Type C USB(C型连接器)接口形式替代,由于这种接口小巧轻薄,使用方便,还能够集充电、数据传输以及视频输出于一体,所以越来越多的设计接口优先选用Type C。但是,采用fine pitch设计的TypeC为了满足客户的质量要求,怎样确保Type C的焊接质量,这在SMT组装中遇到了很大的挑战,本文通过改善SMT过程工艺的方法来提高Type C焊接质量,确保达到客户的要求,希望为从事本行业的同事提供参考。
1 实验目的
为了提高TYPE C(C型连接器)的焊接质量,实验通过对SMT过程工艺的改善,来达到客户质量需求的目的和要求。从而为产品质量的可靠性和长期稳定性提供解决方案。
2 选型设计和实验方案
2.1 选型设计分析
材料的数据分析:TYPE C,贴片引脚数量12引脚,宽度0.22 mm,每两个引脚中心距0.5 mm;印刷电路板上引脚孔长0.28 mm,宽0.15 mm(方形)如图1所示。
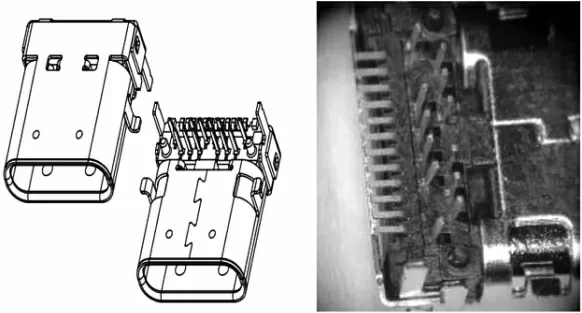
图1 TYPE C的尺寸图
PCB焊盘通孔大小0.65 mm,PCB厚度1.2 mm,如图2所示。
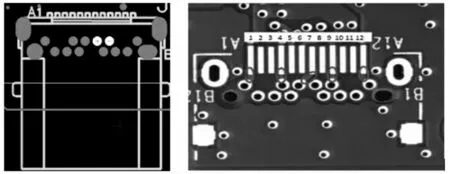
图2 PCB焊盘尺寸和孔径尺寸
根据以上数据理论计算PIN的填充率结果只有68%,如图3所示。

图3 理论填充率的计算
焊接质量要求:尽管IPC 610针对PTH材料的填充率有要求(三级的标准是填充率大于等于75%),但是客户对Type C的焊接质量要求填充率要达到100%,如图4所示。
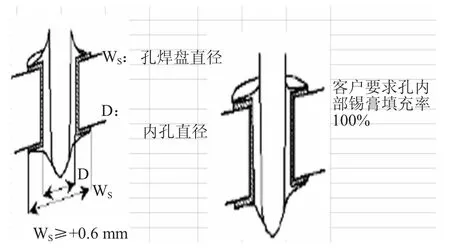
图4 客户对TPYE C的焊接质量要求示意图
根据原始的钢网开孔和常规的焊接流程工艺,实际的焊接结果为:通过X-RAY内部检测和AOI检测,再加之人工目检,都达不到常规的IPC三级要求,更无法满足客户的超高质量要求,如图5所示。

图5 焊接后质量检测图
2.2 实验方案设计
客户要求的是焊接质量TYPEC的填充率必须达到100%,焊接后IC底部散热焊盘空洞率不超过焊接面积的25%,参考符合IPC标准里BGA的焊接质量三级要求,同时不能有焊接锡珠,但是当前的设备和工艺条件下不能满足这个质量要求,导致产品迟迟不能量产。
针对难点,通过分析,要想达到焊接质量要求,公司的产线软硬件都需要改进。这颗材料的解决困难是具有表面贴装pin脚和PIH通孔pin脚。如果通孔的锡量太厚,表贴的PIN脚就会短路。锡量太薄就会使通孔的填充率不够。在保证贴装PIN脚不短路的情况下,增加通孔里面的锡膏量和提高通孔孔壁的焊接润湿性才能得到满意的焊接质量。所以怎样找到这个平衡点是非常的关键,从如下几个方面通过重新设计钢网开孔,更换锡膏,增加锡膏印刷量等,笔者采取以下解决方案:
(1)重新设计钢网的表面处理要求,为了增加锡膏脱模效率,钢网表面处理从原来的普通处理转为纳米涂层处理;
(2)重新设计钢网开孔,对于TYPE C的问题在有限的PCB焊盘上尽量的扩大开孔面积;对于焊接后空洞和锡珠问题通过优化钢网开孔大小来解决;
(3)从当前的几款无铅锡膏品牌中选择三款性价比好的锡膏作为对比;
(4)为了增加印刷锡膏通孔里的锡量,印刷刮刀从原来的60°斜角改为45°斜角,使印刷锡膏向下的剪切力增大,增加通孔里面的锡膏贯通量;
(5)回流焊炉由原来的空气炉回流焊换为氮气炉,通过减少通孔内壁的氧化,提高通孔孔壁的润湿性等来增大通孔的填充率。
2.3 实验设备及参数
为了减少各个因素的影响因子,所有工艺流程的设备,参数全部使用同一数据和参数,包括印刷机,贴片机,回流焊。炉温曲线应在供应商推荐的范围内。所以,针对客户的质量要求和考虑实际影响较明显的因素,尽量减少验证测试时间,针对其工艺参数做相应的改善验证。
3 实验过程与数据分析
3.1 对钢网开孔的设计改善
通过计算,原始钢网开孔面积不能满足通孔内焊接需要的锡膏量,所以,只能尽量外扩印刷面积(由于Fine pitch的贴片引脚影响,钢网厚度超过0.12 mm以上容易短路),所以在不能增加钢网厚度的条件下,钢网开孔只能增大开孔面积,原始钢网数据的Type C的开孔方式如图6所示:但是焊接后效果如图5所示。考虑到焊盘上有很多通孔影响到标准规则形状的开法,为了避免焊接锡膏被盗锡流入孔内,所以开孔尽量避免通孔并且在有限的区域内尽量外扩,同时需要保证焊锡膏能够在回流后收回到焊点上。
图5 利用布局驱动设计的凸轮
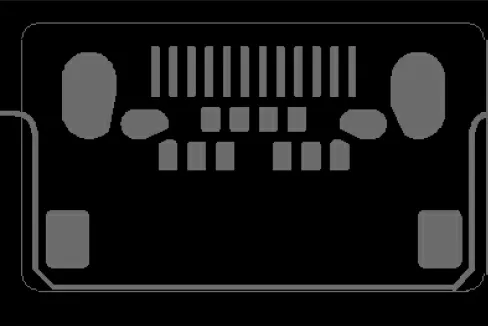
图6 原始钢网开孔示意图
图7为改善后钢网的开孔方式和改善后开孔印刷锡膏后的图片。
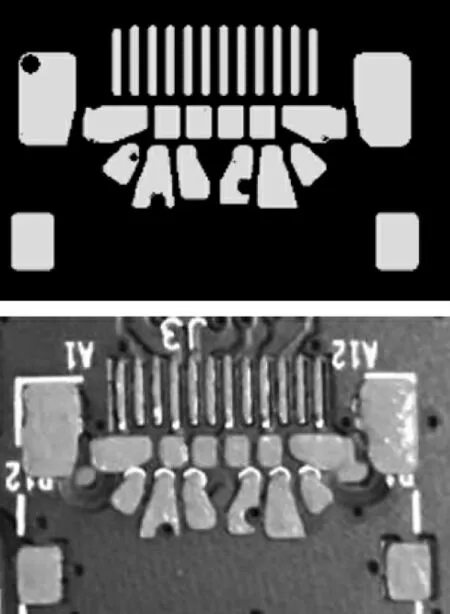
图7 改善后钢网的开孔和印刷锡膏后的示意图
尽管增大了印刷锡膏的面积,在过完回流完成焊接后,通过x-ray的检测,发现填充率仍然达不到100%的要求。仅仅是比原始开孔提高了一点,填充率达到60%~70%,由此可以看出,只是增加开孔面积并不能达到焊接质量100%填充率的效果,X-RAY检测结果如图8所示。
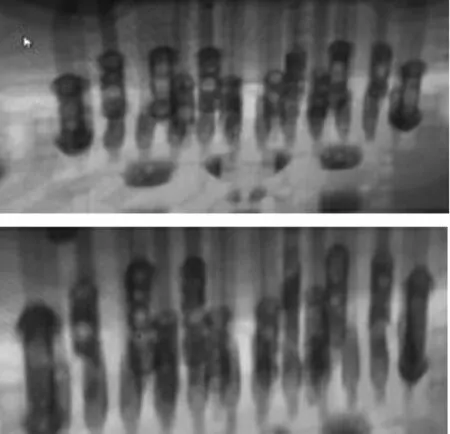
图8 焊接质量检测结果
3.2 对印刷刮刀倾角的选型改善
由上可以看到增大锡膏开孔面积并不能完全解决填充率的问题,当前业界常用的锡膏印刷用刮刀,主要有45°和60°的倾斜角的钢片刮刀,在印刷机设定同一压力数值下,由于45°和60°的刮刀在钢网刮动锡膏向下的压力不同会导致通孔里面锡膏的填充量不同,所以为了增大通孔在印刷时的锡膏填充量,选用45°和60°倾斜角的印刷刮刀做对比,在同种锡膏和不同种锡膏验证的情况下,来评估刮刀对TYPEC这种零件的影响。
综上,针对不同品牌的锡膏的选型和回流焊中氮气的使用等主要影响因素,设计一个DOE的实验来确定最佳的工艺参数。
3.3 刮刀和氮气的设计选型
刮刀和氮气的设计选型如表1、表2所示。
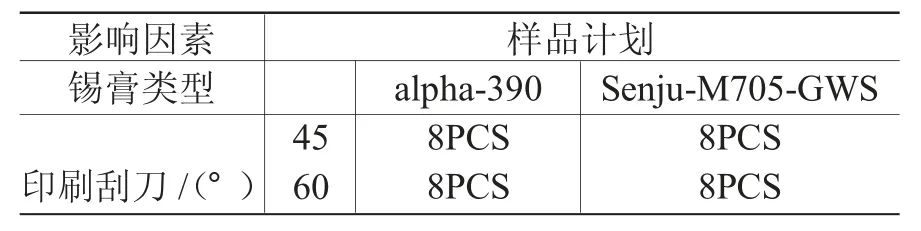
表1 刮刀类型
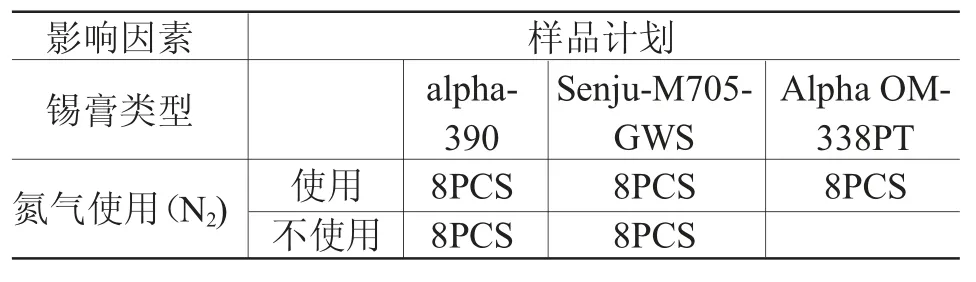
表2 氮气选型
锡膏型号和刮刀,氮气参数的搭配组合:
Alpha 390 60°刮刀
Alpha 390 45°刮刀
SENJU M705-GWS 60°刮刀
SENJU M705-GWS 45°刮刀
Alpha 390 45°刮刀,氮气
SENJU M705-GWS 45°刮刀,氮气
Alpha OM 338PT 45°刮刀,氮气
AIM M8 45°刮刀
3.4 数据分析统计
通过测试分析,对实验数据进行统计。
Alpha 390 60度刮刀焊接后填充率的统计如图9所示。

图9 Alpha 390 60度刮刀焊接后填充率统计
Alpha 390 45°刮刀焊接后填充率的统计如图10所示。
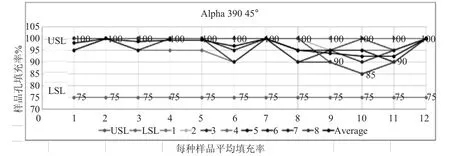
图10 Alpha 390 45°刮刀焊接后填充率统计
SENJU M705-GWS 60°刮刀焊接后填充率的统计如图11所示。

图11 SENJU M705-GWS 60°刮刀焊接后填充率的统计
SENJU M705-GWS 45°刮刀焊接后填充率的统计如图12所示。
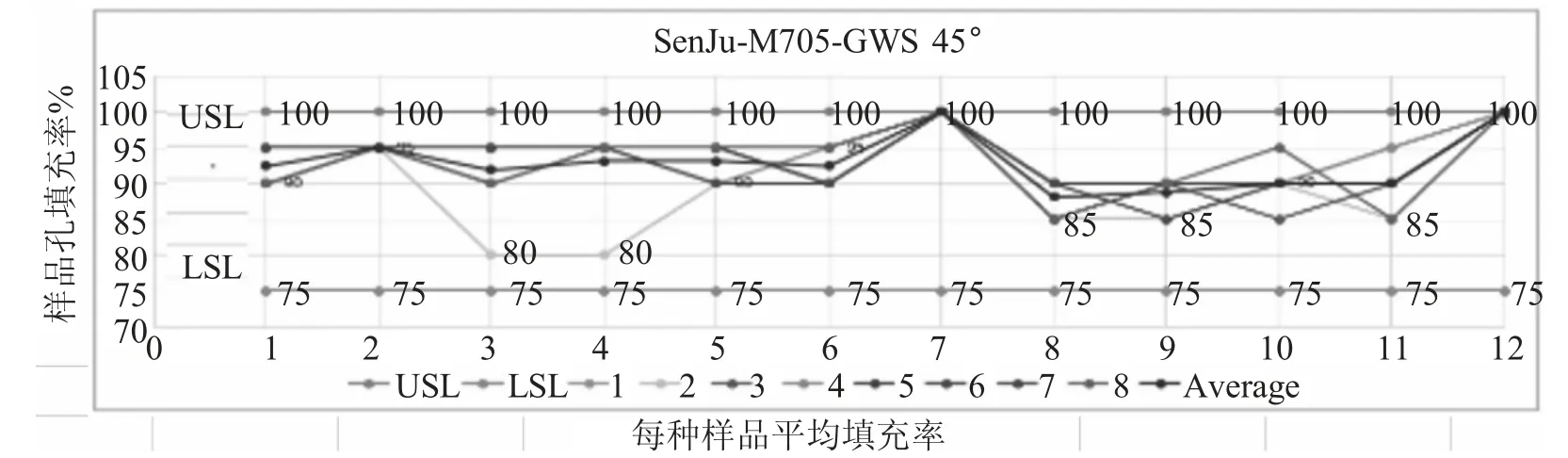
图12 SENJU M705-GWS 45°刮刀焊接后填充率的统计
Alpha 390 45°刮刀,使用氮气焊接后填充率的统计如图13所示。
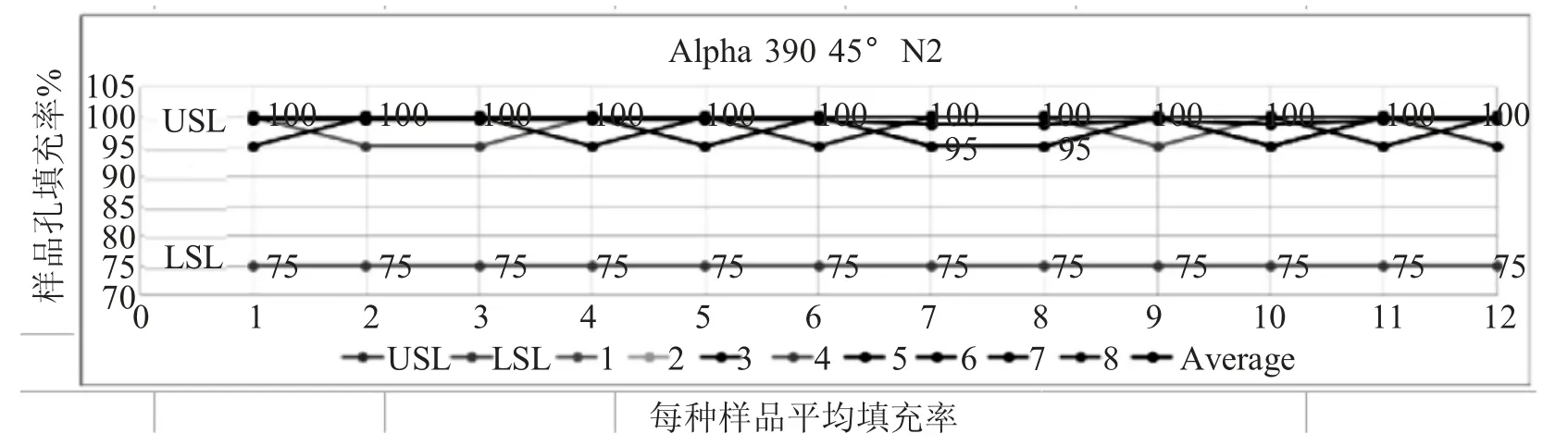
图13 Alpha 390 45°刮刀焊接后填充率统计
Senju M705-GWS 45°刮刀,使用氮气焊接后填充率的统计如图14所示。
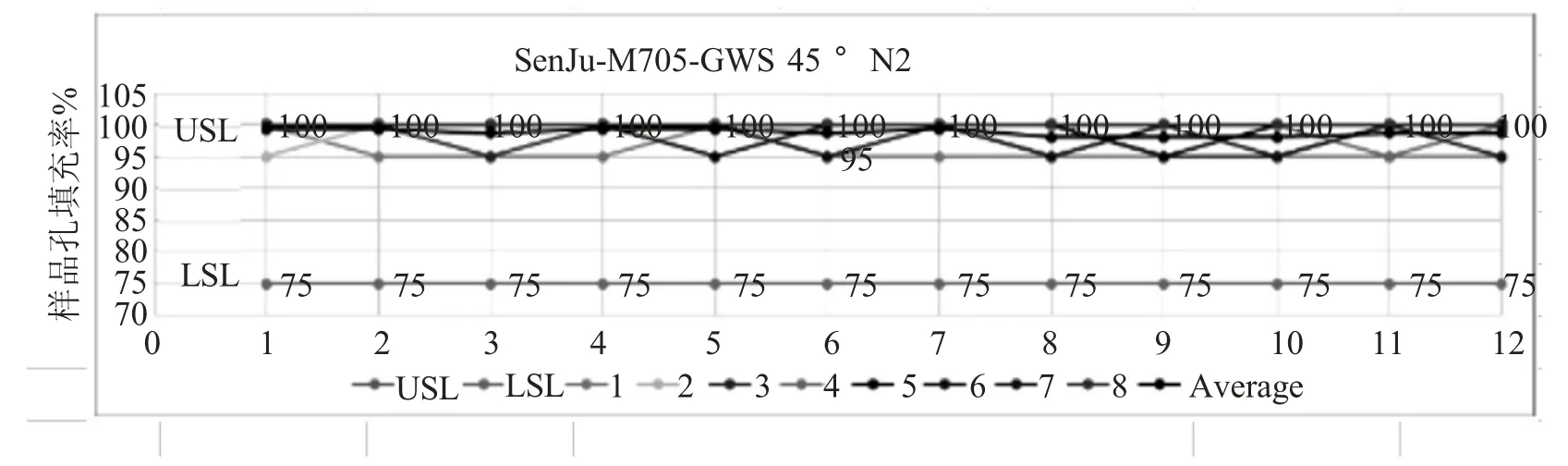
图14 SENJU M705-GWS 45°刮刀焊接后填充率的统计
Alpha OM 338PT 45°刮刀焊接后填充率的统计如下图15所示。
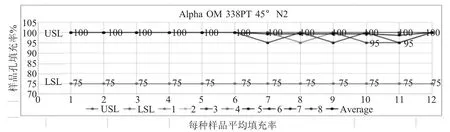
图15 Alpha OM 338PT 45°刮刀焊接后填充率的统计
AIM M8 45°刮刀焊接后填充率的统计如图16所示。
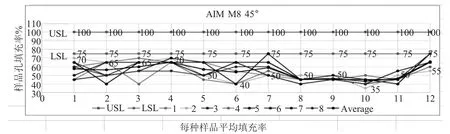
图16 AIM M8 45°刮刀焊接后填充率的统计
3.5 汇总统计
全部锡膏填充率数据汇总统计如表3所示。
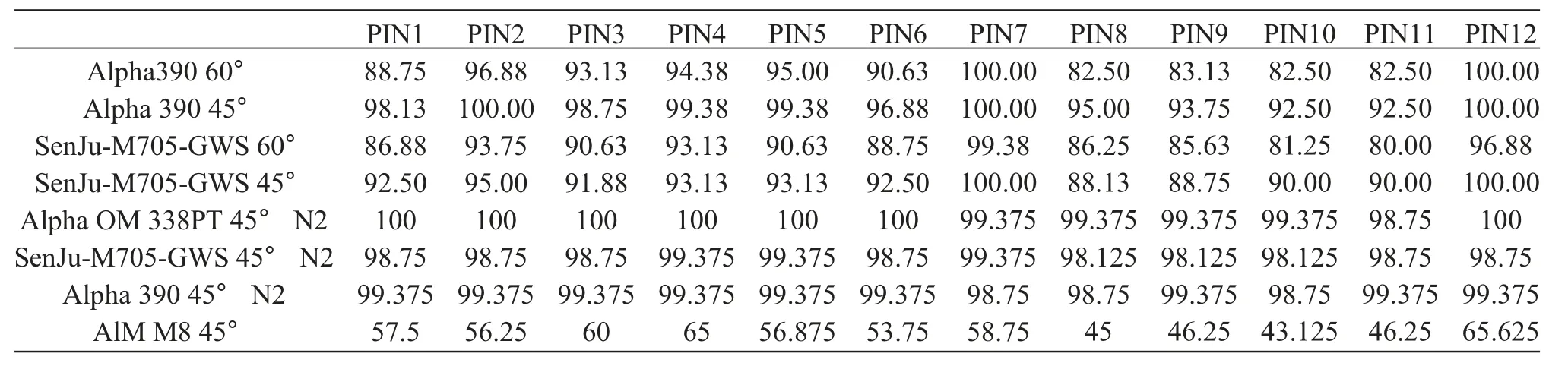
表3 锡膏焊接后填充率统计表
汇总后统计图如图17所示。
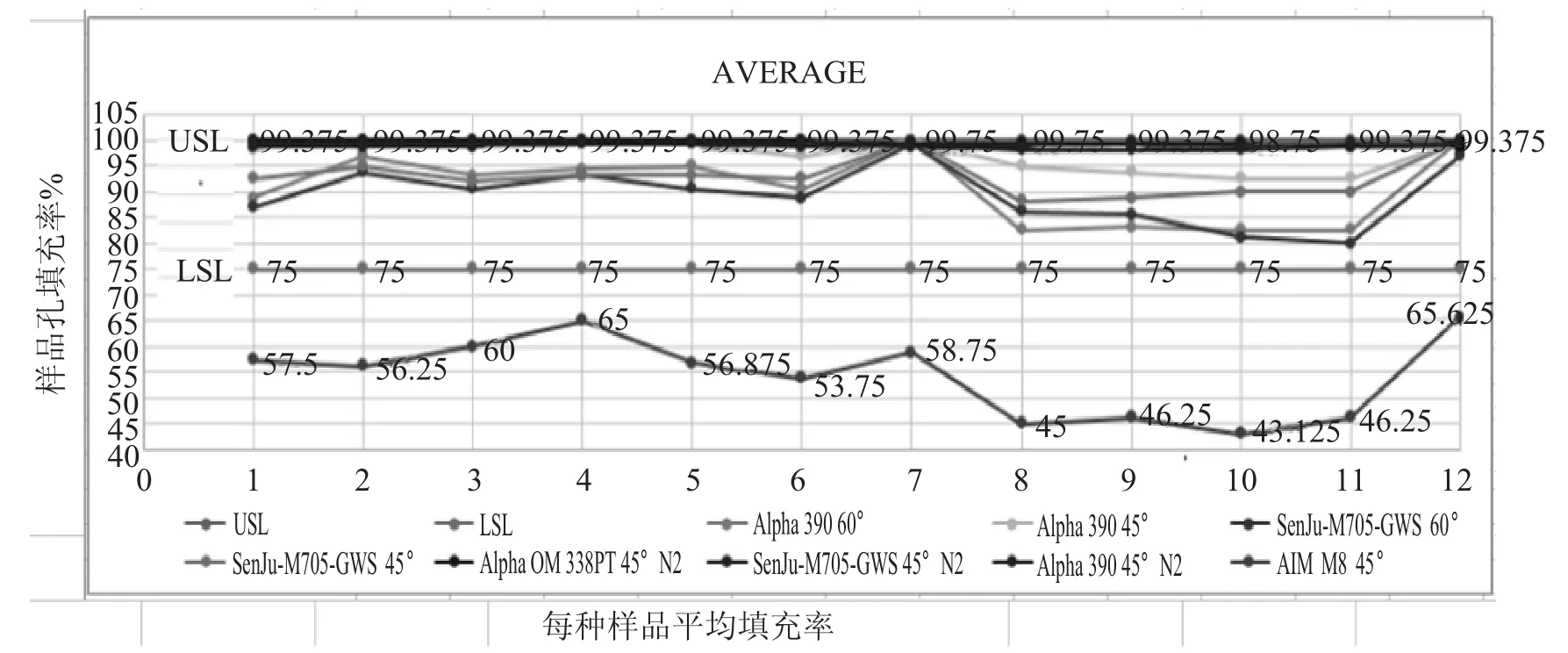
图17 每种锡膏焊接后平均填充率统计图
3.6 不同实验条件下的X-RAY测试统计图
Alpha锡膏OM 390焊接后的x-ray照片:尽管大部分都超过90%的填充率,但是极个别的PIN脚通孔气泡比较大,部分达到75%的极限点,如下图18所示。
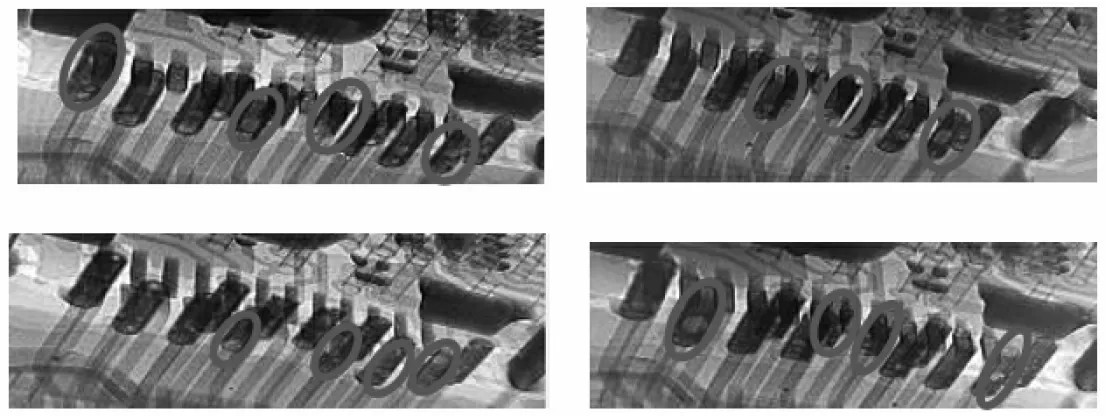
图18 Alpha 390焊接后的X-RAY检测图
Alpha 338PT锡膏焊接后的x-ray照片:从图19中可以看出焊接后空洞率完全满足IPC 3级的标准。
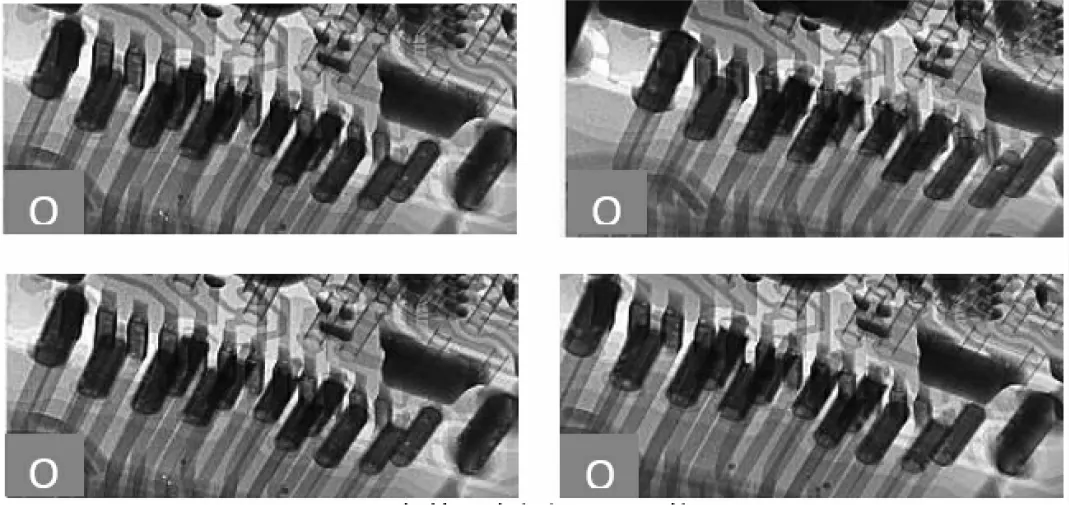
图19 Alpha 338PT焊接后填充率X-RAY检测图
焊接后的外观检测如图20所示:外观填充率达到100%的焊接质量要求。
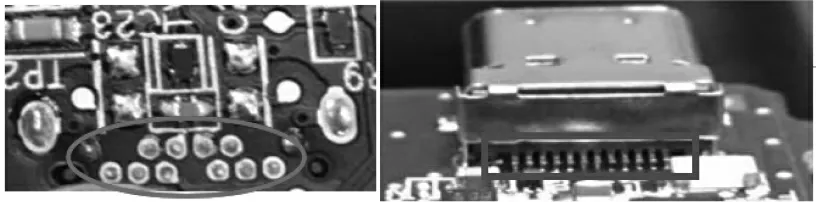
图20 Alpha 338PT焊接后填充率外观检测图
AIM M8的焊接锡膏焊接后的X-RAY照片如图21所示。尽管大部分都超过40%的填充率,但是极个别的PIN脚通孔气泡比较大,部分达到50%的极限点。
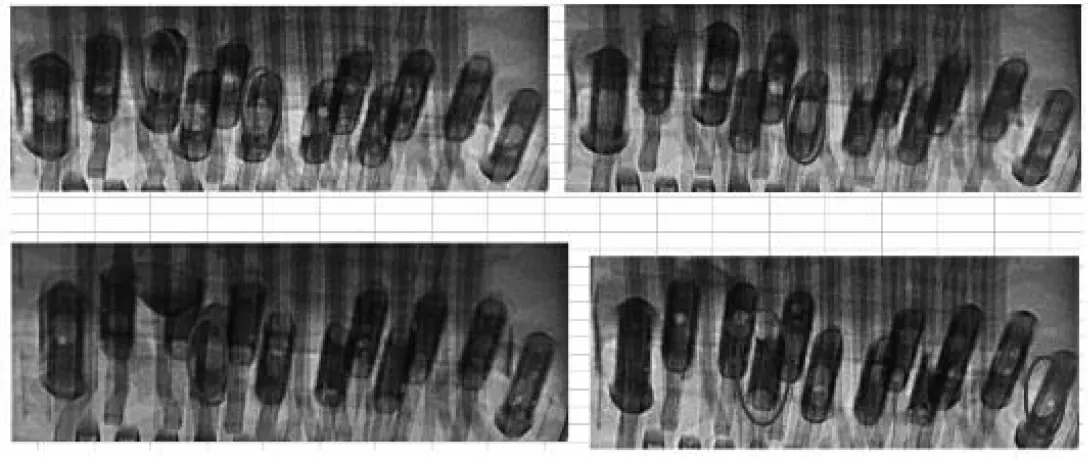
图21 M8锡膏焊接后X-RAY检测示意图
4 实验结论
通过验证得出以下结论:
(1)钢网的表面处理和开孔大小尺寸的改善虽然不是万能的,但是在短期内设计来不及更改以及生产时间要求紧急的情况下,也是解决问题的一个常用的有效方法,可以解决由于材料和设计引起的很多质量问题,为样品的生产及其准时交付减少了大量的时间。
(2)45°的刮刀的工艺改善具有两面性,虽然对通孔填充率有帮助,但是在fine pitch的材料上会导致锡膏量过多而短路,所以在常规生产中很少使用,或不建议使用,即使使用,钢网的厚度也不能定义太厚,具体还要根据PCB上零件的情况来决定。
(3)氮气的选用对帮助焊锡膏在通孔内的润湿性有很大的帮助,从而增大锡膏的浸润焊盘的能力。
(4)锡膏的因素是最主要的,不同品牌的锡膏由于助焊剂不同,会有不同的特性。选择一款适合产品的锡膏是关键和必要的,这不仅会保证产品的质量,还会提供良好的工艺窗口。当然,选择性价比最后的锡膏才是节省成本和时间的关键。
通过测试验证统计的外观和X-RAY的数据表明,通过以上几种措施的改善,成功解决了TYPE C的焊接填充率达到100%的客户需求,同时解决了焊接空洞和焊接锡珠问题,通过焊接后X-RAY照片的检测以及质量部门全面检测,完全符合客户要求,并且同时从中选出一组最佳的解决问题的工艺流程,为尼桑产品的两条线的顺利量产提供了最佳解决问题的工艺方案。
通过测试验证得知,影响焊接质量的因素有很多,单纯地考虑某一个主要因素并不能完全解决问题,所以使用鱼骨图的分析方法,从人、机、料、法、环方面进行分析,按照SMT的流程工艺,分别从最常用的方法、从钢网开孔的改善、印刷刮刀角度的选型、回流焊中氮气的使用以及锡膏的选型等几个方面进行工艺补偿,短期内解决了焊接质量问题,节省了样品生产的时间,节省了大量的成本,为解决问题设计不同测试验证方法,从而达到设计需要的目的。为遇到过或可能会遇到同类问题的同事提供参考依据,避免走更多的弯路,节省时间和费用。
猜你喜欢
钢管(2022年2期)2022-11-28
电镀与精饰(2022年11期)2022-11-15
电力科学与工程(2022年1期)2022-02-17
液晶与显示(2020年12期)2020-12-09
设备管理与维修(2020年9期)2020-06-01
有色设备(2020年2期)2020-05-18
设备管理与维修(2019年2期)2019-02-22
材料科学与工艺(2018年5期)2018-11-20
天津造纸(2016年1期)2017-01-15
商业评论(2016年1期)2016-02-17
