挤压膨化预处理工艺制备半脱脂蛋白粉
2021-07-29 04:04于殿宇江连洲张理博罗淑年刘立新
中国粮油学报 2021年6期
于殿宇 王 莹 陈 俊 程 杰 江连洲 杜 晶 张理博 罗淑年 刘立新
(东北农业大学食品学院1,哈尔滨 150030)(九三集团惠康食品有限公司2,哈尔滨 150069)(肇东市东龙节能新技术有限公司3,肇东 151100 )
米糠是稻谷在碾米过程中从糙米粒的外层获得的副产物,其总质量约占糙米的10%,米糠中含有约12%~22%的油脂[1],23%~28%纤维。米糠脂质含有较多的不皂化物[2],且富含蛋白质、纤维素和矿物质[3-5],具有很大的开发潜力,同时米糠中还含有高营养价值[6-8]的生物活性物质,如生育酚、植物甾醇、多酚和谷维素等。但是米糠脱离糙米后直接与空气接触,脂肪酶被激活并作用于底物,迅速将米糠中的甘油三酯分解为脂肪酸,酸值快速升高[9],游离的脂肪酸在一定条件下会被分解为过氧化物,以及醛类、酮类物质等小分子物质,这些物质的存在会使米糠产生刺激性气味,造成米糠品质下降,降低副产物的利用价值。因此,使米糠中脂肪酶失活是米糠有效利用的前提。目前,米糠大多被遗弃,未得到充分利用。对米糠进行有效的加工处理,然后将其添加到动物饲粮中,可降低饲养成本[10]。充分利用米糠这一丰富资源作为饲料原料,使其成为高质量的饲料来源,具有重要的经济和环境意义[11]。
米糠是粉末度高的粉状类油料,用压榨法制油时由于其流动性差、容易堵塞榨膛,会导致料胚不易被压缩,难以形成正常的榨膛压力,出油效率和生产能力都不尽如意;而大豆在压榨过程中并不会产生同样的问题,但大豆中的纤维不够提供饲料所需的含量,而米糠中的纤维含量相对较高,并且价格低、生产成本低[12],因此将米糠与大豆混合,用挤压膨化机处理,由于物料在膨化机内存留时间较短,对保护原料的品质有利,易于储存,为后续产品的深加工提供了有利条件[13]。
目前常见的米糠稳定化方法有干热法、酶法、冷藏法、微波法、化学处理法及挤压膨化法等[14]。挤压膨化法具有能耗低、工艺操作简便、自动化程度高的特点,而且挤压机处理量大,生产周期短,更适合工业大规模生产[15,16]。挤压膨化法能够较大限度的保留米糠中的营养物质,将该技术应用于稳定化米糠经济有效,适合工业生产,不仅能够抑制酶的活性,延长米糠贮藏性能,且营养素损失较小。采用挤压膨化作为预处理方法,可以使米糠达到稳定化,便于后续生产和加工[17,18]。将物料挤压膨化处理后再进行榨油,能得到营养成分更高的油脂,得到的饼粕制成饲料,既能提高米糠的利用率,又能得到营养价值更高的饲料[19]。
本研究以米糠和大豆为原料进行破碎调质,通过挤压膨化机使物料中的油脂外露,经榨油机榨出部分油脂,剩余部分制成含有一定油脂的蛋白粉。挤压膨化过程中以原料的脂肪酶残余活性为指标,对挤压膨化过程的主要参数进行优化,并对挤压膨化效果及产品质量进行了分析,以期得到低变性并且含有一定量油脂的蛋白粉,将其用作动物饲料,既能增加饲料品质,又提高了米糠的利用率。
1 材料与方法
1.1 材料与试剂
新鲜米糠(初始脂肪酶活 1.514吸光度/g,含油率17.9%,蛋白质质量分数14.3%);大豆(初始脲酶活性 5.44 U/g,含油率18.2%,蛋白质质量分数41.6%);对硝基苯酚基月桂酸酯(PNPL);Triton X-100;阿拉伯胶;其他试剂均为分析纯。
1.2 仪器与设备
双螺杆挤压膨化机FT36,电机功率5.5 kW,产量20 kg/h;INSTA-PRO 5005型榨油机,产量15 t/d;半自动定氮仪K1301。
1.3 实验方法
1.3.1 半脱脂蛋白粉的制备方法

蛋白粉

毛油
米糠和大豆经过调质机调节成相同的含水量(14%)后按照一定的比例混合均匀,送入挤压膨化机,确定米糠和大豆质量混合比。将膨化后的物料(含水量7%)送入螺旋压榨机,在压榨温度130 ℃,压榨压力3.5 MPa的条件下,经螺旋压榨机榨出部分油脂。榨油后饼粕经过冷却处理,再进行粉碎,从而制备半脱脂混合蛋白粉,细度为100目,降至室温后贮藏。
1.3.2 物料中米糠和大豆混合比例的确定
新鲜米糠粉碎后过60目筛,大豆破碎成4~5瓣,然后分别调节米糠和大豆的水分含量。将米糠和大豆按1∶9、2∶8、3∶7、4∶6、5∶5的比例进行混合。以大豆为主原料,新鲜米糠为辅助原料,将新鲜米糠按一定比例添加到大豆中,以膨化机的电流为主要指标,确定新鲜米糠添加量。
1.3.3 挤压膨化预处理制备半脱脂蛋白粉的单因素实验
将米糠和大豆按照3∶7的质量比混合均匀后,然后调整物料含水率分别为10%~18%,充分湿润后,在挤压筒温度125~165 ℃、螺杆转速70~150 r/min、模孔孔径16~24 mm 条件下,缓慢均匀加入混合物料进行挤压处理,处理后样品粉碎过筛,然后测定脂肪酶活性。
1.3.4 响应面优化实验
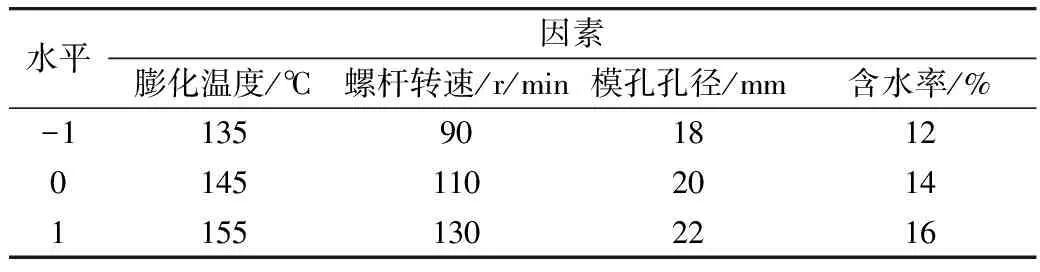
表1 因素水平表
1.3.5 挤压膨化效果的研究
将挤压膨化预处理前后的物料样品黏贴到样品载物台上,然后放入镀金仪器中对样品喷碳镀金处理,在离子溅射仪工作距离50 mm、真空度0.05 mbar、 电流控制在30 mA、溅射时间40~60 s、电子枪加速电压20 kV条件下,观测样品的组织微观结构。
1.3.6 半脱脂蛋白粉贮藏稳定性
将半脱脂蛋白粉在常温下保存12周,每两周取出样品2.0 g测定半脱脂蛋白粉的氮溶解指数(NSI)。在常温下避光贮藏,每隔5 d用石油醚浸泡半脱脂蛋白粉过夜(12 h),浸泡液过滤于已预称重的碘量瓶中,旋转蒸发回收石油醚,擦净碘量瓶表面,分离出油,测定酸价和过氧化值。
1.3.7 主要指标的测定
1.3.7.1 脂肪酶活性的测定
参考文献[20],准确称取2.0 g物料置于50 mL离心管中,加入磷酸钠缓冲液(0.1 mol/L pH=7)10 mL,于25 ℃超声振荡40 min,混合液以4 000 r/min离心10 min,上清液即为脂肪酶提取液。取0.2 mL上清液于另一离心管中,加入0.2 mL溶液A (0.1 g PNPL溶解在30 mL异丙酮中)和3 mL溶液B (0.4 g TritonX-100+0.1 g阿拉伯胶溶解在90 mL 0.1 mol/L pH=7的磷酸钠缓冲液中),混合后置于35 ℃超声振荡反应45 min,然后置于沸水浴灭酶20 min,冷却后,以5 000 r/min离心10 min,取上清液于410 nm处测定吸光度。 另取一份脂肪酶提取液先于沸水浴中灭酶20 min后进行如上操作作为空白对照。脂肪酶的酶活力及脂肪酶残余活性如下式:
脂肪酶活力=(A410×10)/W
脂肪酶残余活性=(挤压膨化处理后的酶活力/挤压膨化处理前的酶活力)×100%
式中:A410为吸光度,W为样品干基质量/g, 10为稀释倍数。
1.3.7.2 脲酶活性的测定
采用GB/T 8622—2006 规定的滴定法测定;NSI值的测定参照GB 5009.5—2016 进行测定;残油率的测定参照 GB/T 14488.1—2008进行测定;水分的测定采用GB 5009.236—2016测定;酸值的测定按照GB 5009.229—2016 来进行检验;碘值按照GB/T 5532—2008 来进行检验;不皂化物含量按照GB/T 5535.—2008进行测定;过氧化值按照GB 5009.227—2016 来进行检验;维生素E含量测定按照GB/T 26635—2011;粗纤维含量测定采用GB/T 5512—2008。
1.3.7.3 谷维素及植物甾醇含量的测定
采用液相色谱-质谱联用方法对γ-谷维素进行了鉴定和定量。γ-谷维素由Agilent Mass Hunter软件并根据标准中指定的保留时间进行鉴定。采用气相色谱-质谱法(GC/MS)对甾醇进行了定量和鉴定,其保留时间和质谱图,通过SIM(单离子监测)模式对植物甾醇进行鉴定和定量。
1.4 数据统计分析方法
所有指标的测定都重复3次,实验结果以平均值和标准误差值来显示,数据采用 Origin 7.5与Design Expert 8.0.6 进行分析和绘制。用SPSS 17.0进行ANOVA单因素方差分析,并检验数据的差异显著性(P<0.05)。
2 结果与分析
2.1 新鲜米糠和大豆质量混合比的确定
以大豆为主原料,新鲜米糠为辅助原料,将新鲜米糠和大豆按1∶9、2∶8、3∶7、4∶6、5∶5的质量比例添加到挤压膨化机中,以双螺杆挤压膨化机的电流为主要指标,确定新鲜米糠和大豆的最佳混合比。
随着米糠添加量的升高,混合比为5∶5时,混合物料在挤压膨化机中,电流达到了额定功率,挤压膨化机的额定电流为14.47 A。随着米糠添加量的增加,电流升高,这是因为米糠中的纤维含量高,物料的压缩比大,导致膨化机的电流增大。我们通过添加不同的混合比观察挤压膨化机的电流变化,考虑到挤压膨化机的工作状态及寿命,负荷喂料以达到最佳膨化效果,膨化机主电机电流可以达到额定电流的85%;以挤压膨化机11.5 A的电流,确定了米糠和大豆最佳混合比为3∶7。
2.2 挤压膨化条件对物料中脂肪酶残余活性的影响
研究了不同的物料含水率、膨化温度、螺杆转速、模孔孔径对物料中脂肪酶残余活性的影响,结果如图1所示。
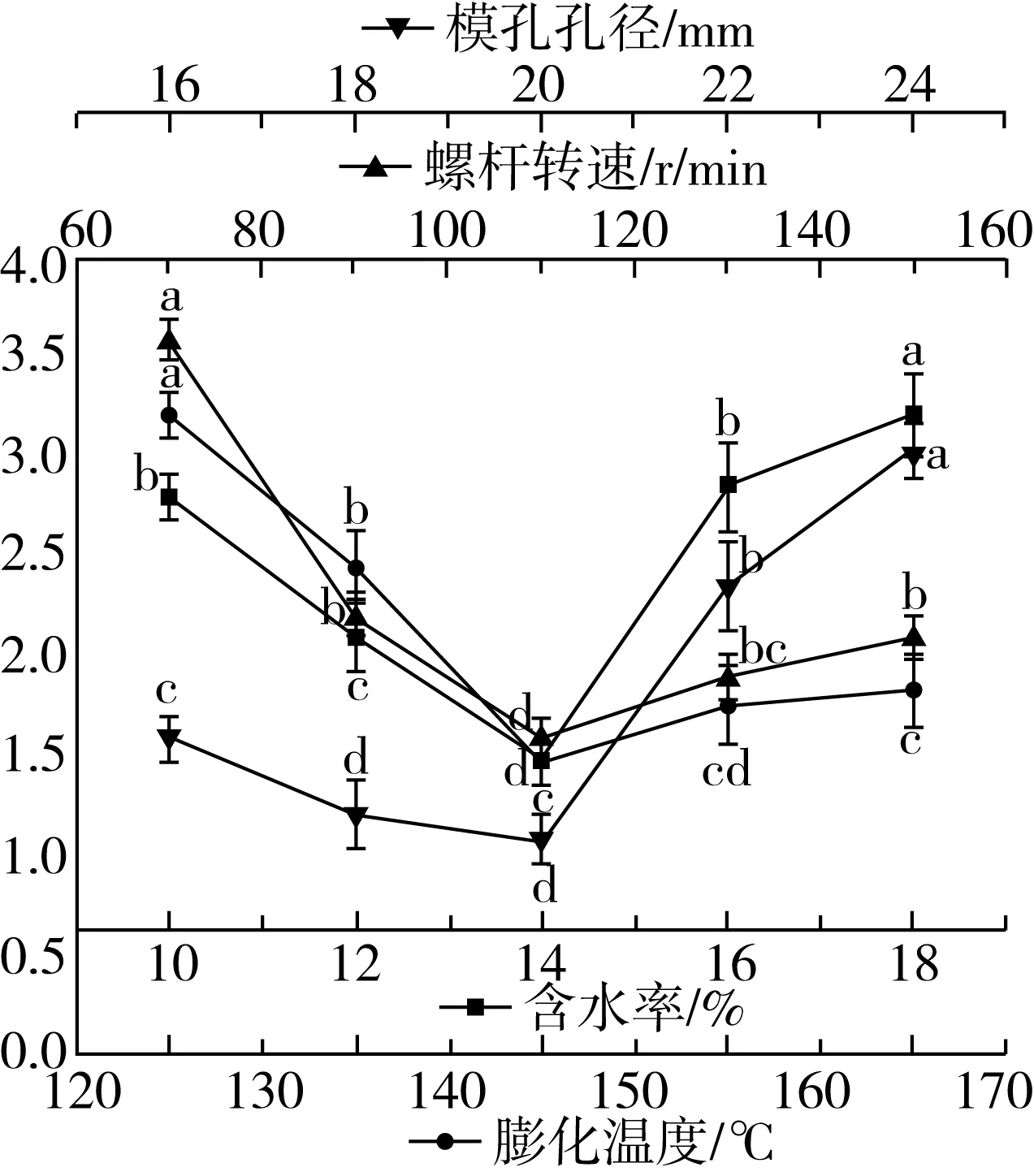
图1 物料含水率、膨化温度、螺杆转速、模孔孔径对脂肪酶残余活性的影响
由图1可知,在含水率小于14.0%时,脂肪酶残余活性随含水率的增加呈逐渐减小的趋势,在含水率大于14.0%时,脂肪酶残余活性显著升高。这是因为含水率较低时,物料较干使得受热不均,导致酶活较高;含水率为14.0%时,脂肪酶残余活力最低,随着含水率的逐渐增大,物料的流动性更好,在模孔处的压力会突然减小,能顺利通过模孔,物料在机筒中的滞留时间变短,受热时间短,从而使脂肪酶残余酶活升高[21,22]。
随着膨化温度的升高,物料中的脂肪酶残余活性呈减小趋势,当温度低于 145 ℃时,脂肪酶残余活性降低趋势显著,当温度高于145 ℃时,脂肪酶残余活性有升高的趋势。这是因为随着膨化温度的升高,脂肪酶逐渐被钝化,一般来说,脂肪酶的活性会随膨化温度增加而降低,但是温度越高,膨化后的混合物物料颜色变深[23],使测定的吸光值变大,因此温度高于145 ℃时,测得的脂肪酶活性有所升高,由此结果可知,膨化温度对脂肪酶活性有很大的影响,选择膨化温度145 ℃作为后续挤压膨化工艺的条件。
随着螺杆转速的变化,混合物料中脂肪酶残余活性呈现先下降然后略微上升的趋势。这是因为螺杆转速影响了混合物料在挤压膨化腔内滞留的时间,低螺杆转速会导致混合的物料在机筒内受热时间较长,这加快了物料中脂肪酶的失活,但螺杆转速较高极大的缩短了物料在机筒内的滞留时间,由于受热不充分,脂肪酶残余活性又有略微的升高趋势[24, 25],因此将物料挤压膨化工艺的螺杆转速设置为110 r/min。
随着模孔孔径的增大,物料中的脂肪酶残余活性呈现先逐渐降低后又逐渐升高的趋势。当模孔孔径为16~20 mm时,脂肪酶残余活力逐渐降低,是由于孔径较小时,物料所受阻力较大,在机筒内停留时间较长,受热时间长导致米糠颜色加深,吸光度增大呈现出脂肪酶活力偏高,而模孔孔径较小时,物料容易堵塞。当模孔孔径为20 mm时,脂肪酶残余活力最低,孔径逐渐增大,出料阻力逐渐降低,物料在机筒内的滞留时间缩短,受热时间短,钝化脂肪酶活性的强度较低,脂肪酶残余活性逐渐升高。所以,应选择模孔孔径为20 mm。
2.3 二次回归方程的建立与分析
在单因素实验的基础上,采用Box-Benhnken中心组合设计,以膨化温度(A)、螺杆转速(B)、模孔孔径(C)、物料含水率(D)为自变量,以脂肪酶残余活性(R)为响应值设计四因素三水平响应面实验,实验设计方案及结果见表2。
利用Design Expert 8.0.6软件对实验结果进行方差分析,结果见表3(P<0.05为显著项)。将实验数据进行多元回归拟合,得到脂肪酶活性(R)对膨化温度(A)、螺杆转速(B)、模孔孔径(C)、物料含水率(D)的回归方程为:
脂肪酶残余活性/%=1.36-0.32A-0.25B+0.16C+1.24D-0.14AB+0.26AC+0.13AD+0.14BC+0.16BD-0.068CD+0.68A2+0.73B2+0.55C2+1.83D2

表2 响应面设计方案及实验结果

续表2
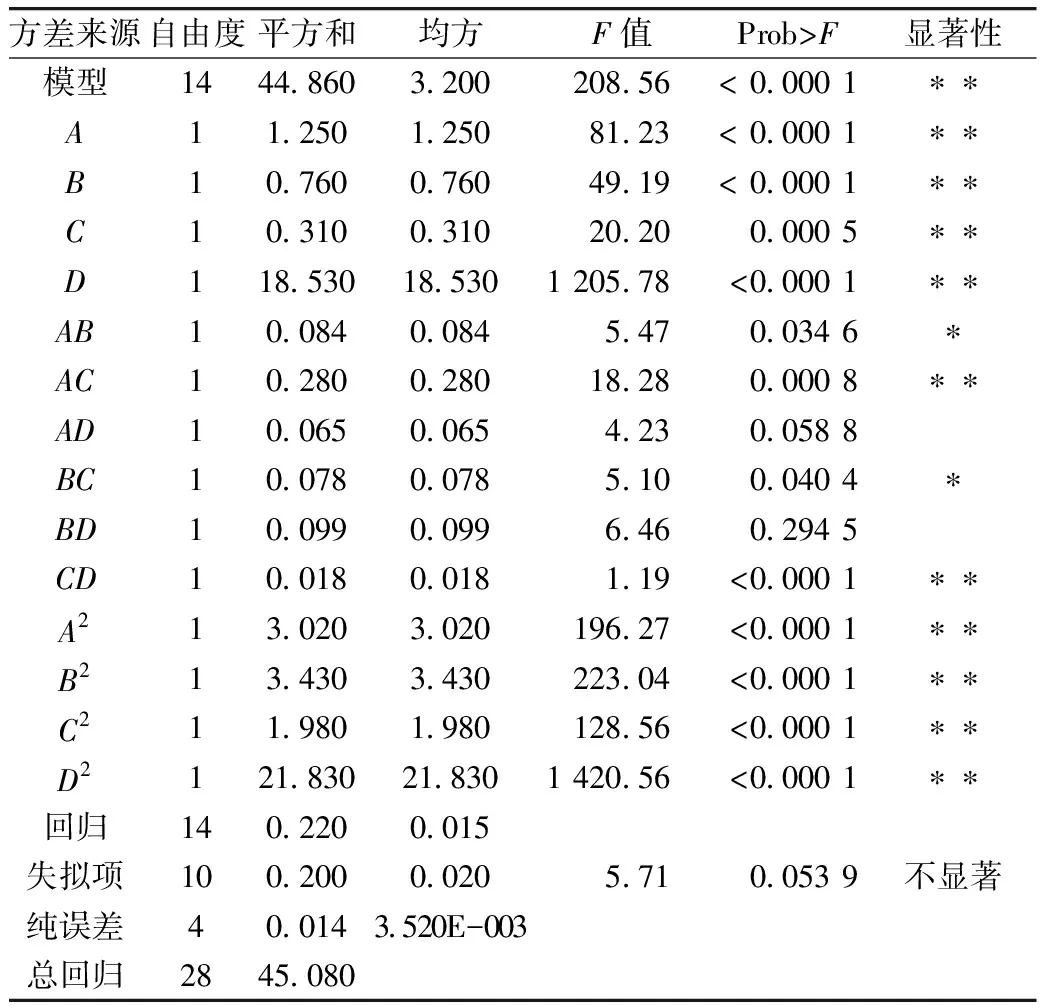
表3 方差分析结果

根据响应面结果可知,两个因素交互影响时,保持一个因素不变,脂肪酶残余活性随着另一个因素变化呈现先降低后增加的趋势,其中,膨化温度和螺杆转速、螺杆转速和模孔孔径之间交互作用较为显著,膨化温度和模孔孔径、模孔孔径和物料含水率之间交互作用极显著。通过实验设计优化得到挤压膨化处理物料过程的最佳工艺参数为膨化温度144.86 ℃、螺杆转速108.46 r/min、模孔孔径17.65 mm、物料含水率13.53%,该条件下脂肪酶残余活性预测值为1.187 22%。根据实际情况对工艺参数进行整理,得出整理值为膨化温度145 ℃、螺杆转速110 r/min、模孔孔径18 mm、物料含水率14%。为证明响应面优化出的条件下所得结果的可靠性,按照上述整理值进行三组平行实验,得到的脂肪酶残余活性为1.19%,预测值与实验值之间具有良好的拟合性,从而证实了模型的有效性。
2.4 透射电子显微镜分析
利用透射电子显微镜检测膨化后的物料组织结构,如图2所示。物料在挤压膨化机内受到挤压、剪切、加压、加温等作用,物料的细胞壁被彻底破坏,同时破坏了油脂和蛋白的紧密结合状态,油脂充分外露,小油滴大量聚集,多种酶类等有害物质得到钝化[26]。在挤压螺杆的末端,物料的急剧膨胀导致细胞内部具有更多的空隙度,油脂易于快速从膨化料中压榨出来,从而有利于预榨饼残油的降低。瞬时高温过程还避免了蛋白质的过度变性,提高了半脱脂蛋白粉的蛋白质量[27]。

图2 挤压膨化后的物料透射电子显微镜图
2.5 膨化后产品品质的测定
2.5.1 混合毛油的检测
将膨化后的物料(含水量7%)送入螺旋压榨机,在压榨温度130 ℃,压榨压力3.5 MPa的条件下,经螺旋压榨机榨出部分油脂,获得的毛油按照1.3.7中测定方法进行产品质量测定,检测指标结果如表4所示。
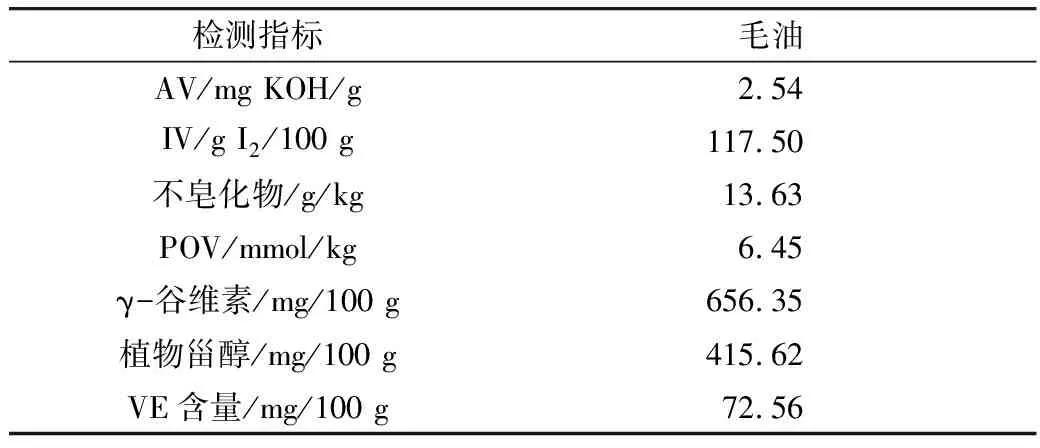
表4 毛油的检测指标
由表4可知,经过螺旋压榨获得的未精炼的毛油酸值和过氧化值较低,说明物料经挤压膨化后能够有效抑制脂肪酶的活性,避免了油脂被分解成游离的脂肪酸造成的酸价上升。并且由于米糠中γ-谷维素及植物甾醇被保存下来[7],这增加了毛油的营养价值,不仅能够减少米糠的资源浪费,而且提高了米糠利用率。
2.5.2 半脱脂蛋白粉的检测指标
榨油后饼粕经过冷却处理,再进行粉碎,从而制备半脱脂混合蛋白粉。将制备的半脱脂蛋白粉按照1.3.7中测定方法进行产品质量测定,检测指标结果如表5所示。
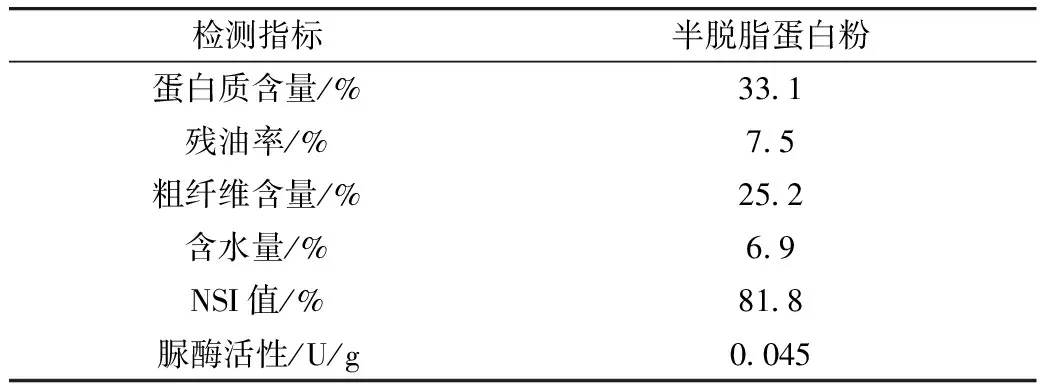
表5 半脱脂蛋白粉的检测指标
表5可知,米糠和大豆混合后经过挤压膨化处理再进行压榨粉碎后得到的半脱脂蛋白粉的蛋白质含量及NSI值较高,残油率及水分含量适中,脲酶活性低于标准值。半脱脂蛋白粉中含有的纤维可增强动物体内的肠道蠕动。利用富含纤维的饲料来提高动物的饲养[28],从而进一步增强肉类产品的品质。米糠中纤维含量丰富,但是其蛋白质溶解度差,难以被吸收,米糠和大豆的混合能够有效提高米糠产业的高值化。而且,不仅降低饲料企业的生产成本又能提高经济效益。由此可见,制得的半脱脂蛋白粉营养成分组成合理,用作饲料可以满足动物的生长需要。
2.6 半脱脂蛋白粉贮藏稳定性
由图4可知,半脱脂蛋白粉在贮藏过程中,NSI 整体下降。 在贮藏4周后,半脱脂蛋白粉的NSI值下降趋势变快,这是因为在贮藏期间蛋白粉的水分含量增加,导致蛋白质水解,降低了蛋白粉中可溶性氮的含量,进而蛋白粉的NSI值逐渐下降[29],由于米糠蛋白的溶解性差,而且半脱脂蛋白粉中存在植物甾醇、生育酚、谷维素等活性成分,提高了半脱脂蛋白粉的营养价值;将半脱脂蛋白粉贮藏30 d,半脱脂蛋白粉的酸价和过氧化值均随着贮藏时间的增加而持续增加,贮藏30 d后,半脱脂蛋白粉酸价和过氧化值分别为3.8 mg KOH/g、5.7 mmol/kg,这是由于空气中的水分会使油脂发生水解,酸值和过氧化值增加,导致油脂发生酸败变质,经挤压膨化处理后蛋白粉稳定性更好, 这是因为抑制了抗营养因子的活性, 使其能够更好地应用到饲料的加工生产[30]。本实验表明将一定量的新鲜米糠添加到大豆中,提高了半脱脂蛋白粉的贮藏期。

图4 随着贮藏时间的延长NSI值的变化
3 结论
通过挤压膨化机将一定量的新鲜米糠均匀混合到大豆原料中,钝化了新鲜米糠中脂肪酶的活性,降低了毛油的酸价、过氧化值。经螺旋榨油机压榨后半脱脂蛋白粉中脲酶活性符合饲料行业标准,经常温保存30 d后其过氧化值、酸价仍低于国家标准,12周后半脱脂蛋白粉的NSI含量有所降低。说明将一定量的新鲜米糠添加到大豆中,提高了新鲜米糠资源的利用率,降低了饲料成本,有利于缓解我国目前对大豆资源的依赖,同时又可以得到富含谷维素、生育酚及甾醇的油脂。
猜你喜欢
农村百事通(2021年31期)2021-12-13
中老年保健(2021年3期)2021-08-22
中国生殖健康(2020年4期)2021-01-18
农村百事通(2021年11期)2021-01-17
家庭医药(2020年1期)2020-02-10
中国生殖健康(2018年4期)2018-11-06
食品安全导刊(2017年18期)2017-02-01
武汉轻工大学学报(2014年1期)2014-04-26
食品工业科技(2014年15期)2014-03-11
中国有色金属学报(2011年2期)2011-11-03