
数控高速锯床加工H型钢拉伸试样的程序段设计及试验结果
2021-07-28 07:40宋小勇程亚南
理化检验(物理分册) 2021年7期
宋小勇, 程亚南
(马鞍山钢铁股份有限公司 检测中心物理站, 马鞍山 243000)
钢铁企业的发展必然伴随着新钢种、新产品的不断开发。小批量、多品种、快节奏已是当前市场的特点,在降本增效的大背景下,钢产品的各项性能指标均控制在一定的范围之内,没有过多的富余量,因此,对性能测试试样加工精度、取样位置的要求也比较高。原来的手动操作机床取样和人工测量,及附加一些数控机床的二次加工的加工形式,已越来越不适应目前准确、快节奏、短周期的工作要求,且之前采用鳄鱼剪剪切厚规格H型钢拉伸试样时,会使试样产生应变强化,导致试样抗拉强度偏高。数控高速锯床可以实现取样位置的自动定位,且可以实现一步成形,减少工序。为使数控高速锯床可以加工H型钢拉伸试样,笔者对D-450H型数控高速锯床[1]进行开发,通过对程序段进行设计,然后进行对比验证试验[2],验证此工艺加工出的H型钢拉伸试样是否满足要求。
1 程序段设计
D-450H型数控高速锯床程序段设计前期需要根据钢的种类和规格选择要使用的圆盘刀具,通过确定圆盘刀具的齿形及齿数进行分类划分,此外,可靠的夹持是保证试样加工精度的关键。笔者选择几个程序段设计并注解。
1.1 程序段3确定取样位置
当程序执行“工作台定位”功能后,工作台按照在触摸屏上设定的定位距离向后侧定位板方向产生位移;当到达设定的位置后,工作台停止位移并触发定位板伸出,此时就完成了“工作台定位”;此时工作台所对应的位置即是工艺上要求的从毛坯取样的位置。程序段3示意图见图1。
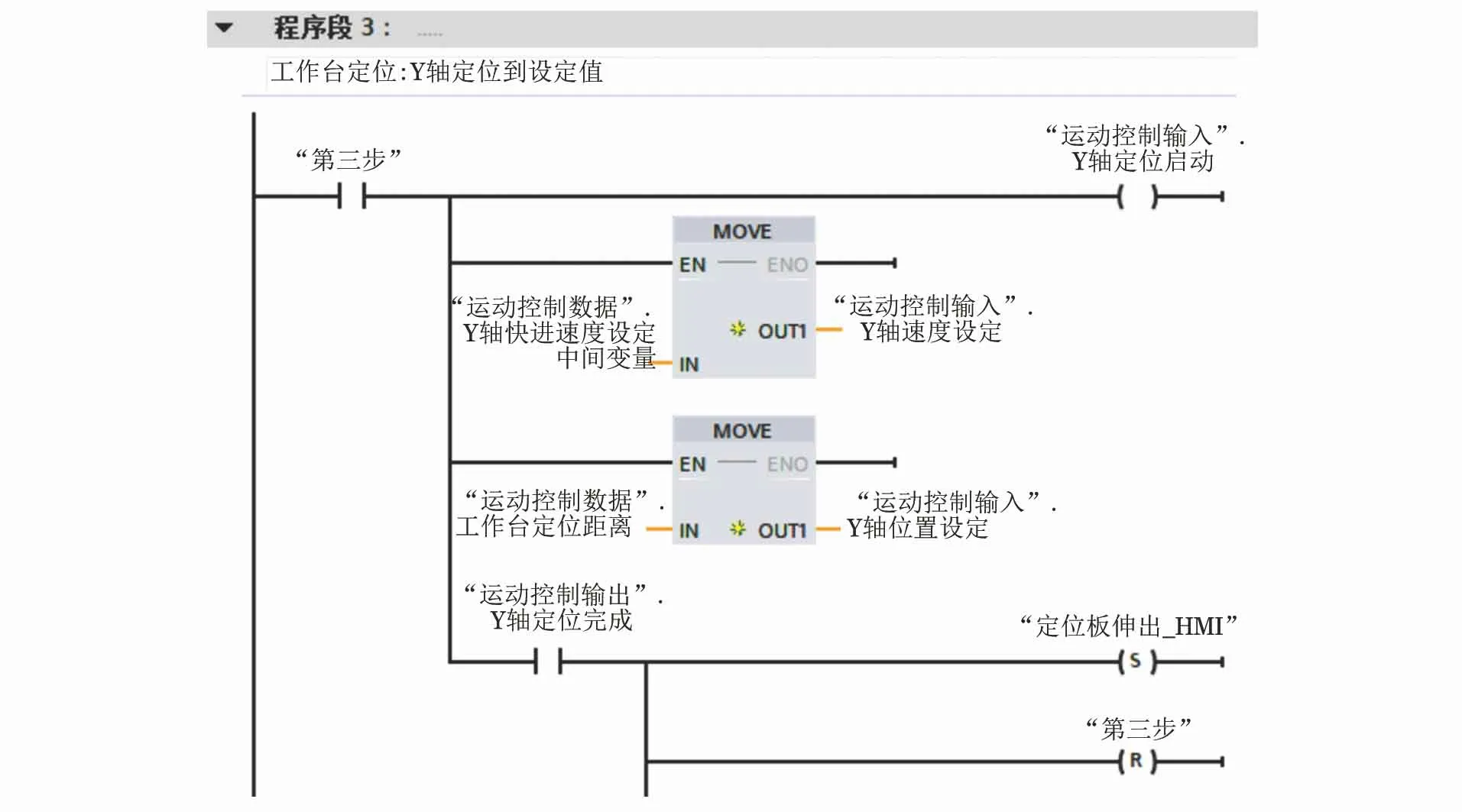
图1 程序段3确定取样位置示意图Fig.1 Schematic diagram of program segment 3 determinesampling location
1.2 程序段6进行第一次锯切加工
锯片沿X轴按照设定的速度和锯切长度进行锯切加工,同时启动“雾化润滑泵”和利用M503.7触发变频器比较实际电流和正常的工作电流;当锯片锯切到达锯切长度后,会停止运动,变频器停止对电流的比较。程序段6示意图见图2。

图2 程序段6进行第一次锯切加工示意图Fig.2 Schematic diagram of program segment 6 performsthe first sawing
1.3 程序段7避让试样
当第一次锯切加工结束后,M600.5触点会闭合,此时工作台会向外侧移动一个“避让安全距离”,从而避免“工件已加工表面”与锯片产生二次接触,保证工件已加工表面粗糙度满足要求;当工作台完成避让安全距离后,程序会关停“雾化润滑泵”(可减少切削油的无谓损耗)及停止“锯片的转动”(可减少锯片与锯切后的料头产生剧烈碰撞)。程序段7示意图见图3。
图3 程序段7避让试样示意图Fig.3 Schematic diagram of program segment 7 avoid sample
1.4 程序段10终止锯切
当锯片锯切阻力变大时,会促使变频器的电流变大,当大于设定的参考值时,会使“变频器过电流-中间变量”触点置位;当“变频器过电流-中间变量” 触点置位后,会使X轴终止锯切进给运动,并触发锯片沿X轴向原点O位置运动(即锯片终止锯切并退回到工件外侧),起到保护作用;当锯片到达X轴原点后,会终止当前的所有运动状态,消除所有的报警。程序段10示意图见图4。

图4 程序段10终止锯切示意图Fig.4 Schematic diagram of program segment 10terminate sawing
1.5 程序段11进行第二次锯切加工
当锯片到达第二锯的“锯切起点”后置位M601.1触点,锯片沿X轴按照设定的速度和锯切长度进行第二锯的锯切加工,同时启动“雾化润滑泵”和利用M503.7触发变频器比较工作电流;当锯片锯切到达锯切长度后,会终止当前的运动,关闭冷却泵并取消变频器对电流的比较。程序段11示意图见图5。

图5 程序段11进行第二次锯切加工示意图Fig.5 Schematic diagram of program segment 11 performsthe second sawing
2 试样机加工与拉伸试验结果的相关性
制样是通过剪、锯、车、铣、刨和磨等机加工方式将材料加工成符合标准要求的,但又不能因机加工而破坏材料的真实性能,其总原则是不要因机加工使试样受热或冷加工硬化而影响材料的性能,而且加工的精度一定要达到标准的要求[3-4]。机加工精度会直接影响力学性能的试验结果,以H型钢翼缘拉伸试验为例,主要有如下几个方面。
(1) 试样剪切过程中,当样坯厚度过厚时,剪切会使试样发生冷加工硬化,使得屈服强度和抗拉强度增大,据试验数据统计,厚度大于20 mm的样坯进行剪切时均会使试样发生微量冷加工硬化。
(2) 机加工试样表面粗糙度与拉伸试验结果有相关性,特别是对于塑性较差的材料,一般随表面粗糙度的增加, 材料的断后伸长率会下降,强度和塑性都有所降低。
(3) 拉伸试样的形状公差如果偏差过大,会使试样头部容易断,影响断后伸长率的测量结果。
3 对比验证试验
3.1 试验材料与试验方法
试验选用牌号为Q235的H型钢,尺寸有800 mm×300 mm×14 mm×27 mm和400 mm×200 mm×8 mm×13 mm两种,其翼缘厚度分别为27,13 mm。矩形拉伸试样及带肩拉伸试样分别取自同一轧制批号的H型钢样坯的翼缘1/6处,矩形拉伸试样使用两种加工方式进行加工,方法一为使用D-450H型数控高速锯床锯切,方法二为使用鳄鱼剪剪切→端面铣床铣削,均加工成GB/T 228.1-2010《金属材料 拉伸试验 第1部分:室温试验方法》中规定的标准拉伸试样,其中矩形拉伸试样16组,带肩拉伸试样8组,然后采用拉伸试验机进行室温拉伸试验。
3.2 试验结果与分析
拉伸试验前对试样尺寸进行测量,每根试样测量次数不少于3次,拉伸试验结果如表1~3所示。

表1 翼缘厚度为27 mm的矩形拉伸试样尺寸及试验结果Tab.1 Dimensions and test results of rectangular tensile samples with flange thickness of 27 mm
由表1~3可以得到以下结论。
(1) 加工方式对试样宽度尺寸公差、形状公差[5]的影响。对于厚板来说,方法一加工出试样的最大宽度尺寸公差为+0.18 mm,最小为+0.13 mm,平均值为+0.165 mm,最大形状公差为+0.14 mm,最小为+0.07 mm,平均值为+0.098 mm;方法二加工出试样的最大宽度尺寸公差为+0.15 mm,最小为+0.05 mm,平均值为+0.095 mm,最大形状公差为+0.11 mm,最小为+0.07 mm,平均值为+0.09 mm。对于薄板来说,两种加工方式加工试样的宽度尺寸公差及形状公差相差更小。总的来说,从尺寸公差、形状公差两个方面考虑,方法二的加工方式在宽度尺寸精度方面较方法一稍精确。但是标准中也给出规定,如果试样宽度公差不满足规定时,原始横截面积可以使用每个试样的实际测量尺寸计算得到,实际生产检验中原始横截面积就是使用实际测量尺寸进行计算得到的,所以方法一进行试样加工完全是可行的。
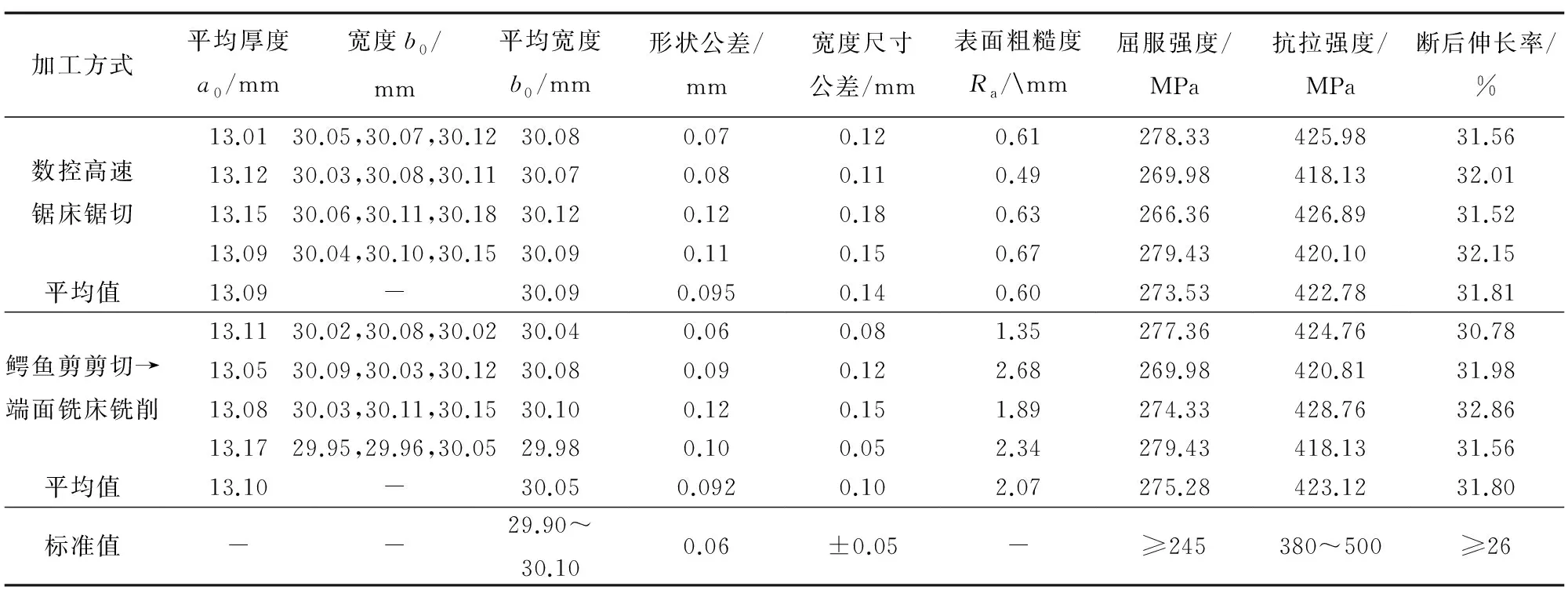
表2 翼缘厚度为13 mm的矩形拉伸试样尺寸及试验结果Tab.2 Dimensions and test results of rectangular tensile samples with flange thickness of 13 mm
(2) 加工方式对表面粗糙度[6]的影响。对于27 mm同等厚度试样来说,方法一加工的试样表面粗糙度Ra最小为0.52 mm,最大为0.71 mm;方法二加工的试样表面粗糙度最小为1.97 mm,最大为2.61 mm。所以,相对而言方法一加工试样的表面粗糙度更低。
(3) 加工方式对屈服强度、抗拉强度的影响。对于翼缘厚度为27 mm的H型钢来说,方法二加工所得试样的屈服强度平均值较方法一加工所得试样的高11 MPa,抗拉强度平均值高17 MPa;方法一加工试样的屈服强度平均值、抗拉强度平均值与表3中带肩试样的屈服强度平均值、抗拉强度平均值基本一致,相差2 MPa左右。对于翼缘厚度为13 mm的H型钢来说,两种加工方法加工出的试样其屈服强度、抗拉强度相差不大,且屈服强度平均值、抗拉强度平均值与表3中带肩试样的屈服强度平均值、抗拉强度平均值基本一致。

表3 带肩拉伸试样的试验结果平均值Tab.3 Average values of test results of shoulder tensile samples
(4) 加工方式对断后伸长率的影响。对于翼缘厚度为27 mm的H型钢来说,方法二加工所得试样的断后伸长率平均值较方法一加工所得试样的低。翼缘厚度为13 mm的H型钢,两种加工方法加工出的试样断后伸长率平均值基本一致。
4 结论
采用经过程序段设计的数控高速锯床加工出的H型钢拉伸试样在拉伸试验时基本不会发生应变强化,尺寸及形状公差均满足标准要求,抗拉强度、屈服强度及断后伸长率与鳄鱼剪剪切试样的基本一致,但其表面粗糙度更小,平均值仅为0.61 mm,且精度较高。因此,数控高速锯床锯切加工试样的加工方式更适合于大批量检验,可以提高检验效率;此外数控高速锯床锯切加工工艺更适用于厚规格拉伸试样的加工,能够确保检验数据的准确性。
猜你喜欢
中国建筑金属结构(2022年3期)2022-04-30
汽车实用技术(2022年7期)2022-04-20
科技创新与应用(2022年6期)2022-03-24
中学生数理化(高中版.高考数学)(2019年10期)2019-11-08
新课程·下旬(2018年7期)2018-01-19
专用汽车(2016年1期)2016-03-01
安徽冶金科技职业学院学报(2015年3期)2015-12-02
文理导航(2015年14期)2015-05-22
中学数学杂志(高中版)(2014年2期)2014-05-26
中国纤检(2009年3期)2009-03-25
