
DP780高强钢电阻焊接头维氏硬度测量不确定度评定
2021-07-28 07:45张祥瑞何国强尹孝辉
理化检验(物理分册) 2021年7期
张 洁, 张祥瑞, 何国强, 尹孝辉
(安徽工业大学 材料科学与工程学院, 马鞍山 243002)
双相钢板在汽车制造领域应用广泛,DP780钢作为高强双相钢的主要品种,在实现车身轻量化的汽车工业中具有十分可观的应用潜力[1]。研究板材连接技术对实现DP780高强双相钢生产应用意义重大,其中电阻焊由于具备理想的经济性和稳定的焊接接头力学性能等优点而被广泛应用,而焊接接头的失效模式与其显微硬度密切相关,因此,需要全面且准确地测量焊接接头截面的显微硬度[2]。
维氏硬度测量不确定度的评定是维氏硬度数据准确、可靠的保证。测量不确定度是用来表征被测量值分散性的一个定量概念,取代了过去的模糊概念误差一说,让检测工作更加规范和精准。通常不确定度越小,说明试验室检测水平越高[3]。
试验室应该具有对每一项有数值要求的测量结果进行测量不确定度评定的能力[4]。维氏硬度是材料力学性能测试的一项重要指标,其原理是将待测试样打磨后在136°正四棱锥体金刚石压头下保持一定的时间后卸载,通过用测试力除以压痕的面积计算得到该处的维氏硬度[5]。该检测过程涉及到测量与计算,目前对于DP780高强钢电阻焊接头维氏硬度试验测量不确定度评定工作的研究较少,而对维氏硬度测量进行不确定度评定工作可验证试验数据的科学性。
笔者利用型号为430SVD的数显显微硬度计通过直接评定法分别在DP780高强钢电阻焊接头的母材、热影响区及焊缝区各选择一个压痕进行维氏硬度测量和不确定度评定,详细地介绍了评定步骤,分析了维氏硬度测量不确定度的影响因素,验证了试验室的检测水平,为维氏硬度的测量不确定度评定工作提供参考。
1 维氏硬度试验方法
试验采用430SVD型数显显微硬度计,以DP780高强钢的电阻焊接头作为试验材料,按照GB/T 4340.1-2009《金属材料 维氏硬度试验 第1部分:试验方法》的规定,维氏硬度试验应在10~35 ℃下进行[6],该组试验在20 ℃(环境温度)下进行,试验力为9.8 N,压力保持时间设定为10 s,为获得科学可靠的数据,该组试验选用人工聚焦、人工测量模式,由试验室3个检测人员分别对DP780高强钢的电阻焊接头母材、热影响区及焊缝区压痕分别进行3次测量,然后通过直接评定法对该维氏硬度试验进行测量不确定度评定。
2 建立数学模型
经过科学分析,维氏硬度测量不确定度主要包括以下几种不确定度分量,两压痕对角线长度算数平均值d的测量误差不确定度分量u1(d);压痕测量装置允许误差不确定度分量u2(d);硬度计加载装置不确定度分量UE;数值修约不确定度分量Urou。其中两压痕对角线长度算数平均值d的测量误差不确定度分量用A类方法评定,其他不确定度分量用B类方法评定。
依据标准GB/T 4340.1-2009构建的维氏硬度数学模型为

(1)
式中:HV为维氏硬度;F为试验力;d为压痕直径的算数平均值。
3 测量不确定度评定
3.1 母材维氏硬度测量不确定度评定
3.1.1 分量的不确定度评定
试验室3个检测人员分别对DP780高强钢接头母材的同一压痕各进行3次测量,结果如表1所示,表中:d1为压痕直径1的测量结果;d2的为压痕直径2的测量结果。此次压痕对角线长度测量偏差较小,数据全部可以使用。

表1 不同检测人员测得的母材压痕对角线长度结果Tab.1 Results of indentation diagonal length in base metal measured by different testers mm
(1) 两压痕对角线长度算数平均值d的测量误差引入的不确定度u1(d)

该组试验n=9,自由度γ=n-1=8。
(2) 压痕测量装置引入的不确定度u2(d)

u1(d)和u2(d)分量不相关,故两压痕对角线长度d1和d2的算数平均值d测量误差的标准不确定度合成为

(2)

表2 压痕测量装置允许误差所引起的不确定度分量u2(d)Tab.2 Uncertainty component u2(d) caused by allowableerror of indentation measuring device

(3) 硬度计加载装置引入的不确定度UE

(4) 数值修约引入的不确定度Urou
由《材料理化检验测量不确定度评估指南及实例》[9]中表4-18查得,当试验力为9.8 N,维氏硬度为317 HV时,取修约间隔δ为1,数值修约不确定度Urou=0.29×δ=0.29。
3.1.2 合成标准不确定度Uc(HV)
以上分量相互独立,根据传播公式其相对合成标准不确定度为

(3)
式中:uc(HV)为合成标准不确定度;uc(xi)为测量分量xi的不确定度。
对式(1)构建的数学模型进行偏导运算可得:

(4)
合成标准不确定度为

(5)
试验力F为定值9.8 N,将已经评定的不确定度分量u(d),UE1,Urou代入式(5),计算得到母材维氏硬度测量不确定度的合成标准不确定度uc(HV)=4.35 HV。
3.1.3 拓展不确定度评定
取包含因子k=2,拓展不确定度U=2Uc=8.7 HV,根据JJF 1059.1-2012《测量不确定度评定与表示》和GB/T 4340.1-2009的要求,最终测量的不确定度有效数字保留到个位,现对测量结果进行数值修约,该次试验评定出的拓展不确定度U=9 HV。
3.1.4 置信区间
试验DP780高强钢接头母材的同一压痕维氏硬度算数平均值为317 HV,故最终置信区间为(308 HV,326 HV),符合GBT 4340.2-2012中表5规定的硬度计最大允许误差不超过±3%范围的要求[10]。
3.2 热影响区维氏硬度测量不确定度评定
3.2.1 分量的不确定度评定
试验室3个检测人员分别对DP780高强钢电阻焊接头热影响区的同一压痕各进行3次测量,结果如表3所示。因为压痕对角线长度偏差较小,数据全部可以使用。

表3 不同检测人员测得的热影响区压痕对角线长度结果Tab.3 Results of indentation diagonal length in heat affected zone measured by different testers mm
(1) 两压痕对角线长度算数平均值d的测量误差引入的不确定度u1(d)
该组试验n=9,自由度γ=n-1=8。
(2) 压痕测量装置引入的不确定度u2(d)
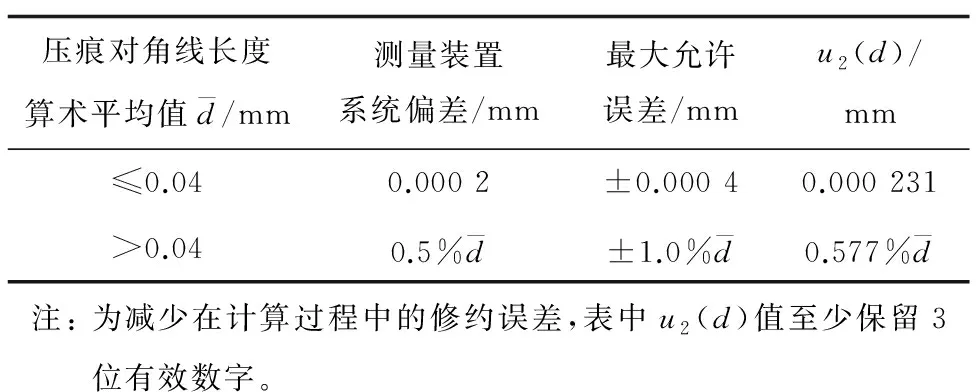
表4 压痕测量装置允许误差所引起的不确定度分量u2(d)Tab.4 Uncertainty component u2(d) caused by allowable errorof indentation measuring device

(3) 硬度计加载装置引入的不确定度UE

(4) 数值修约引入的不确定度Urou
由《材料理化检验测量不确定度评估指南及实例》[9]中表4-18查得,当试验力为9.8 N,维氏硬度为344 HV时,取修约间隔δ为1,数值修约相对不确定度Urou(HV)=0.29×δ=0.29。
3.2.2 合成标准不确定度Uc(HV)
以上分量相互独立,将不确定度分量u(d),UE,Urou代入式(5),计算得到高强钢电阻焊接头热影响区维氏硬度测量不确定度的合成标准不确定度uc(HV)=4.72 HV。
3.2.3 拓展不确定度评定
取包含因子k=2,拓展不确定度U=2Uc=9.44 HV;根据JJF 1059.1-2012和GB/T 4340.1-2009的要求,最终测量的不确定度有效数字保留到个位,现对测量结果进行数值修约,该次试验评定出的拓展不确定度U=9 HV。
3.2.4 置信区间
试验DP780高强钢的电阻焊接头热影响区的同一压痕维氏硬度算数平均值为344 HV,故最终置信区间为(335 HV,353 HV),符合GB/T 4340.2-2012表5规定的硬度计最大允许误差±3%的要求。
3.3 焊缝区维氏硬度测量不确定度评定
3.3.1 分量的不确定度评定
试验室3个检测人员分别对DP780高强钢电阻焊接头焊缝区的同一压痕各对角线长度进行3次测量,结果如表5所示。该次测量压痕对角线长度偏差较小,数据全部可以使用。

表5 不同检测人员测得的焊缝区压痕对角线长度结果Tab.5 Results of indentation diagonal length of weld zone measured by different testers mm
(1) 两压痕对角线长度算数平均值d的测量误差引入的不确定度u1(d)

该组试验n=9,自由度γ=n-1=8。
(2) 压痕测量装置引入的不确定度u2(d)


表6 压痕测量装置允许误差所引起的不确定度分量u2(d)Tab.6 Uncertainty component u2(d) caused by allowable errorof indentation measuring device

(3) 硬度计加载装置引入的不确定度UE
经国家专业计量单位校准,该试验所用硬度计的相对扩展不确定度为Urel,E=1.4%,由Urel,E=k×UE,k取2,则硬度计所引起的标准不确定度分量为UE=d×Urel,E/k=0.068 4×0.007=0.000 478 8。
(4) 数值修约引入的不确定度Urou
由《材料理化检验测量不确定度评估指南及实例》[9]中表4-18查得,当试验力为9.8 N,维氏硬度为396 HV时,取修约间隔δ为1,数值修约相对不确定度分量Urou(HV)=0.29×δ=0.29。
3.3.2 合成标准不确定度Uc(HV)
以上分量相互独立,将已经评定的不确定度分量u(d),UE,Urou代入式(5),计算得到高强钢电阻焊接头焊缝区维氏硬度测量不确定度的合成标准不确定度uc(HV)=4.82 HV。
3.3.3 拓展不确定度评定
取包含因子k=2,拓展不确定度U=2Uc=9.64 HV;按照JJF 1059.1-2012和GB/T 4340.1-2009的要求,最终测量的不确定度有效数字保留到个位,现对测量结果进行数值修约,该次试验评定出的拓展不确定度U=10 HV。
3.3.4 置信区间
试验DP780高强钢的电阻焊接头焊缝区的同一压痕维氏硬度算数平均值为396 HV,故最终置信区间为(386 HV,406 HV),符合GB/T 4340.2-2012中表5要求的硬度计最大允许误差±3%的要求。
4 测量不确定度评定报告
DP780高强钢电阻焊接头母材区的维氏硬度测量不确定度评定报告结果为317 HV,U=9 HV,k=2;热影响区测量不确定度评定报告结果为344 HV,U=9 HV,k=2;焊缝区测量不确定度评定报告结果为396 HV,U=10 HV,k=2。
5 结论
(1) DP780高强钢的电阻焊接头母材、热影响区及焊缝区维氏硬度测量不确定度分别为9,9,10 HV,均满足GB/T 4340.2-2012中表5要求的硬度计最大允许误差,表明该维氏硬度检测方法、检验水平能够满足国家标准的要求。
(2) 不确定度评定过程中,通过传播公式对uc(HV)的计算发现,与硬度计本身硬件设施误差相比,压痕对角线长度的测量对合成不确定度评定结果的影响更大。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
口腔颌面修复学杂志(2022年1期)2022-03-12
中华老年口腔医学杂志(2021年6期)2022-01-18
昆钢科技(2021年5期)2021-12-14
陶瓷学报(2021年4期)2021-10-14
科教创新与实践(2021年11期)2021-09-10
理化检验(物理分册)(2021年6期)2021-06-30
有色金属材料与工程(2021年2期)2021-05-20
建材发展导向(2019年22期)2019-07-21
故事会(2015年21期)2015-11-17
