
SUS304L用高韧性不锈钢焊材选择与性能研究
2021-07-28 01:01闵晓峰王元兴吴梦先潘伍覃侯华东
压力容器 2021年6期
闵晓峰,王元兴,吴梦先,潘伍覃,侯华东,蒋 杰
(1.武汉一冶钢结构有限责任公司,武汉 430415;2.中国空气动力研究与发展中心,四川绵阳 621000)
0 引言
SUS304L在深冷温度下具有较高的强度和优良的低温韧性,常用于制作液氮、液氧、LNG等深冷压力容器,是一种不可缺少的低温工程材料[1-4]。SUS304L焊接接头与母材相似,其抗拉强度和屈服强度随着温度的降低而提高,只要不误用焊材,焊接接头强度不是焊接的重点,但低温韧性远不如母材,属于薄弱环节[5-7]。
与SUS304L配套的焊材熔敷金属化学成分分类代号为308L(下面简称308L,其他类同),常规308L类焊材熔敷金属-196 ℃KV2约在24~50 J之间,经去应力热处理后,熔敷金属低温韧性会显著下降[8],难以达到GB/T 150—2011《压力容器》中7.2.3条中规定的31 J。而国内外一些项目设计要求产品去应力热处理后,焊缝金属-196 ℃,KV2大于50,60 J甚至80 J,采用常规308L类型焊材难以满足要求。
本文以不同型号的配套焊材为对象,重点研究焊缝金属-196 ℃,KV2及焊接工艺性能,以期选出几种与SUS304L合理配套的高韧性不锈钢焊材。
1 高韧性不锈钢焊材选择
影响不锈钢冲击韧性的因素有很多,但至关重要的是焊材熔敷金属中铁素体含量。采用熔敷金属为超低碳全奥氏体或超低碳、少量铁素体焊材是提高焊缝金属低温韧性最有效途径。按照不锈钢焊材熔敷金属化学成分分类,3系列熔敷金属为超低碳全奥氏体焊材有:316LMn,320,385,3155等,结合成本与焊接性考虑,焊接SUS304L高韧性焊缝最为合适的焊材为316LMn和385。高韧性熔敷金属的焊材需通过合金化控制,优化平衡Cr,Ni当量比,来降低铁素体含量,同时又保持一定的抗热裂纹敏感性,理论上最合适的不锈钢焊材为308L,316L,317L。
2 试验材料与方法
试验母材为鞍钢生产的SUS304L钢板,试验焊材选用大西洋E316LMn-15焊条、伊萨E385-16焊条、伯乐E317L-15(mod.)焊条、京雷E308L-16焊条、伊萨ER316L氩弧焊丝。钢板和焊材熔敷金属的化学成分见表1,2。根据化学成分计算Ni,Cr当量,按照WRC-1992相组分图计算出的熔敷金属中铁素体数FN见表2。

表1 SUS304L钢板化学成分Tab.1 Chemical composition of SUS304L steel plate %

表2 焊材熔敷金属化学成分(%)及铁素体数FNTab.2 Chemical composition (%) and number ferrite FN of deposited metal of welding consumables
使用上述焊材焊接5块试板,试板规格为500 mm×300 mm×40 mm,对称X形坡口,坡口角度为60°,焊接位置为立焊。焊条规格均为4.0 mm,ER316L焊丝规格为2.4 mm,多层多道焊,控制焊接线能量≤25 kJ/cm,控制层间温度≤120 ℃。试板焊后经无损检测合格后,统一进行570 ℃×1 h热处理,消除部分残余应力。
3 焊缝金属的组织
对5块试板的焊缝金属进行显微组织评定,观察位置为距离焊缝上表面1/4T处,如图1所示。


图1 焊缝金属微观组织Fig.1 Microstructure of weld metal
E316LMn-15和E317L-15(mod.)焊缝金属的金相组织为枝晶状奥氏体+微量铁素体,微量的铁素体存在于晶内和晶界,为图中黑色小点。E385-16焊缝金属的金相组织为枝晶状奥氏体+胞晶状奥氏体,属于典型的A凝固模式,由于在凝固时合金元素和杂质的偏析,而在高温时这些元素在奥氏体中的扩散能力又较弱,因而保留了在凝固时产生偏析的轮廓[9],一般为铬和钼的碳化物,在晶界聚集,也有少量析出物在晶内析出。E308L-16焊缝金属组织与E316LMn-15相似,少量铁素体分布在晶内,为黑色小点。ER316L焊缝金属为胞晶状奥氏体+少量铁素体,其中铁素体分布在晶界上,为典型的AF凝固模式。
焊缝金属的金相组织与计算出的铁素体数基本吻合,根据WRC-1992相组分图计算出的铁素体数小于实际铁素体含量,因此计算铁素体数为0的焊缝金属实际上仍可能含有微量铁素体。
4 焊接接头-196 ℃冲击试验
按照NB/T 47014—2011《承压设备焊接工艺评定》对试板制取焊缝和热影响区冲击试样,按照GB/T 229—2007《金属材料 夏比摆锤冲击试验方法》进行-196 ℃冲击试验,结果如表3所示。
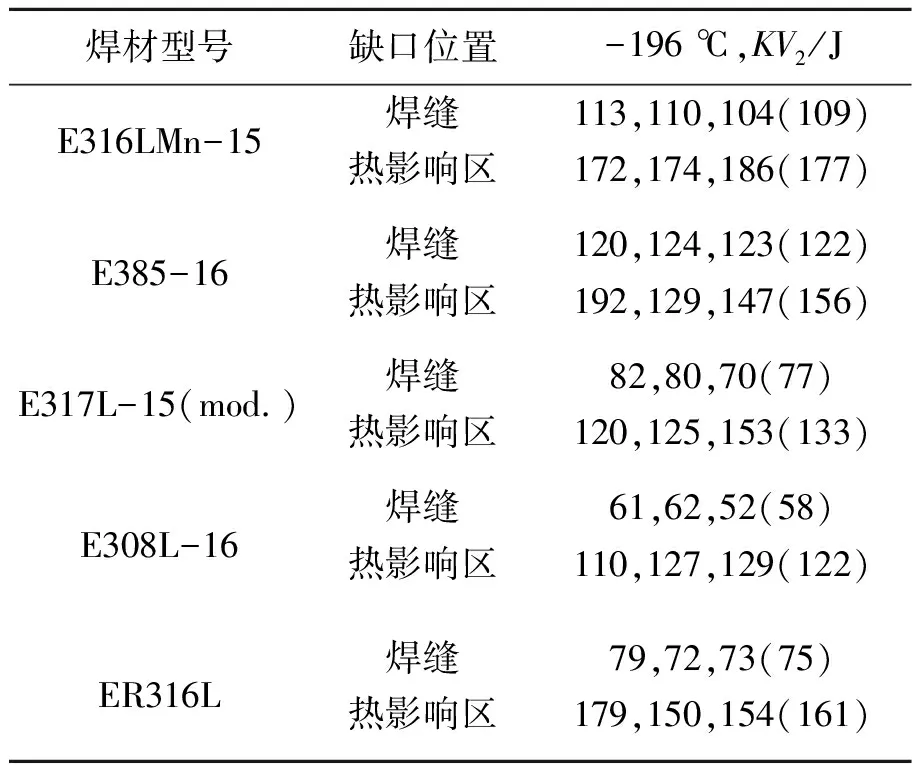
表3 焊缝和热影响区冲击吸收能量Tab.3 Impact energy absorption of weld and heataffected zone
热处理状态下,5种焊材焊缝金属-196 ℃,KV2均大于50 J,冲击吸收能量基本与铁素体含量成反比。E385-16焊缝为全奥氏体组织,冲击吸收能量最高。E316LMn-15和E317L-15(mod.)焊缝金属-196 ℃,KV2在70 J以上,但E317L-15(mod.)焊缝金属冲击值比E316LMn-15低30 J以上,这可能是由于E317L-15(mod.)焊条中Mo含量较高所致,Mo在奥氏体中的偏析倾向相对较强,过多的Mo含量会增加焊缝金属的低温脆性[10]。
本次E308L-16焊条通过提高Ni含量,焊缝金属低温韧性大幅度提高,低温性能优于普通308L系列焊条。ER316L焊丝虽然铁素体含量最高,但焊缝金属-196 ℃冲击值与E317L-15(mod.)焊条相当,这是由于TIG焊焊缝金属比较纯净,含有最少量的显微非金属夹杂物,在各种温度下均具有优良的韧性[11]。
5块试板热影响区-196 ℃,KV2均在120 J以上,具有非常大的裕量,这与钢板优异的性能有关。同时,奥氏体不锈钢与碳钢相比,高温热影响区非常窄,不属于焊接接头的薄弱环节。从图2可以看出,SUS304L焊接接头截面腐蚀后基本看不到热影响区,而碳钢十分明显。

(a)SUS304L (b)Q345E
5 不锈钢焊条的焊接工艺性能
5.1 脱渣性
按照GB/T 25776—2010《焊接材料焊接工艺性能评定方法》中第3.2.2条中的方法测试4种焊条的脱渣性,试板尺寸为400 mm×200 mm×16 mm,钝边为2 mm。采用2 kg的铁球在离试板1.3 m高处以初速度为零的自由落体状态锤击试板中心,酸性焊条连续锤击3次,碱性焊条连续锤击5次,脱渣率见表4。2种国外焊条脱渣率很好,端头都有引弧剂,不易黏条;E316LMn-15焊条脱渣率较好;E308L-16焊条脱渣率稍差,但不影响焊接操作,4种焊条焊道成型均良好。

表4 4种焊条焊缝金属脱渣率Tab.4 Slag removal rate of four kinds of electrode weld metal
5.2 仰焊性能
采用规格为∅3.2 mm的4种焊条进行仰焊试验,试板尺寸为400 mm×300 mm×20 mm,仰焊前先采用氩弧焊进行双面打底焊,焊道成型如图3所示。

(a)E316LMn-15 (b)E385-16
从图3可以看出,伊萨E385-16焊条焊道最为平整;其次是E317L-15(mod.)和E308L-16焊条,铁水铺展性较好,坡口两侧无深的沟槽,仰焊工艺性良好;大西洋E316LMn-15焊条,仰焊时容易黏条,对焊工技能要求高,如操作经验不足,容易出现夹渣缺陷。
6 压板对接焊接裂纹试验
为测试SUS304L采用4种焊条焊接时焊缝金属热裂纹敏感性,按照GB 4675.4—1984《焊接性试验 压板对接(FISCO)焊接裂纹试验方法》进行试验,试板尺寸为200 mm×240 mm×20 mm,组对间隙为3 mm,焊接线能量为30 kJ/cm,试验结果如表5所示。

表5 压板对接焊接裂纹试验结果Tab.5 Crack test results of butt welding of pressure plate
4种焊条的焊缝金属均未出现弧坑裂纹,但试板切割后断面均有不同长度的热裂纹。E316LMn-15焊条焊缝金属由于具有较高的Mn含量,抗热裂纹性能优异,E308L-16焊条焊缝金属含有一定量的铁素体,裂纹率较低。E385-16和E317L-15(mod.)焊条焊缝金属铁素体含量极低,裂纹率相对较高,但均在7%以下,焊接热裂纹倾向较小,但焊接过程中仍需要控制线能量,以免产生大量焊接热裂纹。
7 应用情况
E316LMn-15焊材熔敷金属为全奥氏体,低温韧性很好,抗热裂纹性能优异,用于SUS304L焊接时对N含量可不做要求。大西洋E316LMn-15焊条除仰焊性稍差外,其他位置焊接工艺性能良好,目前应用于某SUS304L设备承压壳体焊缝,效果良好。
E385-16焊条熔敷金属为全奥氏体,低温韧性优异。伊萨E385-16焊条焊接工艺性能优异,用于现场承压壳体合拢焊缝全位置焊接,焊接一次合格率在95%以上。
市场上E308L-××焊条、E317L-××焊条、ER316L焊丝Ni含量一般靠近标准下限值,焊缝金属-196 ℃,KV2难以达到50 J以上。京雷E308L-16焊条通过降低Cr,Ni当量的比值,减少焊缝金属中铁素体含量,焊缝金属-196 ℃,KV2大幅度提高,每批焊材复验结果均合格,但裕量不大,用于承压壳体T型加强圈、支座、筋板等外附件的全位置焊接。伯乐E317L-15(mod.)焊条为改进型焊条,Ni,Mn,N含量均高于标准值,铁素体含量极低,低温韧性和焊接工艺性能良好,用于现场承压壳体合拢焊缝全位置焊接。伊萨ER316L焊丝镍含量在13%以上,低温韧性良好,性能稳定,用于SUS304L设备所有全熔透焊缝的打底焊接。
8 结论
(1)在570 ℃×1 h的热处理条件下,化学成分分类代号为385和316LMn焊条,焊缝金属为全奥氏体,低温韧性优异且稳定性好,可用于SUS304L焊接接头要求较高的设备焊接。化学成分分类代号为308L,317L和316L的焊条和焊丝,通过优化平衡Cr,Ni当量的比率,降低铁素体含量,可以大幅度提高低温韧性,当控制铁素体数小于3时,焊缝金属-196 ℃,KV2稳定在50 J以上。
(2)焊缝金属为全奥氏体焊材焊接时,需要严格控制线能量,防止出现热裂纹,当焊材中Mn含量较高时,可以有效减少热裂纹的产生。
(3)SUS304L焊缝金属韧性要求较高,选用焊材时,需要对焊材低温性能、焊接工艺性能、焊材成本、设计要求及运行工况进行综合考虑,合理选用国内外熔敷金属为超低碳全奥氏体或超低碳、少量铁素体焊材,在保证质量的前提下,避免对焊材性能要求过高而增加成本。
猜你喜欢
金属热处理(2022年9期)2022-10-21
金属热处理(2022年9期)2022-10-21
电焊机(2022年8期)2022-09-09
金属热处理(2022年8期)2022-09-05
金属热处理(2022年4期)2022-04-19
金属热处理(2022年1期)2022-03-15
焊管(2022年1期)2022-02-11
科技信息·中旬刊(2018年5期)2018-10-21
机械制造文摘·焊接分册(2014年3期)2014-08-14
机械制造文摘·焊接分册(2014年3期)2014-08-14
