
热挤压无缝钢管橘皮缺陷分析
2021-07-27 10:47:24董亚彪马振华
山西冶金 2021年3期
董亚彪,马振华,牛 博
(山西太钢不锈钢钢管有限公司,山西 太原 030008)
热挤压无缝钢管橘皮缺陷是指在挤压钢管内表面呈现的像橘子皮表面形状的一种质量缺陷。橘皮缺陷主要出现在钢管长度方向的中部和尾部,其中尾部最为严重。头部非常轻微或者无橘皮缺陷。严重的橘皮缺陷主要通过后续工序的修磨将以消除,但介于修磨工序内修磨工艺的特点,尾部的橘皮容易修磨干净,但钢管中部的缺陷不容易消除。该缺陷在后续工序中拉拔工序的空拉工艺能将此缺陷消除,但是如果后续工序轧制或者拉伸,容易形成轧折或拉折,造成钢管报废。所以橘皮缺陷对后续工序工艺路线形成限制,并降低了无缝钢管的一次合格率和成材率。
1 橘皮缺陷形貌
从生产热挤压钢管以来,挤压荒管的橘皮一直都存在。如Φ306 mm壁厚20 mm、Φ273 mm壁厚15 mm、Φ250 mm壁厚20 mm、Φ194 mm壁厚15 mm、Φ140 mm壁厚14 mm等荒管的橘皮现象特别严重;在1Φ94 mm壁厚7 mm、Φ168 mm壁厚8 mm、Φ140 mm壁厚8 mm、Φ140 mm壁厚6 mm等规格也能看到橘皮,但其深度浅、尺寸宽度小、出现几率低,基本经过后续修磨工序、轧制或者拉拔道次即可基本消除。
图1是挤压荒管Φ250 mm壁厚14 mm酸洗前;图2是挤压荒管Φ140 mm壁厚11 mm酸洗后。其主要的表现特征为横向的如橘皮状的纹路,手指摸上去有凹凸不平的感觉。

图1 挤压荒管Φ250 mm壁厚14 mm酸洗前

图2 挤压荒管Φ140 mm壁厚11 mm酸洗后
2 橘皮的形成机制分析
2.1 挤压过程
图3为坯料在挤压筒中的示意图,从二次感应炉出来的坯料到挤压成荒管分为三个过程:
1)坯料镦粗:坯料的外表面和挤压筒内衬接触,坯料的内孔和挤压针接触。
2)坯料前端突破:坯料从镦粗后的坯料向荒管成型转变的过程。
3)平顺挤压过程。
2.2 褶皱纹形成机理
在挤压镦粗阶段,由于坯料的外表面和挤压筒内衬有5 mm的间隙,在镦粗的过程中必然会产生褶皱纹,同样坯料内孔和挤压针有10 mm以上的间隙,也会产生褶皱纹(见图3)。

图3 坯料在挤压筒中的示意图
在实际生产过程中坯料内外表面受力不可能绝对均匀,坯料表面的强度由于受到组织均匀性、加热均匀性、以及润滑均匀性的的影响也不会完全相等,这样镦粗的过程必然会受到剪切力的作用而在纵向上产生崎岖,横向方向形成凹凸不平即褶皱纹。在挤压过程中如果挤压较小,延展不够的情况下,褶皱纹无法完全消除,即产生橘皮。
3 橘皮现象形成机理
3.1 橘皮产生在大外径、厚壁管内
由于外径大、壁厚厚的管子,一般都挤压比均较小,由于其延展不够,无法完全消除褶皱而最终产生橘皮。
3.2 橘皮内表面产生
由于整个挤压过程,从镦粗的坯料到荒管的变形过程中,实质上是经过坯料外径减径来实现外径和壁厚的缩小而形成荒管,整个过程坯料内径的大小却和挤压针保持一致而未发生大的变化,换句话说就是荒管的形成过程主要是经过外表面的延展所实现的。
3.3 尾部橘皮很严重
从图3可以看出在镦粗的过程中,头部是挤压模一端为自由向,虽然没有突破,但坯料内外表面均会向挤压模一端流动,使得褶皱纹产生的机率大大缩小;而在坯料末端无自由向,故褶皱纹较多、较深。
4 各种因素对橘皮形成的影响
4.1 玻璃粉润滑
挤压机在生产材质为304规格为Φ250 mm壁厚14 mm的荒管时,二次感应炉都采用同一电炉,将二次感应后压余平台加大撒粉量,后用笤帚将玻璃粉扫平,连续3支均这样操作,荒管的橘皮无明显变化。
后分析玻璃粉内涂是不是撒的太多,故又减少粉枪喷撒次数(以前喷撒2~3次,当时要求操作工只撒一次),连续3支以上,未见荒管橘皮有明显变化。
从橘皮形成机理上分析,如果玻璃粉的润滑性较好,会提升钢管内表面的延展,从而减少橘皮的产生,上面的试验是对涂撒玻璃粉的量上进行的分析,后续应在玻璃粉本身的特性上做进一步的探索,以找到生产不同钢种,对应最适合的玻璃粉。
4.2 感应炉加热
生产的过程中,在荒管检验处发现一支荒管橘皮纹路很浅很细,下一支橘皮缺陷却比较严重。这两支钢管是由1号和3号二次感应炉分别加热的。图4为1号炉和3号炉生产的钢管尾端内表面对比图。
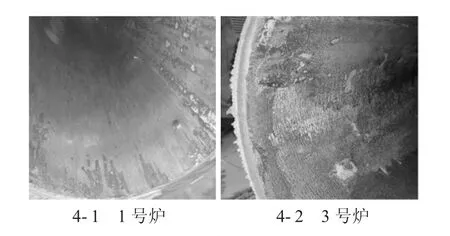
图4 1号炉和3号炉生产的钢管尾端内表面对比图
将1号和3号感应炉设定相同的目标加热温度为(1200±10)℃,加热功率为(600±10)kW,但是两台炉子实际的加热时间明显不同,1号炉的加热时间为2.5 min,3号炉的加热时间为4 min;保温时间均为1 min。
后又将1号炉的加热功率提高到(700±10)kW,缩短加热时间但橘皮并未减轻相反在加重,可见加热时间太长和太短均对坯料热物理性能有很大的影响,在实际生产中应寻找最佳的加热时间和保温时间,以便是坯料内部组织能够更加均匀,坯料的塑性和延展性也会更好,从而减少橘皮的产生。
4.3 扩孔后坯料与挤压荒管的挤压比
从表1中的数据对比可以看出,橘皮严重的大多是挤压比较小、大外径的厚壁管。

表1 橘皮缺陷严重度与挤压比的关系
4.4 挤压针和扩孔后钢坯内孔间隙
对于一些大口径的无缝钢管,生产实践中发现生产同系列同规格的无缝钢管,扩孔的内径越大,橘皮缺陷会越加严重。随着挤压针和扩孔坯料内孔的间隙增大,在坯料镦粗的过程中,坯料内表面在横截面方向失稳的风险在加大,故而其在内表面形成褶皱的可能性也越来越大。所以说生产实践的现象和坯料橘皮产生的机制理论是相吻合的。
5 预防橘皮缺陷的措施
1)增配扩孔锥及相关配套工模具,使扩孔后的坯料内径和挤压针外径差缩小,控制在8~10 mm之间。
2)对于特别小的挤压比的荒管,改变其工艺路径。
3)提高机械手将坯料运送到挤压筒入口的准确性和精确性。
4)对于挤压不同系列不同管径的钢管试验并设定最佳的感应炉温度、加热时间和保温时间。
5)由于感应炉的工况不同,使各个感应炉的参数可以单独设置。
6)玻璃粉的喷撒要均匀,但不是越多越好,能保证挤压后荒管表面覆盖即可。
7)针对不同的钢种选用不同的玻璃粉,以达到更好的润滑效果。
6 结语
通过对挤压过程的分解,分析每个过程中钢坯的变形特点,对橘皮的形成机理进行分析,找到橘皮形成的全部动态过程。然后根据该形成机制分别从玻璃粉润滑、感应炉参数的设定、挤压比以及针孔间隙对橘皮形成的影响,并制定了预防橘皮缺陷的措施。
猜你喜欢
保健医苑(2023年2期)2023-03-15 09:03:40
中国粉体技术(2022年5期)2022-09-06 10:03:36
轴承(2022年5期)2022-06-08 05:05:42
河南工学院学报(2021年3期)2021-09-27 12:08:44
中国粉体技术(2021年1期)2021-01-04 02:19:24
文化交流(2019年3期)2019-03-18 02:00:12
粉末冶金材料科学与工程(2017年4期)2017-09-06 13:21:16
Coco薇(2015年5期)2016-03-29 23:27:27
Coco薇(2015年5期)2016-03-29 23:24:41
Coco薇(2015年5期)2016-03-29 23:23:37
