
河钢宣钢1段喷嘴改造提高拉速生产试验
2021-07-27 10:47:20徐亮
山西冶金 2021年3期
徐 亮
(河钢河钢宣化钢铁集团有限责任公司二钢轧厂,河北 宣化 075100)
1 宣钢二钢轧厂连铸主要设备情况
河钢宣化钢铁集团有限责任公司(全文简称宣钢)150 t炉区1号连铸机为12机12流小方坯弧形连铸机,弧长10 m,断面150 mm×150 mm、165 mm×165 mm两种断面,主要钢种低合金系列。设计年产量200万t,该机采用全弧形连续矫直工艺,配置蝶式液压升降钢包回转台,全程无氧保护浇注,钢包下渣检测,结晶器液压面控制技术,结晶器电磁搅拌,连铸矫直技术,红外线自动定尺切割,装配水平是目前世界上流数最多,产量最高的小方坯连铸机之一。150 t炉区连铸机主要参数(见表1)。
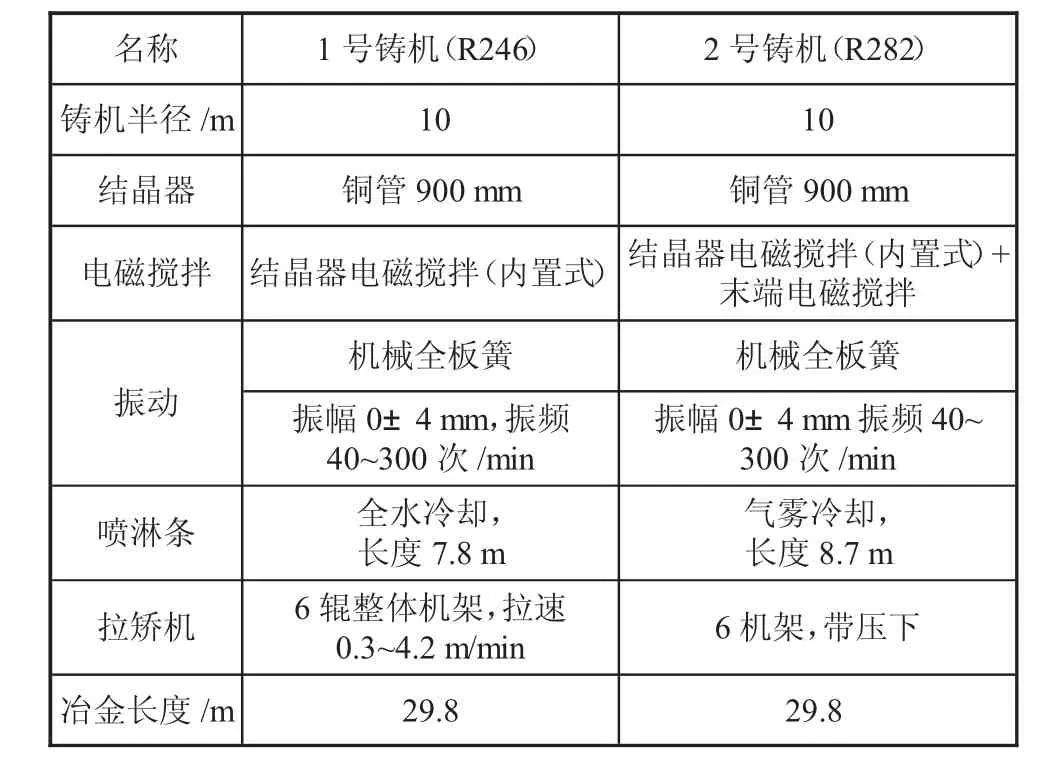
表1 连铸机主要参数
2 拉钢条件
宣钢二钢轧厂1号连铸机在改造之前,二冷喷嘴参数如表3,0段喷嘴采用不锈钢喷咀-1/4PZ9490QZ5,12个,1段喷嘴采用不锈钢喷咀-1/4PZ2665QZ5,52个,2段喷嘴采用喷嘴-1/4PZ2065QZ5,28个,比水量在0.80L/KG。在拉低合金HRB400EZT2(SY)拉速165断面达到2.4 m/min时,150断面达到2.6 m/min时有轻微脱方现象,并且中包连浇次数2次1段、2段喷嘴堵塞严重(见图1)。拉速在2.2~2.4 m/min时液面波动较大,漏钢拉断频率明显增加。
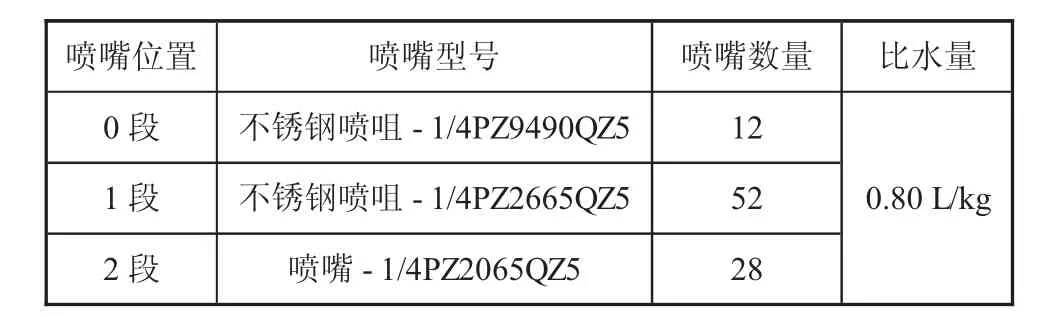
表3 改造前二冷喷嘴参数

图1 连浇2次后的1段喷嘴
1号机日产要达到7500 t,减去每月定修两次24 h,小修及日常工艺停机累计24 h,平均日产需达到8035 t才能完成目标任务。表2为对应断面及拉速(出钢量205 t)。
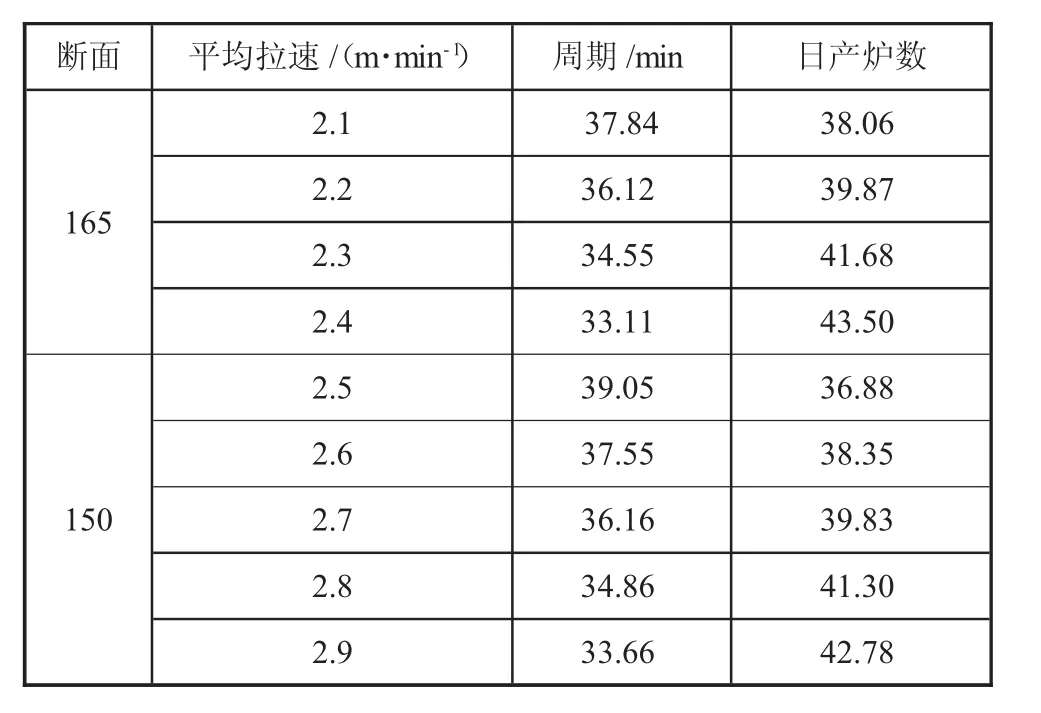
表2 断面及拉速对照表
由于开浇及连浇前两炉温度高,拉速慢,周期在45~50 min左右,正常浇注过程需165断面平均拉速达到2.4 m/min,150断面平均拉速达到2.8 m/min,才能完成生产目标。所以提高拉速是急需解决日产7500 t问题所在。提高拉速首先满足钢坯出结晶器时有足够的坯壳厚度,坯壳厚度在10~15 mm为安全拉钢范围。
3 出结晶器坯壳厚度
根据公式:

式中:e为坯壳厚度;K为凝固系数;h为结晶器有效高度;v为拉坯速度。
计算出拉速v分别为2.4 m/min和3 m/min,K=22 mm/min1/2,h=0.8 m时,坯壳厚度e:
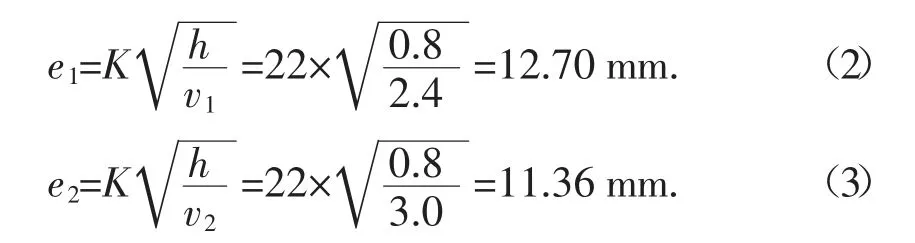
坯壳厚度在2.4~3.0 m/min都满足安全坯壳厚度要求。所以在现有的工艺下只要改善铸机铸坯的脱方和喷嘴的堵塞问题,就能满足日产7500 t的要求。
4 生产工艺优化与实践
4.1 喷嘴优化布置
二次冷却区内部的传热方式以喷嘴喷淋水、铸坯表面传热为主,具有可控性。二冷区应当具备较宽的流量调节范围、水量分布受流量变化的影响较小、较高的喷射速度,且易于蒸发、覆盖面大等。喷嘴冷却水与铸坯接触面积一般为喷嘴面积的3~5倍。相关研究表明,连铸二冷区的冷却对内部质量有一定的影响。冷却凝固不均匀,裂纹就会越来越多,对于高温区域会发生严重的偏析,通过根据喷嘴水量分布特性进行设定,控制喷嘴组合体的水量分布均匀,就能够避免对铸坯质量的影响。原先的1段喷嘴为不锈钢喷嘴-1/4PZ2665QZ5,2段喷嘴为喷嘴-1/4PZ2065QZ5,保持0段足辊不锈钢喷咀-1/4PZ9490QZ5不变,改1段喷嘴为不锈钢喷嘴-1/4PZ4065QZ5,2段喷嘴为喷嘴-1/4PZ4065QZ5,改善后的二冷比水量达到1.0 L/kG,二冷水增加量为129 m3/h。优化之后的喷嘴,堵塞情况明显改善,连浇次数可以增加到5次以上,经过生产试验165 mm×165 mm断面连铸机拉速达到2.7 m/min,没有明显脱方现象。
4.2 结晶器振动改造
原先设计的结晶器振动为全板簧振动机构,通过减速机上的偏心套和连杆使置于振动架上的结晶器上下振动,运行轨迹呈正弦波.振幅在线不可调,通过更换偏心套可以调整振幅。改变电机输出转速,可使振动频率在40~300次/min范围内进行调整。在改进之前振频超过180~190次/min时振动精度明显降低,偏摆量较大,液面波动不稳定,不能满足高拉速的需要。改造后电动缸控制,可实现非正弦振动,可在线调节结晶器振动的波形、频率和振幅,选择最佳的振动特性参数,从而在不同拉速下均可获得最佳的铸坯表面质量,满足铸坯高拉速需求。
4.3 降低中包过热度提高中包寿命
拉速稳定在2.4 m/min,从表3可以看出拉钢周期在33.11 min,由于钢包周转加快,放钢温度可以降低20℃,由于中包温度降低,中包耐材使用时间增加,中包过钢炉数也明显增加。据统计增加拉速后中包寿命提高到37.21炉/23.8 h,比原先增加3.41炉/1.8 h,月减少2对中包。
5 经济效益
5.1 降低放钢温度节约成本
转炉每降低1℃,吨钢节约成本0.325元,按照日产7500 t计算,则全年节约成本:0.325×20×7500×365=17793750元。
5.2 耐材节约成本
按照每月节省2对中包计算,没对中包成本10万元,则可节约成本:2×12×100000=2400000元。
5.3 投入成本
振动电缸改造投入费用单价5万元,12个在线使用,3个备用。则投入:15×50000=750000元。喷嘴单价与原类别喷嘴单价相同,不做计算。
则总效益为:17793750+2400000-750000=19443750元。
6 结语
宣钢经过生产过程中不断对连铸工艺的调整优化,1号机满足日产7500 t的同时,连铸浇注顺利,铸坯质量控制良好,并且节约成本19443750元。
猜你喜欢
山西冶金(2023年10期)2024-01-07 02:02:42
山东冶金(2022年2期)2022-08-08 01:51:30
华北理工大学学报(自然科学版)(2022年2期)2022-04-26 11:01:52
工程科学学报(2022年4期)2022-04-07 08:50:32
重型机械(2019年3期)2019-08-27 00:58:50
山东冶金(2019年2期)2019-05-11 09:12:18
中国科技博览(2017年48期)2017-12-13 18:21:56
中国科技博览(2017年48期)2017-12-13 08:48:50
四川冶金(2017年6期)2017-09-21 00:52:28
天津科技大学学报(2015年4期)2015-04-16 04:55:09
