不同热处理制度下Ti–22Al–25Nb合金惯性摩擦焊接头显微组织分析
2021-07-27 05:59:04祝文卉帅焱林刘佳涛
航空制造技术 2021年10期
赵 强,祝文卉,帅焱林,刘佳涛,张 利 ,王 冉,尚 震,刘 悦
(1.中国航发沈阳黎明航空发动机有限责任公司技术中心,沈阳 110043;2.沈阳航空航天大学材料科学与工程学院,沈阳 110136;3.东北大学材料各向异性与织构教育部重点实验室,沈阳 110819)
Ti2AlNb是以有序正交结构O相作为主要构成相的金属间化合物合金[1–3],该合金具有较高的高温强度和抗蠕变性能[4–5],并且密度较低,是镍基高温合金的替代材料之一,在航空航天领域具有广阔的应用前景[6–8]。
针对Ti2AlNb合金的焊接技术有电子束焊[9–10]、激光焊[11–12]、扩散焊[13–14]、线性摩擦焊[15]等。但是在工程化应用过程中,Ti2AlNb合金的连接技术仍然存在一些关键问题未被完全解决。张力军[16]研究了Ti2AlNb合金钎焊焊接接头,结果表明随着连接温度和时间的增加,Ti2Ni、Ti3Al和TiNi化合物增加,Ti基固溶体减少,使接头呈现脆性断裂特征,界面处出现裂纹,降低了接头强度。吴爱萍等[17]采用电子束焊连接不同板厚和不同形状Ti2AlNb合金,结果表明Ti2AlNb 合金电子束焊接接头产生了再热裂纹,其形成的原因主要为升温过程中,焊缝区B2 组织转变为O相,晶界处形成B2+O 双相析出层,在高的残余拉伸应力作用下,O 相基体与双相析出层的界面应力超过其结合强度而产生再热裂纹。
惯性摩擦焊是一种固相焊接技术,已被广泛应用到先进航空发动机核心转子部件的制造中[18]。惯性摩擦焊焊缝组织为锻造细晶组织[19–20],相比于电子束焊焊缝的柱状晶组织,惯性摩擦焊焊缝具有较低的裂纹敏感性,因此惯性摩擦焊技术是实现Ti2AlNb合金可靠连接的关键技术之一。国内外针对Ti2AlNb合金惯性摩擦焊已开展了一些基础研究[21],但是对于焊后热处理对Ti2AlNb合金惯性摩擦焊接头组织的影响尚未进行系统研究。本研究采用惯性摩擦焊连接Ti2AlNb合金,分析焊态和热处理后焊接接头的组织变化,重点研究不同热处理制度对Ti2AlNb合金惯性摩擦焊接头显微组织的影响。
试验及方法
试验材料为Ti–22Al–25Nb合金,该材料母材晶粒为等轴晶,晶粒尺寸为200~400μm,母材组织主要由B2相、O相和α2相构成,如图1所示,图中白色组织为B2基体相,灰黑色组织为α2相,呈颗粒状,灰色组织为O相,呈板条状,各区域相邻的O相板条趋于平行排列,试验用材料由钢铁研究总院提供。
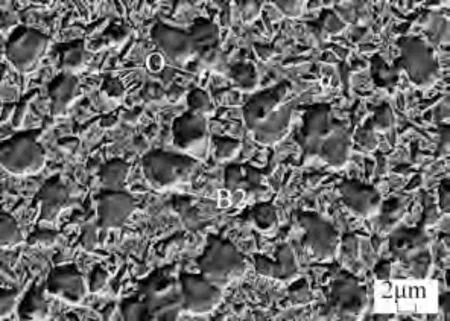
图1 Ti–22Al–25Nb合金母材SEM组织Fig.1 SEM microstructure of Ti–22Al–25Nb alloy base material
采用OLYMPUS GX71金相显微镜(OM)、FEI Quanta 600扫描电子显微镜(SEM)观察焊接接头的微观组织形貌,腐蚀液的成分为100 mL H2O+2mL HF+5mL HNO3。
结果与讨论
1 焊接接头形貌
图2为无缺陷的、状态良好的Ti–22Al–25Nb合金惯性摩擦焊接头宏观形貌,由图2可见,焊缝区域在1~2mm范围,上侧飞边(外飞边)相对焊缝中心呈非对称分布,飞边连续、无中断,左、右飞边的结合处根部伸出母材,结合处未呈现深入母材内部的尖端形态。下侧飞边(内飞边)表现与外飞边类似特征。
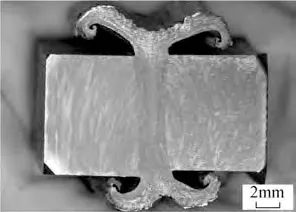
图2 Ti–22Al–25Nb合金焊接接头OM宏观形貌Fig.2 OM macroscopic morphology of Ti–22Al–25Nb alloy welded joint
2 焊接接头热处理前后各区域微观组织形貌分析
原始态的焊接接头焊合区主要由B2相和少量残余α2相组成,O相全部溶解,如图3所示,焊合区的晶粒呈等轴晶粒,尺寸约在30μm左右,晶界清晰,连续且平直。残余α2相主要沿着晶界呈棒状或颗粒状形态分布,且数量较少,尺寸不大。
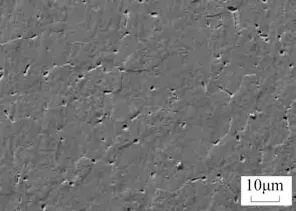
图3 原始态焊合区微观组织Fig.3 Microstructure of original welding zone
原始态的焊接接头热力影响区主要由B2相、残余O相以及残余α2相构成,该区域晶粒明显变形,呈流线状,沿着金属流动的方向分布。热力影响区的O相和α2相发生部分溶解,由图4(a)可见,靠近焊合区的O相完全溶解,α2相少量残留;由图4(b)可见,离焊合区较远的区域O相存在少部分残余,α2相溶解较少。热力影响区α2相发生明显变形,大量的α2相被挤压、扭曲,呈细长状,α2相在热力影响区的分布较母材更为密集。原始态的焊接接头热影响区主要由B2相、α2相以及残余O相构成,O相发生少量溶解,α2相未发生溶解,也未发生明显变形。
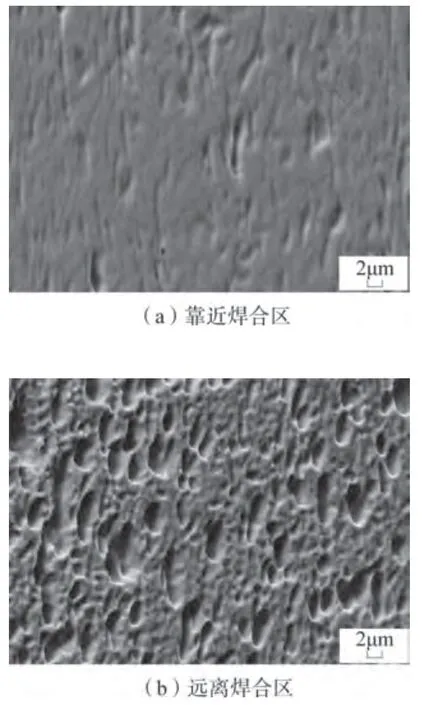
图4 原始态热力影响区微观组织靠近焊合区和远离焊合区Fig.4 Microstructure of original welding zone of thermo-mechanically affected zone close to welding zone and far away from welding zone
如图5所示,焊接接头经过热处理后焊合区析出大量的细小针状O相,杂乱分布于晶内,残余α2相的数量和尺寸未发生变化,焊合区晶粒尺寸未发生长大;热力影响区也析出大量细小O相,变形的α2相未发生长大或粗化;热影响区同时也析出细小针状O相,α2相未变化。
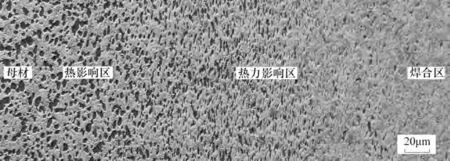
图5 热处理后焊接接头各区域微观组织Fig.5 Microstructure of different zones of welded joint after heat treatment
3 不同热处理制度下焊接接头各区域的显微组织
3.1 焊合区显微组织
图6为不同热处理制度下的焊接接头焊合区的微观组织。如图6(a)和(b)所示,HT1–2相比HT1–1热处理后,焊合区的O相尺寸和数量没有明显变化;由图6(c)和(d)可见,HT2–2相比HT2–1,焊合区的O相尺寸有所长大;图6(e)和(f)显示,HT3–2相比HT3–1,焊合区的O相尺寸也发生了长大。由上述现象发现,当温度处于较低温度时,热处理时间的长短对焊合区O相长大和粗化没有产生显著的影响;随着温度的升高,热处理时间则会对焊合区O相的长大和粗化产生较为明显的影响。
由图6(a)、(c)、(e)可见,当热处理时间较短时,随着热处理温度的升高,焊合区的O相会发生长大现象;如图6(b)、(d)、(f)所示,当热处理时间变长时,随着热处理温度的升高,焊合区的O相则进一步发生了明显的长大,但是长大后O相尺寸仍然远小于母材的O相尺寸。
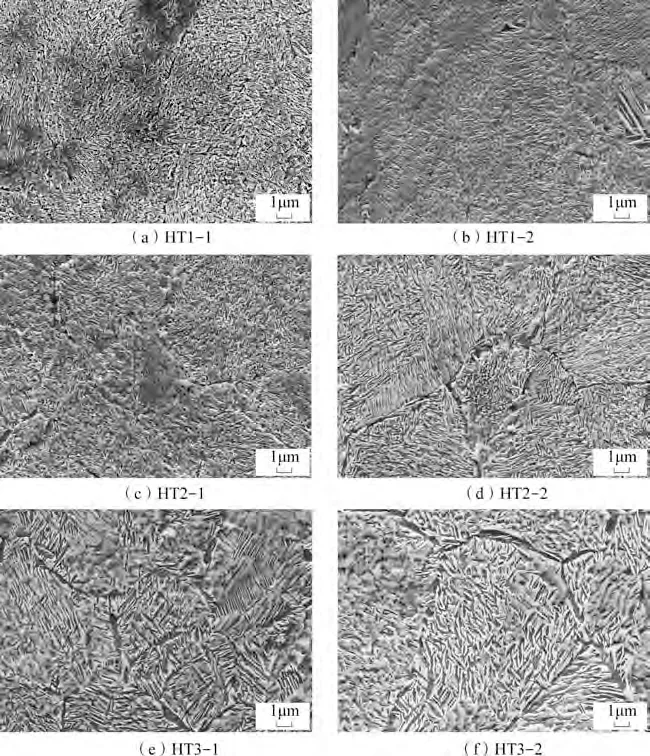
图6 不同热处理制度下焊合区SEM组织Fig.6 SEM microstructure of welding zone with different heat treatments
综上所述,温度和热处理时间共同决定了焊合区O相的数量和尺寸的变化,但是相比时间的变化,热处理温度的变化对O相的影响更为明显;当热处理温度处于780~850℃时,焊合区O相的长大幅度较小,长大后的尺寸仍然远小于母材的O相尺寸。
3.2 热力影响区显微组织
图7为不同热处理制度下热力影响区的微观组织,热处理后热力影响区重新析出大量O相,呈细小针状;在焊接过程中未溶解的残余O相热处理后没有发生明显的长大和粗化,被挤压和拉长的α2相数量和尺寸未变化。HT1–2相比HT1–1,热力影响区的O相尺寸和数量没有明显变化,如图7(a)~(b)所示;HT2–2相比HT2–1,热力影响区的O相尺寸有所长大,如图7(c)~(d)所示;HT3–2相比HT3–1,热力影响区的O相尺寸发生了较为明显长大,如图7(e)和(f)所示。
由图7可观察到与焊合区相同的现象,当热处理时间较短时,随着热处理温度的升高,热力影响区的O相发生不太显著的长大;当热处理时间变长时,随着热处理温度的升高,热力影响区的O相则发生比较明显的长大。更高的温度热处理后,原来分布较为杂乱的细小针状O相则转变为平行排列的较大尺寸O相。
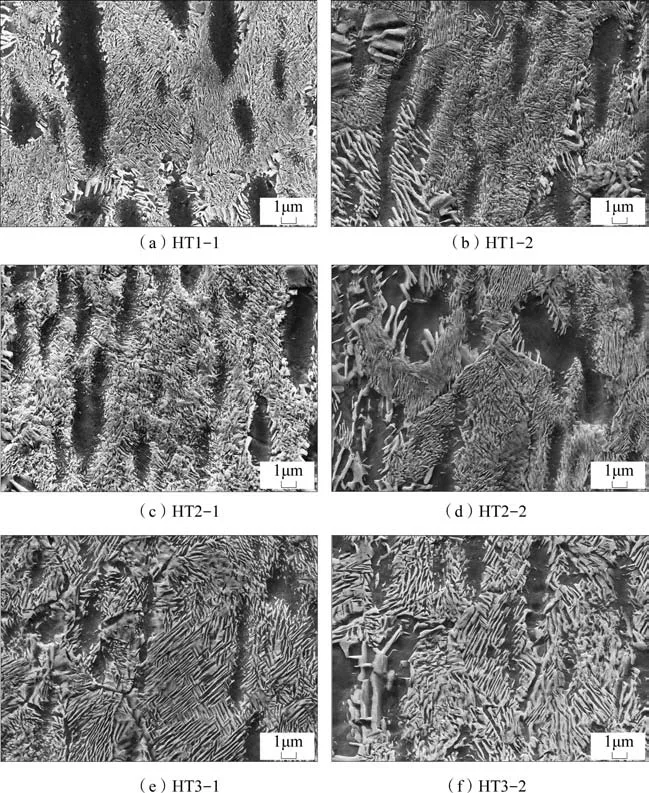
图7 不同热处理制度下热力影响区SEM组织Fig.7 SEM microstructure of thermo-mechanically affected zone with different heat treatments
3.3 热影响区及过渡区显微组织
热影响区在焊接过程中仅受到焊接热输入的影响,O相和α2相没有发生变形,O相受到高温影响发生少量溶解,α2相未发生溶解,是由于α2相相变温度高于O相,传递到该区域的温度低于α2相相变温度[24];热力影响区与热影响区的过渡区域的部分O相和α2相发生了变形,但是变形的程度远小于热力影响区靠近焊合区的区域,过渡区域还存在一些尚未发生变形的α2相,该区域的O相较热影响区发生溶解的数量更多。图8为不同热处理制度下热影响区、以及热力影响区与热影响区的过渡区域微观组织。可观察到,经过不同热处理后,热影响区析出针状O相,随着温度升高,热处理时间增长,O相发生粗化现象,α2相未发生变化;不同热处理后,热力影响区与热影响区的过渡区域的变形α2相未发生变化,O相发生粗化和长大。
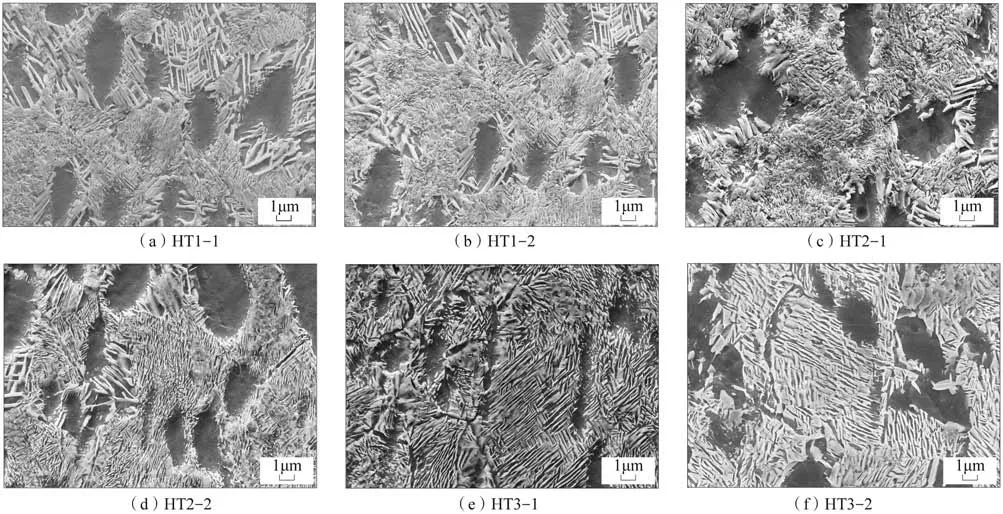
图8 不同热处理制度下热影响区及过渡区SEM组织Fig.8 SEM microstructure of heat affected zone and transition zone with different heat treatments
3.4 母材显微组织
图9为不同热处理制度下母材的微观组织。可见,在780~850℃的热处理,对于母材大尺寸板条O相和α2相的尺寸和数量没有显著的影响。当热处理温度较低时,在大尺寸O相之间会析出细小针状O相;随着热处理温度升高,时间延长,细小针状O相发生粗化,转变为平行排列的较大尺寸O相。
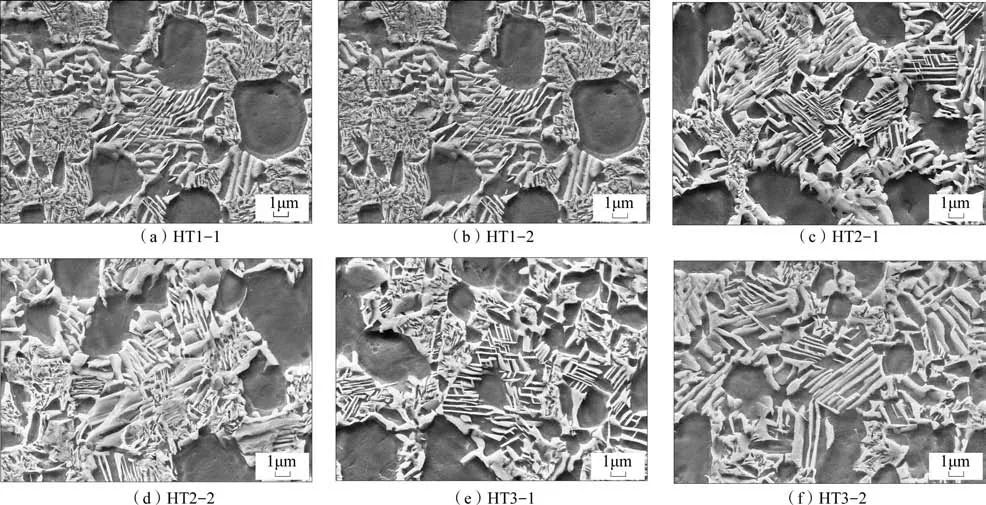
图9 不同热处理制度下母材SEM组织Fig.9 SEM microstructure of base material with different heat treatments
结论
(1)利用惯性摩擦焊技术可获得无缺陷、焊缝状态良好的Ti–22Al–25Nb合金焊接接头;母材为B2+O+α2三相组织的原始态焊接接头焊合区主要由B2相和少量残余α2相组成,O相全部溶解;热力影响区主要由B2相、残余O相以及残余α2相构成;热影响区主要由B2相、α2相以及残余O相构成。
(2)温度和热处理时间共同决定了焊合区O相的数量和尺寸的变化,相比时间的变化,热处理温度的变化对O相的影响更为明显;当热处理温度处于780~850℃时,焊合区O相的长大幅度较小,长大后的尺寸仍然远小于母材的O相尺寸;热力影响区O相呈现与焊合区相同的演变规律;随着温度升高,热处理时间增长,热影响区O相发生粗化现象,α2相未发生变化。
猜你喜欢
建材发展导向(2022年6期)2022-04-18 08:17:40
煤气与热力(2021年10期)2021-12-02 05:11:42
石油化工高等学校学报(2021年1期)2021-04-06 11:47:08
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
重庆科技学院学报(自然科学版)(2018年5期)2018-11-15 03:24:24
中国宝玉石(2018年3期)2018-07-09 03:13:52
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
山东冶金(2015年5期)2015-12-10 03:27:40
西南石油大学学报(自然科学版)(2015年3期)2015-04-16 05:12:11