
一种剪式集装袋自动折叠机
2021-07-20 08:07:28王仁龙整理
塑料包装 2021年3期
王仁龙 整理
一、概述
目前在集装袋生产行业中,其打包方式基本上都是人工折叠打包,耗时耗力。
为了解决上述问题本文介绍了一种剪式集装袋自动折叠机,通过X型板和顶板等部件,能够有效的解决上述的目前在集装袋生产行业中,其打包方式基本上都是人工折叠打包,耗时耗力的技术问题。
二、技术方案
一种剪式集装袋自动折叠机,包括折叠设备,所述折叠设备内底部连接有输送带,所述输送带相互远离的两侧通过铰链连接有X型板,所述折叠设备一端下边沿固定连接有固定夹板,所述折叠设备远离固定夹板的一侧设立有随动夹板,所述折叠设备顶部且靠近随动夹板的位置固定连接有机械臂,所述机械臂的端头连接有风管,所述折叠设备顶部且靠近机械臂为的侧边沿处固定连接有风机,所述折叠设备内顶部设立有顶板,所述顶板的顶部侧壁且靠近两端的位置均固定连接有活动柱,所述顶板靠近其中一个活动柱的位置设立有升降电机。
两个所述X型板靠近中间的上边沿通过铰链转动连接有滑块,所述滑块内螺纹连接有螺柱,所述折叠设备内上侧壁通过螺丝拆卸连接有X板电机,所述X板电机的输出端穿过折叠设备的上侧壁且拆卸连接有同步轮,所述螺柱延伸出折叠设备的一端均固定连接有联动轮,所述折叠设备的一端侧壁连接有输送电机。
每块所述X型板均设立有两块板材,且两块板材通过铰链转动连接,所述顶板位于两块X型板上方,所述X板电机设立在其中两个螺柱之间,所述同步轮上贴合连接有皮带,所述皮带以此贴合连接在四个联动轮上,所述折叠设备上转动连接有四个随动轮,所述皮带一侧壁贴合连接在随动轮上,所述X型板的顶端连接有框架。
所述随动夹板和固定夹板均有四个,所述随动夹板和固定夹板连接在两个X型板底部和顶部上,且上下左右相对应,所述风机出风口连接有风路切换阀,所述风管通过软质管与风机的出风口连接,所述活动柱靠近顶板的一端侧壁设立有锯齿,两个所述活动柱通过锯齿啮合连接有主动齿轮,两个所述主动齿轮相对的侧壁中间固定连接有联动杆,所述升降电机的输出端连接有齿轮箱,且齿轮箱内转动连接有涡轮蜗杆,所述联动杆穿过齿轮箱,所述联动杆位于齿轮箱的内部的一段固定连接有涡轮,所述升降电机延伸进齿轮箱内的输出端固定连接有蜗杆,且与联动杆上的涡轮啮合连接。
所述折叠设备内一端设立有动力压辊,所述顶板顶部中间连接有开合杆,所述开合杆的输出端转动连接在顶板顶部侧壁上。
所述折叠设备远离随动夹板的一端下方设立有压辊组件,且压辊组件位于输送带上方,所述输送带与压辊组件的表壁贴合。
三、有益效果
本技术主要为解决这个状况而设计。人工仅需要将集装袋摆放在设备上,设备可以自动完成袋子的折叠、挤压、排气等动作。可大幅度减少人工,输送带由输送电机驱动的开始动作,将折叠好的袋体输送到动力压辊组件处,压辊组件将折叠好的袋子紧密压实排尽空气,以减少后方二次折叠时的体积。
四、附图说明
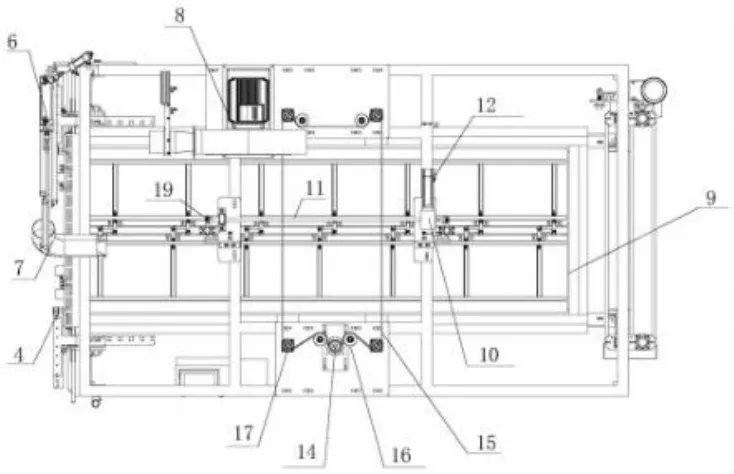
图2 本技术的俯视平面结构示意图
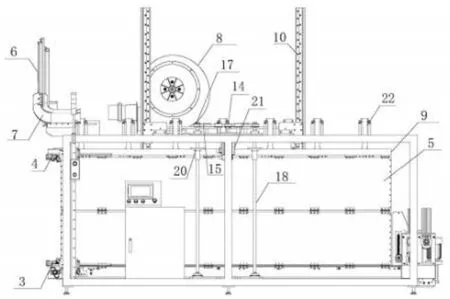
图3 本技术的侧视平面结构示意图

图4 本技术的正视平面结构示意图
五、具体实施方式
如图1-4所示,本具体实施方式采用以下技术方案:一种剪式集装袋自动折叠机,包括折叠设备1,折叠设备1内底部连接有输送带2,输送带2相互远离的两侧通过铰链连接有X型板5,折叠设备1一端下边沿固定连接有固定夹板3,折叠设备1远离固定夹板3的一侧设立有随动夹板4,折叠设备1顶部且靠近随动夹板4的位置固定连接有机械臂6,机械臂6的端头连接有风管7,折叠设备1顶部且靠近机械臂6为的侧边沿处固定连接有风机8,折叠设备 1内顶部设立有顶板9,顶板 9的顶部侧壁且靠近两端的位置均固定连接有活动柱10,顶板9靠近其中一个活动柱10的位置设立有升降电机12,两个X型板5靠近中间的上边沿通过铰链转动连接有滑块20,滑块 20内螺纹连接有螺柱 18,折叠设备 1内上侧壁通过螺丝拆卸连接有X板电机21,X板电机21的输出端穿过折叠设备1的上侧壁且拆卸连接有同步轮14,螺柱18延伸出折叠设备1的一端均固定连接有联动轮17,折叠设备1的一端侧壁连接有输送电机13。

图1 本技术的立体结构示意图
每块X型板5均设立有两块板材,且两块板材通过铰链转动连接,顶板9位于两块X型板5上方,X板电机21设立在其中两个螺柱18之间,同步轮14上贴合连接有皮带15,皮带15以此贴合连接在四个联动轮17上,折叠设备1上转动连接有四个随动轮16,皮带15一侧壁贴合连接在随动轮16上,X型板5的顶端连接有框架。
随动夹板4和固定夹板3均有四个,随动夹板4和固定夹板3连接在两个X型板5底部和顶部上,且上下左右相对应,风机8出风口连接有风路切换阀,风管7通过软质管与风机8的出风口连接,活动柱10靠近顶板9的一端侧壁设立有锯齿,两个活动柱10通过锯齿啮合连接有主动齿轮19,两个主动齿轮19相对的侧壁中间固定连接有联动杆 11,升降电机 12的输出端连接有齿轮箱,且齿轮箱内转动连接有涡轮蜗杆,联动杆11穿过齿轮箱,联动杆 11位于齿轮箱的内部的一段固定连接有涡轮,升降电机12延伸进齿轮箱内的输出端固定连接有蜗杆,且与联动杆11上的涡轮啮合连接。
折叠设备1内一端设立有动力压辊,顶板9顶部中间连接有开合杆22,开合杆22的输出端转动连接在顶板9顶部侧壁上。
折叠设备1远离随动夹板4的一端下方设立有压辊组件,且压辊组件位于输送带2上方,输送带2与压辊组件的表壁贴合。
工作原理:使用时,首先将通过人工将集装袋摆放到折叠设备1的内部,并将袋口夹持到随动夹板4上,然后将袋子边缘的吊带固定到固定夹板3上,同时风机8启动,风路处于切断状态,机械臂6控制风管7移动,将吹风口垂直向下运动,到达袋口中心的时候,机械臂6向设备内部运动,将风口深入袋体内部,同时风路接通,高压风将袋子吹撑开,使其紧贴于X型板5的内壁上,启动X板电机21驱动同步轮14转动,从而带动皮带15转动,通过随动轮16的辅助能够使皮带15紧贴在联动轮17上,因此联动轮17能够带动螺柱18旋转,通过螺柱18的旋转能够带动滑块20上下移动,从而驱动X型板5上下移动,X型板5受力通过铰链向内折叠,使包装袋也形成 X状,实现包装袋的初步折叠,在 X型板 5向下移动时,升降电机12也同步启动,在升降电机 12的输出端通过涡轮蜗杆的联动带动联动杆11转动,从而使主动齿轮 19转动,通过主动齿轮19驱动活动柱10的升降,实现顶板9的升降功能,因随动夹板4连接在X型板5上,因此随动夹板4会跟随X型板5移动,避免包装袋折叠时出现负面影响,当X型板5运动至接近尾端时,风机8关闭,机械臂6带动风管7自动退出回至原位,随动夹板4自动松开,顶板9通过开合杆22的控制进行闭合,X型板5开始向上运动复位,顶板9则保持不动,以协助X型板5从折叠好的袋子中脱离,X型板5脱离袋体后,顶板9展开,将袋体初步压实一遍,随后顶板9开始上升复位,顶板9开始复位时,固定夹板3打开,输送带2由输送电机13驱动的开始动作,将折叠好的袋体输送到动力压辊组件处,压辊组件将折叠好的袋子紧密压实排尽空气,以减少后方二次折叠时的体积,压辊压力由气缸或液压缸来提供,可通过调节气压或液压来控制压辊压力。
本技术专利信息:
申请号:CN202110131758.9
申请日:2021.01.30
公开(公告)号:CN112810928A
公开(公告)日:2021.05.18
IPC分类号:B65B63/04;B65B25/14
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05 06:29:18
橡塑技术与装备(2022年5期)2022-05-17 08:48:38
装备制造技术(2021年4期)2021-08-05 07:39:44
轮胎工业(2021年8期)2021-07-20 07:28:20
橡塑技术与装备(2018年21期)2018-11-13 01:35:58
橡胶科技(2018年4期)2018-07-21 03:31:28
智能制造(2017年9期)2018-01-26 05:29:36
中国铸造装备与技术(2017年1期)2017-02-27 01:05:05
焊接(2016年5期)2016-02-27 13:04:48
橡胶工业(2016年11期)2016-02-24 00:22:16
