
全钢子午线轮胎胎面挤出强制式口型板的设计技术
2018-07-21 03:31:28赵海
橡胶科技 2018年4期
赵 海
(宁夏神州轮胎有限公司,宁夏 石嘴山 753400)
轮胎是汽车安全的重要保障,如何让轮胎具有更好的平衡性能和耐磨性能,是轮胎生产厂家关注的问题。胎面是轮胎重要的组成部件,胎面质量与轮胎性能密不可分[1-2]。胎面挤出压力式口型板包括成套的预口型板和口型板,每种规格胎面都需配备一套相同挤出口的预口型板和口型板。生产不同规格胎面时,需同时更换配套的预口型板和口型板。预口型板和口型板属于易损件,更换成本高,操作繁琐,生产效率低。
本工作将全钢子午线轮胎胎面挤出口型板改为强制式口型板,将挤出不同规格胎面的预口型板统一,缩短胎面规格变化时口型板的更换时间,提高了生产效率。
1 胎面挤出分析
1.1 剪切作用
在挤出机中,胶料经过流道、预口型板、口型板时受剪切作用形成粘性流体并产生入口效应(进入模具的胶料因收敛而出现流动压力突然增大)和出口膨胀效应(离开模具的挤出部件因弹性回复而呈现横截面尺寸大于口型尺寸),导致胶料通过口型板时两边与中间压力不同,口型板不同部位开型系数不一致。
1.2 开口宽度
冠侧胶、胎冠胶和基部胶在预口型板流道入口的开口宽度与其在挤出机头流道口的开口宽度一致,才能使预口型板适用于各种规格胎面,同时根据不同规格胎面设计口型板型胶出口结构以控制胎面各层形状。
1.3 挤出方式
常见的胎面挤出方式有两种:压力式和强制式。压力式挤出是通过预口型板来控制基部胶的形状和尺寸,强制式挤出是通过口型板下板开型来控制胎面形状和尺寸(见图1)。压力式挤出依赖于预口型板,导致预口型板数量多,挤出效率低;强制式挤出取决于口型板下板形状,可以大幅减少预口型板数量,提高挤出效率。

图1 胎面口型板下板开型
2 口型设计不当造成的胎面缺陷
2.1 破边
口型板对应边部厚度的开型系数小会导致胎面破边和基部胶厚度达不到设计要求,挤出速度无法提高。
2.2 凸台
口型板下板开型系数大,会导致基部胶挤出压力大,挤出时在胎面和基部胶搭接处出现凸台。
2.3 气孔和脱层
胎肩宽度的开型系数设计过大会导致挤出胎面气孔多,密实度低,胎面质量不达标。口型板胎面总宽度开型系数设计过大会导致挤出胎冠与基部胶之间复合效果不佳,出现脱层。
3 强制式口型板设计要点
3.1 开型原则
由于出口膨胀效应,胎面在离开口型板时,中部厚度明显增大,压力提高。这是因为受两边胶料的挤压,中间胶料纵向迅速膨胀,而横向变化小。口型板开型系数取决于宽度系数,宽度系数直接影响胎面的厚度。本工作拟采用强制式挤出方式,固定口型板开型宽度系数。
3.2 统一预口型板
将预口型板统一为3-Y1强制式预口型板。口型板改进前每次更换预口型板的时间为3 min,每班需更换10次,每天更换预口型板的时间为90 min;改进后不需要更换预口型板,工作效率大幅提高。由于预口型板较重且温度较高,此举还减少了工作事故。
3.3 胎面尺寸
胎面结构和尺寸实例见图2和表1。可以看出胎面为全封层结构,需要对口型板下板开型。采用恒比例开型,宽度开型系数设为85%,这样可以确定胎面总宽度(A)、基部胶总宽度(A1)、胎肩宽度(B)、胎面各部位宽度(Wi)和厚度(Hi)、基部胶各部位宽度(wi)和厚度(hi)。
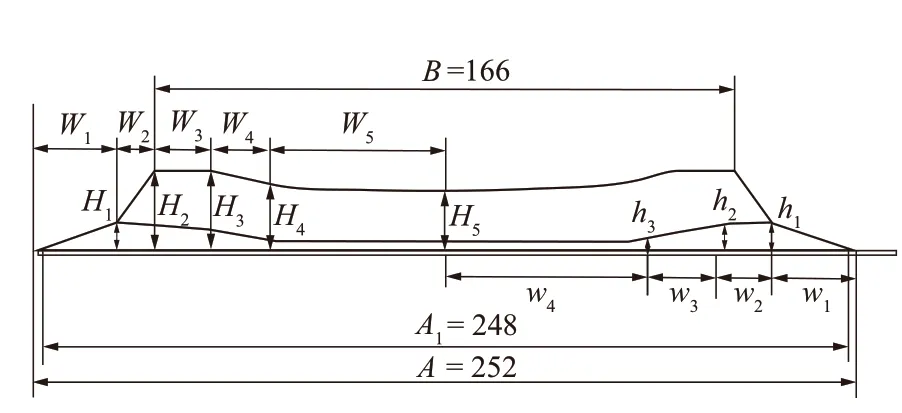
图2 胎面结构示意
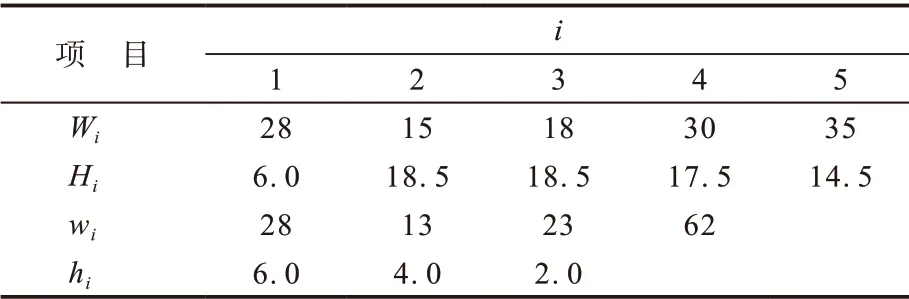
表1 胎面尺寸 mm
3.4 口型板开型
口型板开型应小于胎面尺寸,通过扫描得到胎面口型板开型图(见图3)。按照设计参数用电火花数控线对口型板进行切割。胎面为中心对称图形,将口型板中心定位后,在胎面开型宽度的一半处画出切入位置。

图3 胎面口型板开型图
4 胎面开型
4.1 胎面胶准备
将胎面胶通过Φ250挤出机送往开炼机返炼,保证胎面胶混炼均匀,通过控制冷却水流量控制返炼温度。将混炼均匀的胶料送往供胶开炼机,通过稳定供胶实现挤出过程压力恒定。
4.2 胎面挤出
控制适宜的挤出温度和挤出线速度,保证胎面挤出过程稳定,然后通过冷却水槽使胎面完全冷却。
4.3 调整尺寸
将采用图3口型板的挤出胎面进行半成品扫描(见图4),对尺寸不符合的点进行修理并继续试制,待尺寸符合要求后重新计算开型系数。
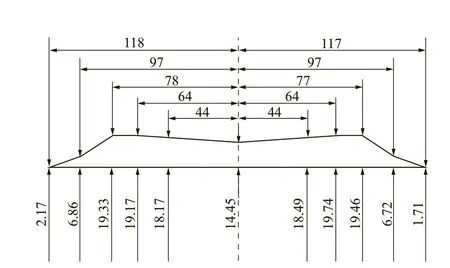
图4 胎面半成品扫描图
5 结语
通过分析胎面胶经过挤出流道、预口型板、口型板时所受的剪切作用,将全钢子午线轮胎胎面挤出口型板由压力式改为强制式,通过采取统一预口型板、固定口型板开型系数、恒比例开型等措施,将胎面一次挤出不良率从改进前的5%降到改进后的3.5%,挤出胎面形状和尺寸满足设计要求,挤出过程稳定性好,胎面质量稳定,生产效率显著提高。
猜你喜欢
橡胶科技(2023年12期)2023-02-26 00:30:38
轮胎工业(2021年8期)2021-07-20 07:28:20
橡塑技术与装备(2021年16期)2021-04-05 01:12:30
橡塑技术与装备(2018年21期)2018-02-19 03:10:26
智能制造(2017年9期)2018-01-26 05:29:36
热带农业科学(2017年9期)2017-10-23 22:56:24
中国铸造装备与技术(2017年1期)2017-02-27 01:05:05
Acta Mathematica Scientia(English Series)(2016年5期)2016-11-24 11:59:31
农村农业农民·B版(2016年7期)2016-10-21 10:44:23
西南农业学报(2016年4期)2016-05-17 05:41:45
