地铁管片蒸养温度控制系统研制
2021-07-12 10:25:02陈德超
城市建设理论研究(电子版) 2021年14期
陈德超
中铁十一局集团有限公司 湖北 武汉 430061
1 引言
近年来,随着城市交通的快速发展,很多城市已经拥有或正在建造地铁,我国的地铁建设已经进入高峰期[1,2]。随着盾构技术的推广,在非岩石地段,各城市基本上都采用了盾构成洞方式,其中盾构法主要采用管片作为隧道的永久衬砌[3],如图1所示。因此,管片生产速度和产品质量直接影响着盾构法施工的进度和地铁工程安全质量[4]。

图1 盾构技术及管片生产
为加快管片生产的速度,通常采取蒸养技术加速水泥的水化。蒸养工艺是盾构水凝土管片生产过程中非常重要的工艺[5]。在该工艺过程中需要严格控制蒸养室内的。蒸养室体积庞大,结构复杂,各室体和外部环境之间不断进行能量交换,控制过程极为复杂。如何保证蒸养室内温度稳定和均匀分布,对提高管片生产效率和质量具有重要意义。因此,本文研究了一种新的温度控制系统,从控制系统、加热系统及测温系统对传统蒸养方式进行改造升级,实现了蒸养炉内温度均匀分布的控制,在保证管片质量的同时,极大地缩短了蒸养等待时间。
2 温度控制系统设计
地铁管片蒸养温度控制系统研制研制成本低,且经过升级改造的系统能达到较好的实施效果。蒸养温度控制系统分为升温、恒温、降温三个区域,只需从加热系统、控制系统、温度测量系统着手进行研制,就可以改变蒸养室的温度,缩短蒸养时间,达到设计规定脱模强度,满足进度要求。实现蒸养温度控制系统自动控制需要完成控制系统、加热系统以及测温系统这三个系统的制作,而针对这三个系统,可采用的实施方案如图2所示。

图2 温度控制系统实施可选方案
2.1 加热方式
对于蒸养温度控制系统而言,目前常用的加热方式主要包括:干蒸方式、湿蒸方式及干湿结合方式等三种方式。干蒸加热方式通常购置一片散热片,将散热片设置于蒸汽主管之上,实现加热。在常温下,散热片升温速度慢,但通常蒸养室内温度均处于四十度以上,因此升温时间对生产影响不大。湿蒸加热方式通常在主管之上接入有孔支管,通过支管气孔喷出蒸汽实现对蒸养室加热,该方式改造简单,前期改造费用低,但后期经济性差。对于干湿结合加热方式而言,通过将散热片与蒸汽管道连接,并设置排气支管,同时通过散热器和主管喷出蒸汽实现加热。该加热方式改造后可操作性强,升温速度快,但改造工期较长,改造费用高,后期经济性较差。因此,综合分析可操作性及经济成本,本次选择干蒸加热方式。

图3 干蒸和湿蒸加热方式
通对蒸汽主管布置数量进行分析,最终决定采用在室内布置两根蒸汽主管道进行供热的布置方式。对蒸养室内四条轨道,采用间隔布置方式布置蒸汽管道。该布置方式改造量较小,成本较低,具有较好的经济性,升温速度满足生产要求,且温度均匀性较好。
通过对比“主管道直接连接”和“主管道+支管+散热器连接”等两种安装方式可知,虽“主管道+支管+散热器”连接方式安装时间较长,但该方式具有很好的温度均匀性和加热效果,且安装时间在合理范围内,所以采用该方式作为蒸养系统加热方式的连接方案。根据区域划分,每个区域主管道处设置蒸汽支管,通过支管连接散热器,实现对蒸养室进行加热。该布置方式具有较好的温度均匀性,加热效果好,不受场地限制,可灵活布置散热器。
2.2 温度控制系统
温度控制系统有定制和自制等两种方案可供选择。定制控制系统通过对生产线控制系统中测温单元进行升级改装,加装温度控制阀门实现蒸养室温度的控制。该方案性能稳定,控制误差小,单制作难度大,需专业技术人员帮助升级改造。自制控制系统需要购买温度控制装置,对生产线进行改造,加装温度控制阀门实现对蒸养室温度的控制。该方案研制难度低,方便修理,但费用较高,稳定性差,耗时长,且技术难度大,实施效果差。
因此,经过对定制控制系统和自制控制系统优缺点进行比较可知,定制控制系统具有性能稳定,控制误差小等优点,且从成本控制出发,定制控制系统更加便宜,所以本次温度控制系统中的控制程序选用定制控制系统。
2.3 测温系统
对于蒸养管片测温系统,常用的方式主要包括小区域独立控制和整体测温控制。其中小区域独立控制将加热系统划分为不同区域,在每个小区域内设置独立电磁控制阀和温度传感器,根据设定温度对区域进行控制。该测温系统分区域控制,温度均匀性好,但其研制成本高,系统复杂。整体测温控制对升温、恒温、降温区进行划分,分别设置独立温度传感器实现温度的监测,其成本低,但温度控制难度大,温度波动大。
通过对两种温控系统比较分析,小区域独立温控系统虽然研制成本高,但在研制经费允许范围内,可与控制和加热系统同步进行,时间长度满足活动要求。因此,本次为温度控制系统最终选择采用小区域独立控制作为测温系统方式。
3 实验结果
如图4所示为传统蒸养方式蒸养室内温度分布图,从图中可知,蒸养室内上部和中部温差较大,温度均匀性差,而模具在养护室内高度主要在养护室中部以下位置,导致模具所在区域温度较低,从而造成管片无法在规定时间按时脱模,同时也造成了能源的浪费,导致成本的增加。

图4 传统蒸养方式蒸养室内温度监测,测定时间为2017年4月5日-2017年4月16日
统计2017年4月4日-2017年4月18日传统蒸养方式理论及实际蒸养时间,结果如图5所示。从图可以看出,管片蒸养等待时间平均达1小时左右,严重影响管片生成效率。

图5 传统传统蒸养方式等待时间
如图6所示为实施新温度控制系统后,2017年8月16日蒸养炉温度监测结果。从结果可知,实施新温度控制系统后,蒸养炉升温区、恒温区及降温区温度温度与设定温度较为一致,呈现均匀分布,这有利于提高能源利用效率,且同时使管片均匀受热,从而提高管片质量。
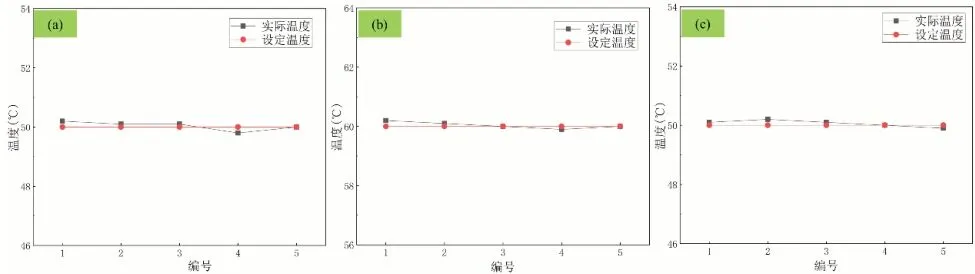
图6 新制温度控制系统温度均匀性检查。
实施新温度控制系统后,监测2017年8月16日-2017年8月29日蒸养过程中的脱模时间,结果如图7所示。从图中可知,实施后新温度控制系统后,最长脱模等待时间为10分钟,明显降低了蒸养等待时间,提高了管片生产效率。综上可知,温度控制系统可明显改进蒸养炉温度分布,使温度在炉中均匀分布,且可有效地降低脱模等待时间,在保证管片生成质量的同时,极大地提高了管片生成效率。
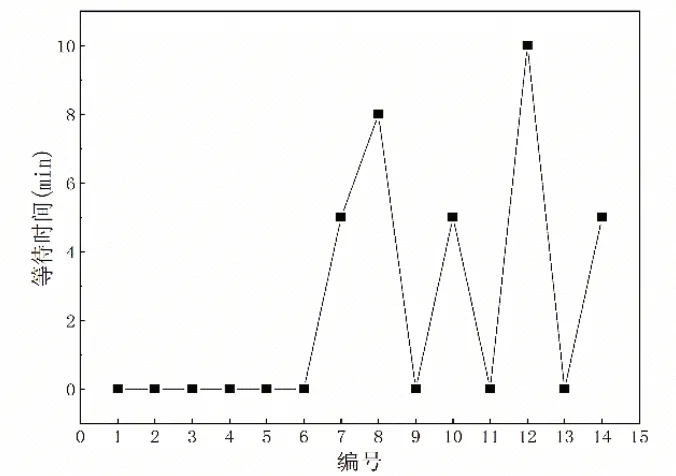
图7 新制温度控制系统蒸养脱模等待时间
4 结束语
本文针对地铁管片生产过程中传统蒸养等待时间较长,严重影响地铁施工进度等问题,研究了一种新的温度控制系统,从控制系统、加热系统及测温系统对传统蒸养方式进行改造升级,实现了蒸养炉内温度均匀分布的控制,在保证管片质量的同时,极大地缩短了蒸养等待时间,从而保障了地铁施工进度。
猜你喜欢
——国外课堂互动等待时间研究的现状与启示
中小学教师培训(2022年6期)2023-01-11 02:10:03
福州大学学报(自然科学版)(2021年3期)2021-06-16 10:18:30
昆钢科技(2020年6期)2020-03-29 06:39:34
盐科学与化工(2019年5期)2019-05-21 05:59:08
纤维复合材料(2018年4期)2018-04-28 08:45:40
制造技术与机床(2017年10期)2017-11-28 05:24:14
中国机械工程(2017年4期)2017-03-09 06:49:41
公民与法治(2016年2期)2016-05-17 04:08:28
核科学与工程(2015年3期)2015-09-26 11:58:09
橡胶工业(2015年1期)2015-07-29 08:33:46