
货油真空泵对中工艺改进
2021-07-12 12:04:14王贤安梁春泉
广船科技 2021年2期
王贤安 梁春泉
(广船国际技术中心、生产管理中心)
0 前言
我司建造的两型油船货油泵采用蒸汽透平驱动形式,与其相关的货油系统需要安装货油真空泵,此泵对泵体轴端、穿舱件(隔舱填料函)、马达轴端的连接要求较高,而以前船对这种隔舱泵的安装工艺又较为粗放,导致实际施工过程中精度控制不佳,反复调整,造成其安装周期相当长,大多数需延续到码头阶段才完成对中工作,施工效率低。为此,在组织专家、技术人员及施工人员进行多次调研和充分讨论后,我们对货油真空泵的安装工艺进行改进,通过对对中工装和工艺流程的改进,施工周期大大缩短,对中精度也明显提高。现就以某型油船为例,进行简单介绍。
1 货油真空泵的介绍
我司某型油船的货油真空泵,主要由真空泵、隔舱填料函(含中间轴)、真空泵电机三部分组成,真空泵安装于泵舱,电机安装于机舱,隔舱填料函则安装于泵舱和机舱的公共壁板上,三者轴线处于同一直线上,形成了一隔舱式泵浦安装,如图1所示。
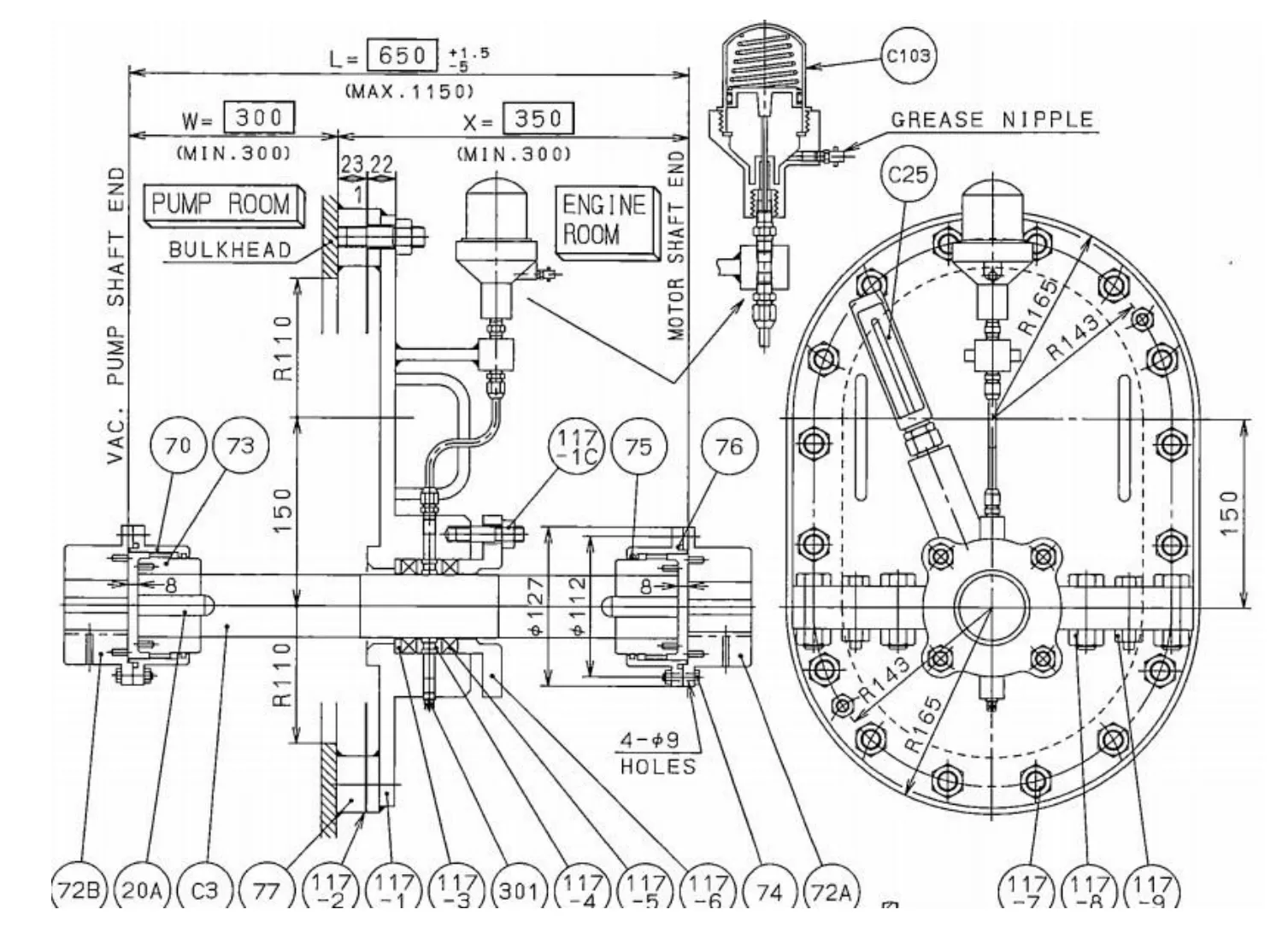
图1 隔舱式泵浦
2 原真空泵对中方法
根据货油真空泵的泵浦形式,以及布置形式,我司进行了合理布置,如图2所示。
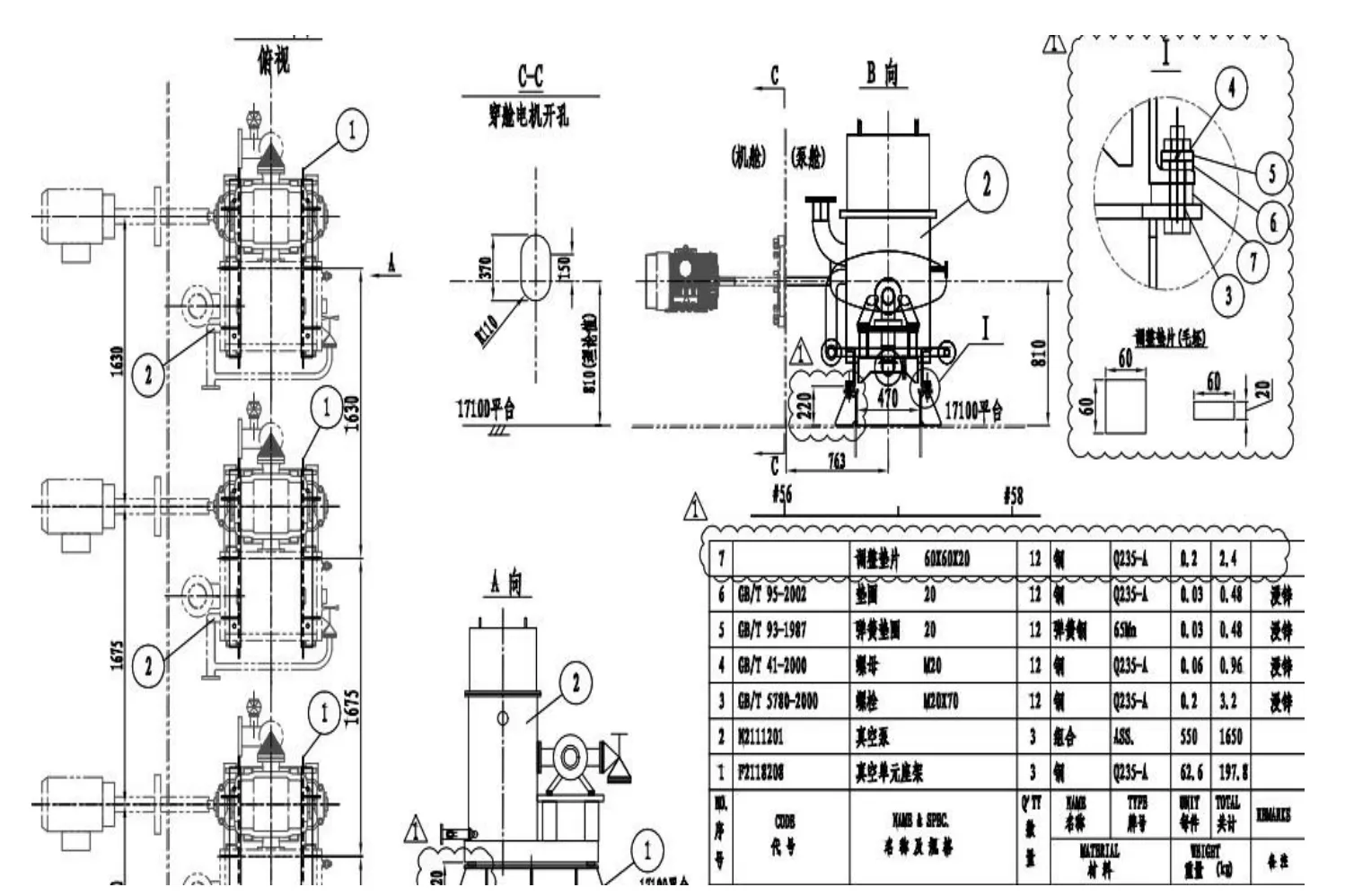
图2 真空泵安装图
按照安装图,货油真空泵安装的工艺流程如下:从真空泵(或者电机)的轴端为基准,将设备其中一端(真空泵或电机)固定安装;按照轴线的安装高度开孔临时固定隔舱填料函,通过假轴找出隔舱填料函的定位坐标,对隔舱填料函进行精确定位和焊接填料函座板,焊接前还需要对隔舱填料函的周边做结构补强,防止焊接变形严重造成对中数据的超差。焊接完毕后,利用工装假轴检查隔舱填料函的变形量是否在可控范围内,在确保满足要求的情况下采用同样的方法对电机(或真空泵)轴端进行调整到位,完成货油真空泵的整体安装和对中过程控制。
但是,此种工艺流程未充分考虑隔舱填料函与其假轴本身是存在一定间隙的,在根据货油真空泵的其中一端设备轴线进行调整定位安装时,很难兼顾这个间隙的变化,加之货油真空泵的安装要求较高,如图3所示,往往会出现超差情况,造成反复调整,必须将其精确调整到位后才能进行后续的安装工作,对货油真空泵另一端设备的对中安装,这个过程不但精度控制不佳,且非常耗费时间和精力,效率低下。
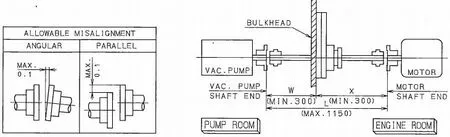
图3 真空泵的安装要求
3 改进后真空泵对中方法
为了扭转货油真空泵精度控制不佳、施工效率低下的不利局面,改变这种相对“落后”的对中工艺流程,在经过专家、技术及施工人员团队的多次充分讨论后,一致认为货油真空泵的对中工艺流程的初始出发点和基准点(即设备一端:真空泵或电机)不太合理,应改由从中间(隔舱填料函)往两边(真空泵和电机)的施工方案,并重新梳理出新的安装工艺流程:
根据隔舱填料函中间轴中心的理论坐标画出隔舱填料函的开孔圆现状,以及隔舱填料函的结构尺寸,提前安装隔舱填料函在公共壁板上开孔区域的结构补强,然后再行开孔,并按照严格的焊接工艺进行焊接固定隔舱填料函,以消除隔舱填料函座板的焊接变形,达到控制焊接变形的目标。
隔舱填料函固定后,利用改进的对中工装,临时固定(隔舱填料函)假轴两端的支撑架,通过支撑螺栓调整假轴和隔舱填料函的间隙,塞尺对其进行检查,保证假轴中心线和隔舱填料函的中心线尽可能重合,固定支撑架调整螺栓的位置,保证(隔舱填料函)假轴处于固定不动状态,并以假轴轴为基准进行真空泵和电机的调整安装,即在真空泵座架和电机座架上面安装焊接垫片、顶升螺栓和工装卡码,将座架和真空泵或电机组成整体并就位,如图4所示,通过粗对中调整确定货油真空泵轴端距离和高度满足厂家技术要求后,进行真空泵座架和电机座架的焊接固定,焊接完毕后进行设备精对中,测量出调整垫片的数据进行加工并钻绞螺栓孔,将调整垫片安装到位固定真空泵和电机后,校核安装数据是否满足厂家技术要求。

图4 现场对中调整图片
按照新的工艺流程和改进的对中工装,我们将之应用于该型油船的后续船上,通过施工过程的监控记录,与初始安装方法进行数据对比,如表1所示(为一台真空泵的对中数据),通过用塞尺测量联轴节法兰的上下左右4个方向的偏移值,精度满足厂家的要求,同时施工周期从原先的一个月缩减到半个月,施工周期缩减一半,精度控制质量明显提高。

表1 对中数据
3 新工艺流程的优势
通过对货油真空泵安装的工艺流程的改进,我们先后应用于其他类似船型油船上,也得到了不错的效果。在此过程中,我们对新工艺流程不断进行完善,取得如下成果:
3.1 变形控制明显改善
通过提前加装船体结构补强措施,采取有效的焊接工艺工法,确保了焊接变形在可控范围内,保障了货油真空泵的隔舱填料函安装的精度,有效控制了结构变形,货油泵安装基准得到有力保证。
3.2 过程控制点减少
通过货油泵工艺流程的优化改进,对于厂家技术要求的过程控制,得到明显提升,它一方面减少了原始工艺流程对隔舱填料函与其中间轴的间隙的晃动控制点,保证了其初始控制在源头上就基本抵消了误差,另一方面,也减少了由此带来的反复测量与记录,使得过程无间断并连续有效。
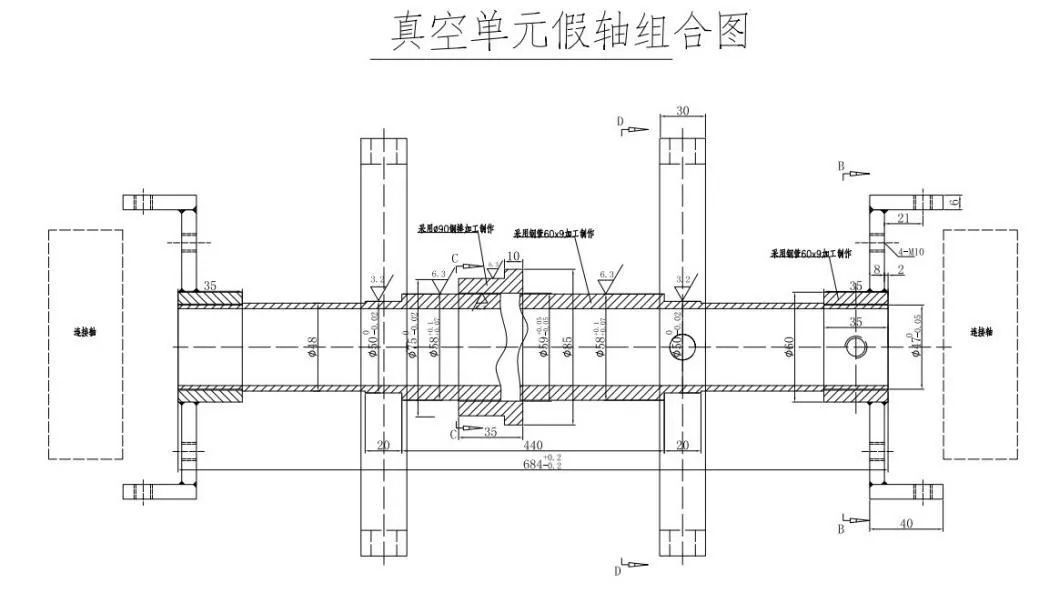
图5 对中工装图
3.3 测量精度提升
通过改进的对中工装,将对货油真空泵的测量措施进行了有效固化,使得测量出来的数据,特别是初始数据,更稳定更精确,对后续的数据提取,如调整垫片的加工,精对中的校核等,打下了坚实的基础,使得误差更小,出错率降低,返工率几乎为零。
3.4 优化对中工装
为了确保货油真空泵整个安装工艺流程的顺利进行,就必须对对中工装进行优化改进,就目前的运用结果来看,对中数据很好,同时降低施工人员的技能水平要求。下图是我们优化后的对中工装的外形图,见图五。
4 结束语
本文介绍了货油真空泵安装工艺流程的改进工艺,在实际施工中也取得了良好的效果。通过总结论述,为其他船型或油真空泵安装提供了参考。
猜你喜欢
知识窗(2024年3期)2024-03-31 15:18:02
包装工程(2023年5期)2023-03-14 12:28:56
设备管理与维修(2022年21期)2022-12-28 07:34:32
水泵技术(2022年2期)2022-06-16 07:08:18
造纸信息(2019年7期)2019-09-10 11:33:18
造船技术(2019年1期)2019-05-15 08:26:40
中国新技术新产品(2019年23期)2019-01-20 02:42:13
上海铁道增刊(2018年3期)2018-03-26 07:56:00
造船技术(2015年5期)2015-05-09 00:56:06
上海铁道增刊(2014年1期)2014-04-11 13:59:58
