基于数字图像处理的套印精度检测方法研究
2021-07-08 06:32武淑琴王仪明边亚超
北京印刷学院学报 2021年6期
王 佳,武淑琴,王仪明,边亚超
(北京印刷学院数字化印刷装备北京市重点实验室,北京 102600)
套印精度作为衡量彩色印刷质量的重要指标之外,图像色彩还原、层次阶调和表面状况也受其影响。传统的套印精度检测是在不影响印刷品内容质量的前提下,在印刷品叼口或拖稍的空白处加上套印标识——猫眼、“米”字线或“十”字线等,检测人员通过放大镜肉眼对套印标识的相对距离进行估算获得套准偏差[1],这种检测方法对人眼伤害极大且效率和精度都较低。依据印刷行业《CY/T 5-1999平版印刷品质量要求及检验方法》的规定:精细印刷品的套印允许误差≤0.1mm,一般印刷品的套印允许误差≤0.2mm,判断该印刷品是否合格[2]。
随着印刷装备越来越数字化以及人工智能的蓬勃发展,人们对套印精度检测方面的技术要求也随之增加,对印刷品套印精度的检测也逐渐转向基于数字图像处理及机器视觉等方法[3-4]。高校学者作了基于图像处理的套印误差识别的研究。国防科技大学的赵健在运用霍夫变换进行图像位置校准的基础上,用FSWM滤波算子进行印刷品重影检测[5]。高军等通过对标准图像与待检测图像分色后,根据对应色的灰度图像进行匹配求出套印误差[6],该方法依赖标准模板图像,而标准模板的制作并不简单。王雪琳、任玲辉等通过图像处理技术提取印刷品边缘,运用边缘共生条件概率矩阵的峰值求出套印误差的方法[7-8];文献[5-8]均解决了人工检测对人眼造成伤害、主观性强、精确度低、稳定性差及效率低等缺点,也不需要套印标识就可以进行套印误差检测,节省了因加套印标识而浪费的大量纸张边缘裁剪,但对印刷品图文的边缘处理算法要求极高,算法较为复杂。许海涛等通过对套印标识“十”字线进行分色,计算“十”字线中心,从而计算出套印误差[9]。该方法虽实用性强,可对相机同步功能及相机精度要求极高。樊丽娜等通过计算测控条实地块边缘相对于基准色块边缘的平移量与设定的标准距离对比,得到套印误差[10]。王俊艳通过制定特定尺寸的套印标记图像,分色并进行圆心定位,得到套印误差[11]。王世辉通过使用霍夫变换对“十”字线进行检测,使用GA优化向
收稿日期:2021-01-14量机方法用于套准状态的识别[12];陈汉文利用快速霍夫变换法提取目标中轴线,检测出“十”字线的位置信息[13]。张锡福对印刷品的CMYK(青、品红、黄、黑)每种颜色设计了不同形状的图标作为检测图标,使特征模板匹配,计算各个模板的坐标得出套印误差[14],该方法需要重新制作印版,使用范围受限。文献[9-14]均通过分析印刷品的套印标识进行套印误差检测,包括传统的套印标识和新设计的无叠印的套印标识。针对套印标识采用分色或模板匹配的方法间接检测印刷品套印质量,虽检测稳定性好,精度较高,但存在或对硬件设备精度要求高,或对新的套印标识重新制版,通用性差等缺点。
针对以上问题,在图像处理技术的基础上,本文根据“米”字线边缘图像特点,设计算法检测“米”字线水平、垂直方向及斜向各个同侧边缘的像素距离,根据标定的尺寸,计算样张的套印精度。此方法无需制作新模板,采用传统套印标识“米”字线,也适用于“十”字线标识,实用性强、检测用时短、效率高,且稳定性及精确度较高。
1 套准偏差检测系统设计
彩色印刷品往往先通过对彩色原稿作分色处理后,得到各个颜色(CMYK)的印版,再顺序将各色印刷版装在印刷机上,经过不同的色版时,相应的单色图像被印在纸张上,最后多种颜色重叠形成完整的彩色图像[15]。印刷机的前规和侧规是使纸张上下位置及侧边缘准确定位的部件,纵向定位在于周向的两个前规,横向定位则用轴向的一个侧规,且前规定位线通常与侧规定位线相互垂直,以保证纸张定位及套印准确。印刷机前规与侧规对印刷品套印是否准确有着重大的影响,一般可以通过印刷品各色版印在纸张上的套印标识作为反映印刷机前规与侧规在印刷作业中的精准度及套准检测依据。选用 “米”字线作为印刷套准偏差检测标识,设计印刷套准检测系统。
印刷套准检测系统硬件平台(图1)由图像采集模块、电气驱动控制模块组成。图像采集模块分别有工业CCD相机、环形LED光源和图像采集卡;电气驱动模块则由两个伺服电机、光栅尺及工控箱组成。伺服电机驱动平移台X轴带动固定在夹持架上的光栅尺读数头和CCD相机运动,另一伺服电机驱动平移台Y轴带动平移台X轴移动。
基于数字图像处理的套印精度检测方案如图2,包括图像预处理与套印精度检测两大部分。将CCD相机拍摄的印刷品套印标识“米”字线照片采集到计算机中,进行图像预处理,获得“米”字线边缘轮廓;选择几组标定好的尺寸建立套准偏差检测尺寸的模型,将待检测的预处理图像导入套准精度检测算法中,进行检测,随后写入excel中。
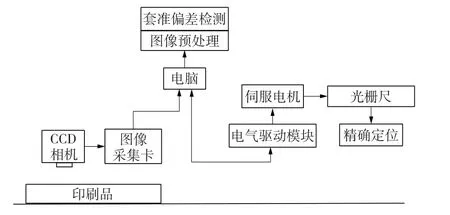
图1 印刷套准检测系统硬件平台
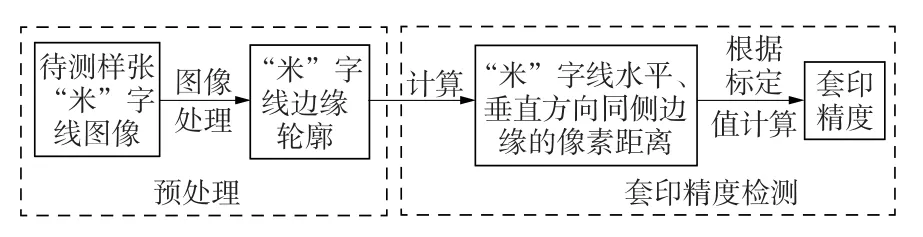
图2 套印精度检测流程
2 “米”字线图像预处理
为增强图像细节信息,除去由于印刷工艺产生的噪声,使得对“米”字线边缘轮廓能顺利、高质量提取,需对CCD相机采集的“米”字套印标识图像进行预处理:即对进行图像灰度化处理、灰度图增强、图像滤波。将“米”字以外的信息抑制、甚至去掉,增强“米”字线自身信息,后用边缘检测算子检测提取“米”字线边缘,使目标边缘轮廓与背景区域分开,为套准偏差检测做准备。
2.1 灰度化及图像增强处理
CCD相机采集的套印标识照片通常为RGB模式的彩色图像。彩色图像由三个不同的分量组成,对其进行处理时,往往需要对三个通道依次进行处理,耗时大且计算量成指数倍数增加,因此进行图像灰度化处理。通过将RGB三通道数据彩色图像转换为单通道数据灰度图,可减少数据处理的压力,且灰度图整体、局部及亮度分布特征与彩色图像的描述一致。通常使用加权平均法[公式(1)]来转换灰度图像。缓解CCD相机在采集图像过程中曝光、光照源等多方面因素影响导致采集的图像偏暗问题,用直方图均衡化增强图像,从而使图像具有高对比度外观并展示灰色调的较大变化,从而使采集到的“米”轮廓清晰,细节明显。

2.2 滤波及边缘提取处理
图像滤波是图像预处理的重要步骤。在图像获取和信号传输过程中会受到多种因素影响,如电器机械运动、光和电基本性质等,往往会产生多种噪声[图3(b)],大大降低图像质量,如椒盐噪声、高斯噪声等[16]。
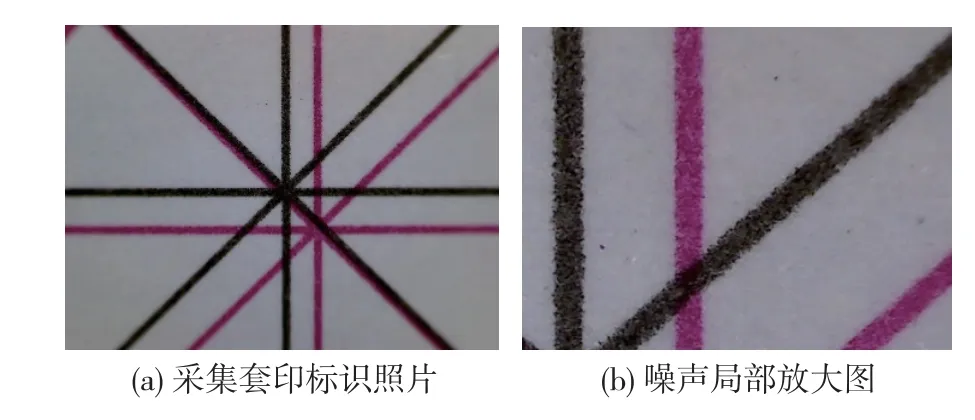
图3 套印标识采集原图及噪声局部放大图
综合考虑滤波器作用及特性,选用中值滤波与高斯滤波相结合的算法对 “米”字线进行滤波降噪处理。该算法先对“米”字进行5×5高斯滤波,再进行5×5中值滤波。建立高斯模板,随着距中心点距离的增加而减少系数值的加权,在平滑图像处理中降低模糊程度;中值滤波器使拥有不同灰度的点看起来更接近于它的相邻点,相比于相同尺寸的线性平滑滤波器的模糊程度明显较低,在减少信号中的噪声的同时,为给定的固定窗口大小保留边缘。两相结合算法可在衰减噪声的同时也可较好地保护图像信号边缘。
边缘像素是图像中灰度突变的一些像素,边缘就是相连边缘像素的集合,通过基于灰度突变进行分割图像,从而达到边缘检测的目的。对印刷套印标识,进行滤波降噪处理后选择使用Canny二阶微分算子检测提取 “米”字边缘,相对比Sobel、Prewitt、Roberts等一阶微分算子,Canny算子运用高斯函数的一阶微分,以带方向的一阶微分定位导数最大值,不容易受噪声干扰,可以检测到真正的弱边缘。采集的“米”字线经图像预处理结果如图4。
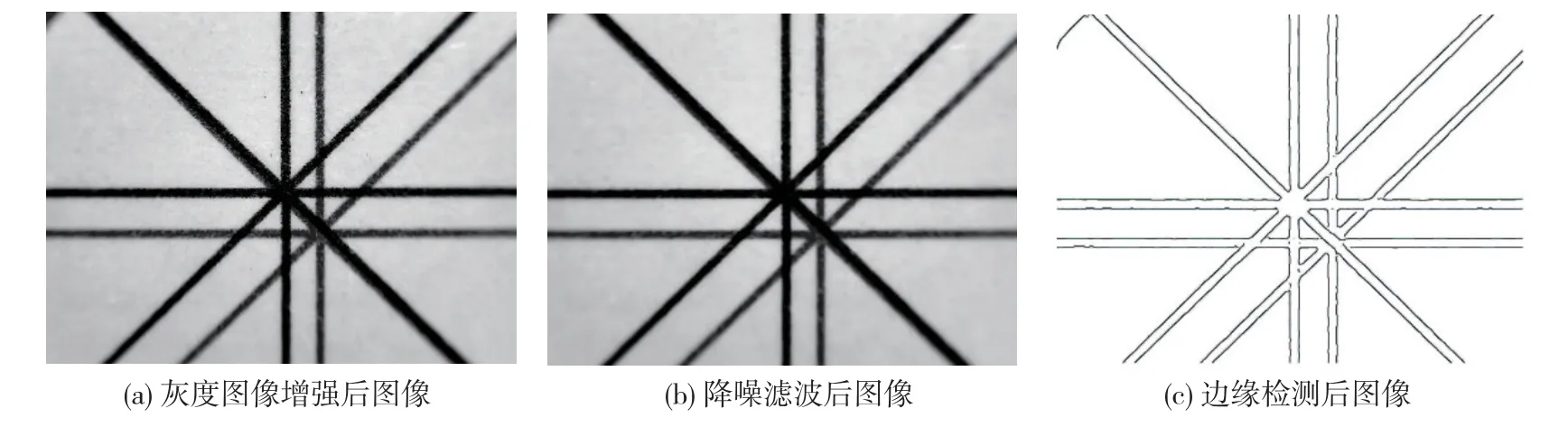
图4 图像预处理后效果图
3 套准偏差检测原理及过程
3.1 套准偏差检测系统的尺寸标定
为确定像素距离与实际距离之间的对应关系,对该套准偏差检测系统进行尺寸标定。标定方法为:取20组手工测量套准偏差数据导入本文建立的套准偏差检测算法模型中,通过建立像素距离与实际偏差距离之间的函数关系,得到单位像素的尺寸标定。针对在尺寸标定时产生的人为误差,采用以下措施进行降低:
(1)计算单位像素对应的真实距离,分别计算套印标识“米”字左边缘像素距离、右边缘像素距离及“米”字中心像素距离,取三者平均值作为真实距离所对应估算的像素距离。
经处理的套印标识“米”字线提取的骨架轮廓存在边缘毛刺。采用如下方法使检测误差减少(以“米”字中间竖线检测为例(图5),其横线及斜
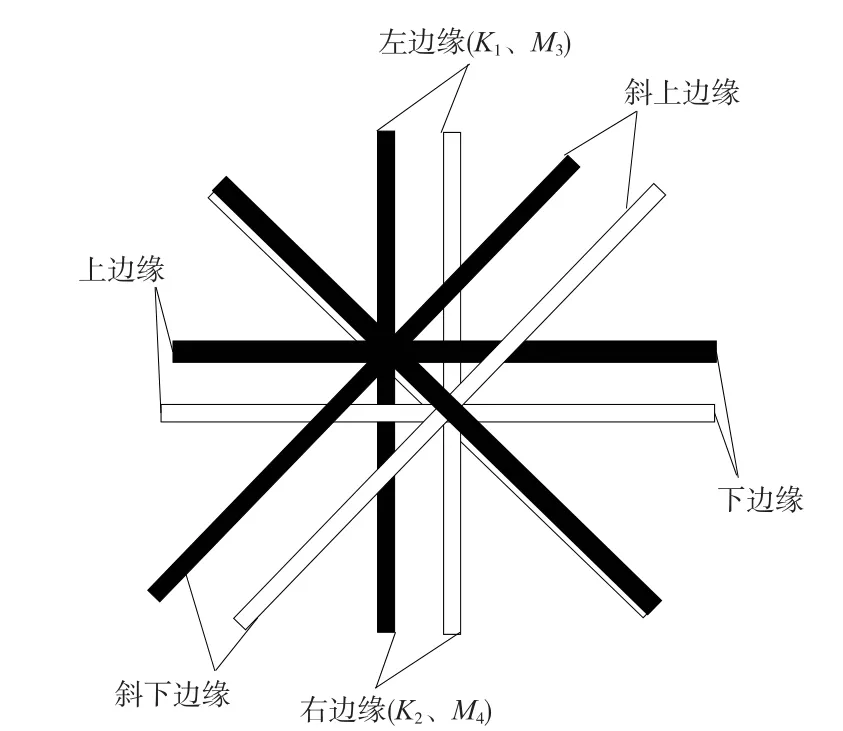
图5 “米”字线套印标记示意图
线检测与此类似):以K1、K2代表黑色“米”字中间竖线的左边缘、右边缘,经直线检测后,其横坐标排序后的集合为Xl=(x1,…,xm);M3、M4代表品红色“米”字中间竖线左边缘、右边缘,经直线检测后,其横坐标排序后的集合为Xr=(x1,…,xn)。表达式如下:
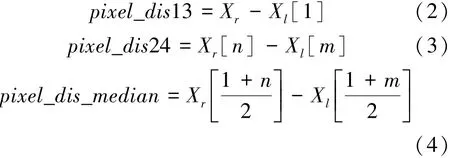
式中:pixel_dis13和pixel_dis24分别表示“米”字中间竖线对应左边缘和对应右边缘之间的像素距离,pixel_dis_median表示“米”字中间竖线对应中心之间的像素距离。
对应像素距离值为多次计算取平均所得,以抑制或极大减少骨架边缘的毛刺所带来的误差。表达式如下:
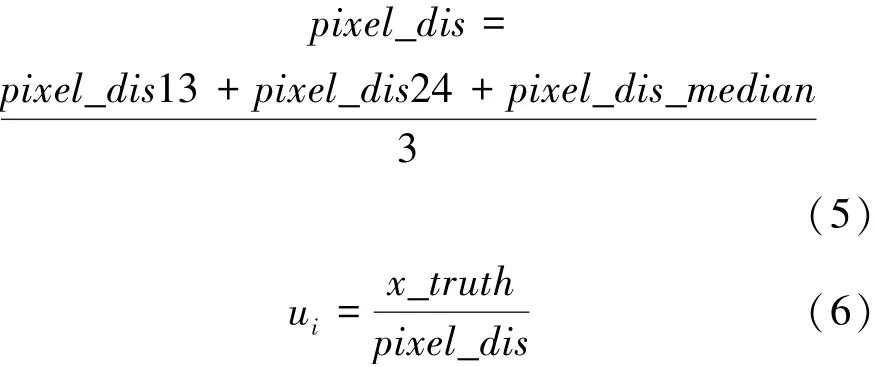
式中:pixel_dis表示多次计算取平均的像素距离,ui表示第i组计算标定单位像素距离,x_truth表示“米”字线中间竖线的手工测量套准偏差。
(2)用多组数据进行单位距离的标定以提高标定单位距离样本模型的鲁棒性及标定的容错性和稳定性。对每一个样本计算出其单位像素对应的真实距离,如标定了p组:Unit=(u1,u2,…,up),单位距离平均值通过下式可得:
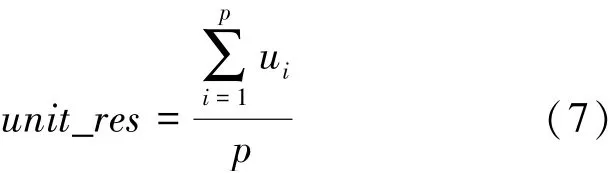
式中:unit_res表示p组标定结果取平均的结果。
3.2 套准偏差检测原理
通过检测“米”字线中相对于黑色版在水平方向、垂直方向、斜向同侧边缘直线间的距离得出套印偏差。采用OpenCV的库函数检测经图像预处理检测提取的“米”字边缘图像中直线部分,依据斜率对检测的直线部分进行过滤操作。算法具体步骤如下:
(1)依据斜率为0、无穷、1过滤出三个方向组成“米”字线的子直线段;
(2)完成水平、竖直方向单位像素距离的标定;
(3)得到“米”字线中相对于黑色版同侧边缘直线间的像素距离,根据标定值计算出像素对应的实际距离;
(4)每组数据均经过三次检测后取平均值得到最终数据。
所提出的对“米”字线标识套准偏差检测的方法同样适用于“十”字线标识套准偏差检测。
4 套印精度检测实验
4.1 实验方法
进行传纸套准精密度误差实验,验证本文印刷套印精度检测方法的有效性及可行性。按JB/T 5434规定的版式,以对开双面双色平版印刷机规定的可印色数及该印刷机最高印刷速度进行一次输纸多色套准印刷,随机取样连续样品50张。分别采用基于数字图像处理的套印精度检测方法和手工测量的方法检测印刷传纸套准偏差。
(1)手工检测的套印精度检测实验。按照图6,用分度值为0.01mm的USB手持读数显微镜,分别检测50张样张套印线同侧边距离,得到印刷机传纸套准偏差(其中x反映印刷机侧规定位套准偏差,y反映印刷机前规定位套准偏差)。部分读数结果记录在表1的手工测量值中。
(2)基于数字图像处理的套印精度检测实验。为便于与手工检测实验的结果进行对比,只检测套印标识水平和垂直方向的套准偏差,对斜向的套准偏差暂不做测量。本方法以“十”字套印标记的样张进行检测。
①获取套印标识:用CCD相机采集位于印刷品叼口、拖稍空白处的“十”字套印标识;
②图像预处理:通过图像预处理算法提取套印标识轮廓边缘;
③尺寸标定:进行人工测量 “十”字线中相对于黑色版水平、垂直方向同侧边距离各测量三次,取平均值为一组数据,取20组样张数据完成单位像素距离的标定;
④直线检测及套印偏差测量:利用开放式计算机视觉库OpenCV中直线检测函数,依据标定值及套准偏差检测原理实现套准偏差的测量。部分检测结果记录在表1本文方法测量值中。
表1中每组手工测量值是USB手持数字显微镜每次测量三次后取平均值,每组本文方法测量值是采用印刷套印精度检测算法每次测量三次后取平均值。
图6 套印精密度测量位置
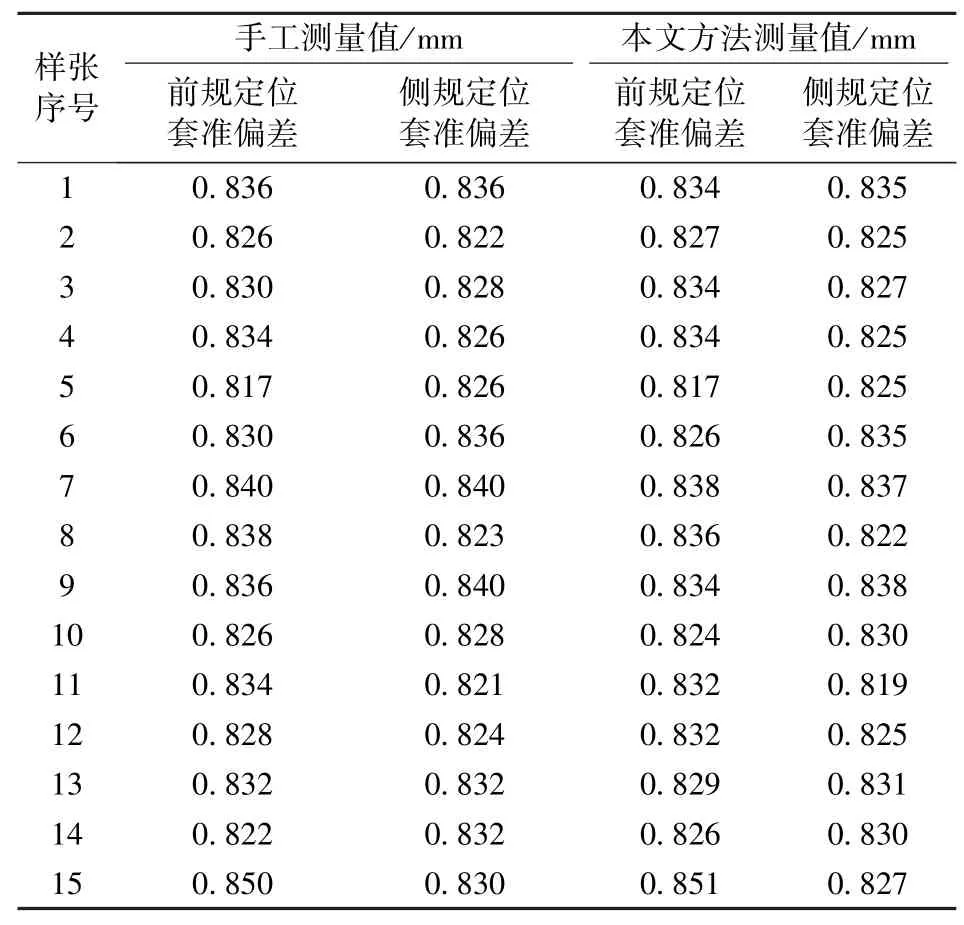
表1 手工测量值与本文方法部分测量值对比mm
4.2 检测时间消耗对比
处理器:intel Core (TM) i7-9750H CP
内存:8G
计算软件:Matlab 2010a, Python2.7 OpenCV
图片:1200×1600
本文算法时间:0.195s
本文算法利用边缘检测算子检测提取图像边缘,继而进行直线检测,根据斜率能快速过滤出组成“十”字形标识的直线段,通过尺寸标定快速完成实际距离的检测,算法复杂性低、效率高。
4.3 套印偏差检测实验结果分析

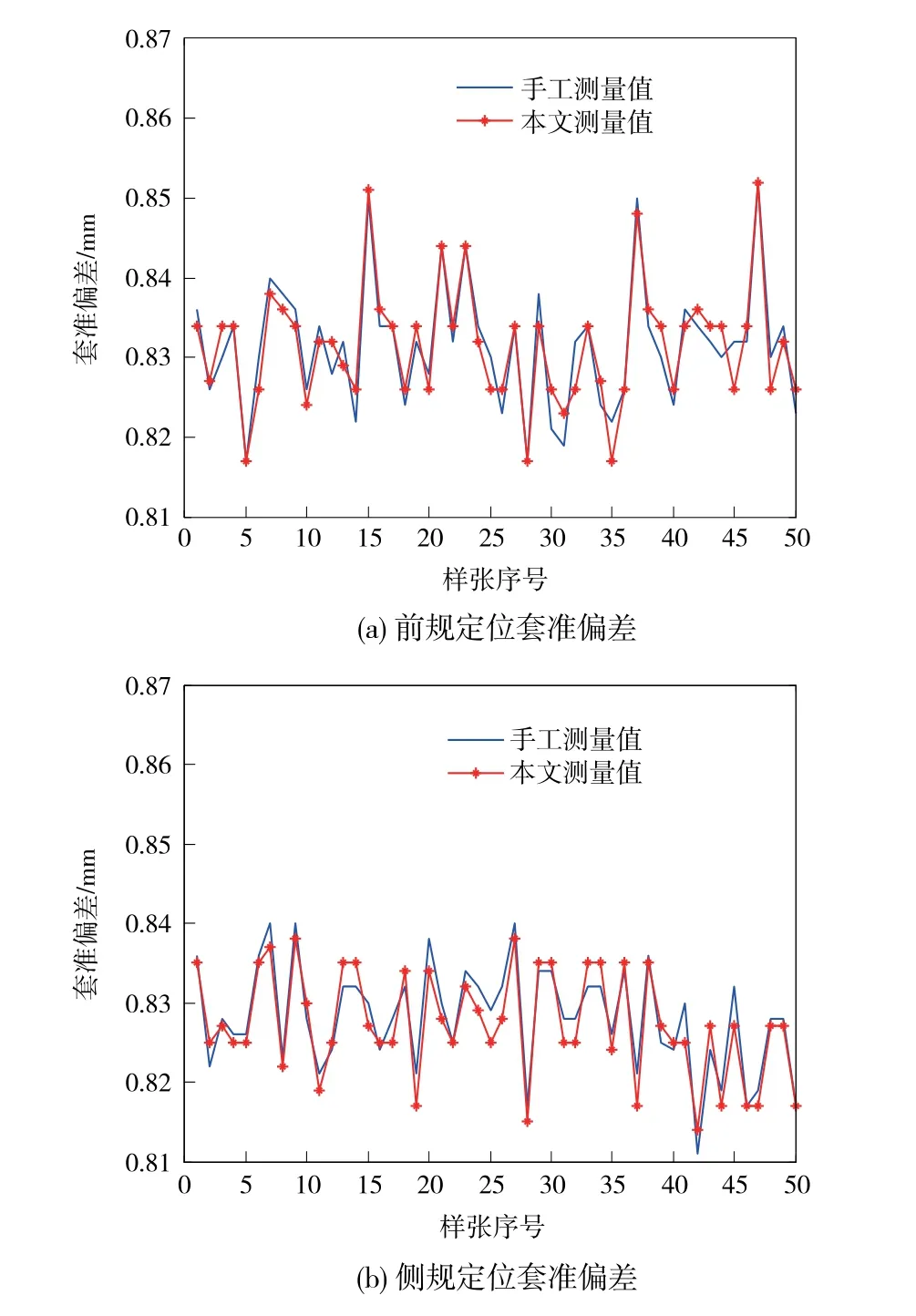
图7 测量值与本文方法比较曲线图
从两种方法的50组数据曲线图(图7)可看出,两条曲线变化趋势基本一致,且文中方法精度优于0.1mm,符合国家印刷行业标准规定。50组测试数据中,印刷机前规定位套准偏差实验值与手工测量值之间的误差平均值[公式(8)]为0.0023mm;印刷机侧规定位套准偏差实验值与测量值之间的误差平均值为0.002mm,误差平均值均小于0.003mm。采用的中值滤波及高斯滤波结合算法平滑图像,极大地提高了图像质量;使用canny算子提取标识图像边缘,根据直线斜率计算同侧边像素距离,通过标定的单位像素距离得到套准偏差,适用平时的印刷套印精度检测。但对抑制减少骨架边缘的毛刺所带来的误差方面,不能达到理想的误差消除效果,对降低此误差的算法还需进一步提升优化。
综上所述,所提出的基于数字图像处理的套印精度检测算法较人为检测套印精度方法效率高,减少了来自人本身的主观性,检测结果可靠,但在减少套印标识轮廓的边缘毛刺产生的误差方面,还需进一步改善算法。
5 结语
在数字图像处理的基础上,提出了根据标定像素距离和真实距离检测待测样张的套准偏差方法。在工业CCD相机采集套印标识图像后,经中值滤波及高斯滤波结合算法平滑图像,极大提高了图像质量;使用canny算子提取标识图像边缘,依据印刷品套印标识“米”字线边缘图像的特点检测斜率的变化过滤出组成“米”字线的目标检测线段,完成单位像素标定,计算同侧边缘线条的距离得到套准偏差。通过对50张印有“十”套印标记的样张进行印刷套印精度检测实验,检测误差平均值均小于0.003mm,本文方法用时短、效率高,稳定性及精确度较高,实用性强。此方法适用“米”字和“十”字套印标识的套印精度检测,且符合国家印刷行业标准要求,大大降低了人为主观检测误差。
猜你喜欢
商界评论(2022年1期)2022-04-13
汽车电器(2021年8期)2021-08-24
汽车电器(2021年7期)2021-08-04
学生天地(2020年6期)2020-08-25
汽车维修与保养(2020年11期)2020-06-09
数学大王·趣味逻辑(2019年10期)2019-11-06
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
草原(2018年2期)2018-03-02
通信产业报(2016年44期)2017-03-13