
JWF1286型精梳机的技术创新与电气控制研究
2021-07-02 05:49陈永旺
科技创新与生产力 2021年5期
陈永旺,于 静
(经纬智能纺织机械有限公司,山西 晋中 030601)
精梳机是纺纱过程中生产纱线产品高等化的关键设备,精梳工序的主要作用是排除生条所含短绒来提高纤维长度的整齐度,清除生条中含有的棉结、杂质和其他的疵点,提高纤维的平行度、伸直度以及分离度,并制成均匀的精梳条以供下道工序使用[1]。随着社会发展,人们对于质量、速度以及智能化的要求越来越高,精梳机市场也不例外。国际先进的精梳设备在高速度、高产量的前提下,更加注重自动化,智能化。为了适应市场需求,经纬智能纺织机械有限公司推出了JWF1286型全自动智能高效精梳机,该设备在本公司原有各种型号精梳机成功经验的基础上进行技术创新,增加了自动退管、自动换卷、自动接头等智能系统,可满足连续化、高速化、智能化需求。
1 开车速度分析
随着棉纺机械水平的发展,市场对精梳机的运转速度要求越来越高,是否具备稳定的高速运转能力已经成为其市场竞争力和现代化水平的重要体现[2]。精梳机的速度越高,单台产量和生产效率越高,减少与细纱机万锭配台数量,进而减少厂房使用面积、整体耗电量和所用人工数量。JWF1286型全自动智能高效精梳机的工艺速度应在450钳次/min以上,其速度提高有以下两点技术改进。
1)优化车头箱内齿轮设计。精梳机的传动主要是依靠车头箱内齿轮相互啮合实现的,要实现设备的高速运转也就是要提高齿轮的传动速度,需要满足两个条件:一是提高电机的转动速度,只需要更改变频器参数即可;二是对与电机高速运转相匹配的机械部分进行优化设计。什么是与电机高速运转相匹配的设计?就要考虑电机高速运转可能会带来什么影响。首先是影响设备使用寿命的齿轮本身强度,其次是影响设备耗电量和磨损强度的惯性力。根据相关机械原理可知,齿轮本身强度与齿轮的外形尺寸有关,也就是与质量有关。设备功耗和磨损强度与齿轮的惯性力有关,惯性力与齿轮的质量、加速度呈正比,加速度又与齿轮传动速度的平方成正比。当齿轮传动速度提高时,惯性力将急剧增加。为了在功耗增加的合理范围内保证设备长期稳定高速运行,需要对齿轮质量进行一个合理的减重。JWF1286型精梳机开车速度比JWF1278型精梳机提高了20%,惯性力也就提高了44%左右。通过综合考虑,JWF1286型精梳机采用的齿轮厚度由20 mm变为25 mm,同时根据齿轮大小不同,以增加6个不同直径大小减重孔的方式,使惯性力提高到了原来的1.2倍左右,达到一个相对合理的平衡。
2)伺服驱动成卷罗拉转动。普通精梳机的轴传动是由主电机带动齿轮传动,所有的动力来源都是主电机,由于齿轮传动的局限性,集中式齿轮传动达不到高速运转要求,JWF1286型精梳机将成卷罗拉部分设计成由伺服电机带动,既保证了成卷罗拉动作的独立性,也增加了精梳机的梳理速度。
2 梳理质量分析
纺纱质量高主要体现在落棉指标、条干均匀度(CV)值指标、含绒率、棉结杂质粒数等都可达到规定要求且比较稳定。JWF1286型精梳机的纺纱质量较JWF1278型精梳机有所提高,其在以下结构方面进行了优化。
2.1 增加棘轮齿数选择
棘轮带动喂入罗拉转动,棘轮被拨过一个齿,驱动给棉罗拉将棉网喂入一段距离A,棘轮齿数与棉网喂入距离A的关系见表1。距离A越短则精梳条质量越好;距离A越长则精梳条质量越差。
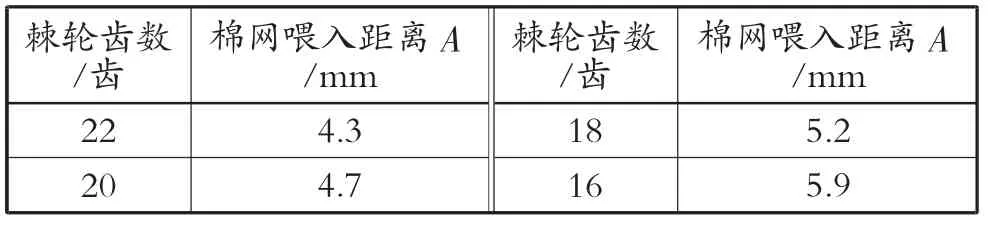
表1 棘轮齿数与棉网喂入距离A的关系
由此可知,棘轮齿数与棉网喂入距离A有关,也就是与棉条质量有关。以往JWF1278型精梳机的棘轮齿数只有16齿、18齿、20齿和22齿,为了适应不同棉纺厂的棉纺工艺,JWF1286型精梳机的棘轮齿数增加到17齿、19齿、21齿和23齿,以便细化棉网喂入距离A,增大棉纺质量选择范围,提高经济效益。
2.2 采用模拟量漏条检测
本公司以往精梳机采用数字量开关检测漏条,开关的检测范围为0~4 mm,检测范围较大。当调试开关时位置设定的不太理想时会出现条干不均匀的现象。JWF1286型精梳机采用模拟量漏条检测,在人机界面可观察棉条的重量曲线,提高检测漏条的灵敏度,减小条干CV值,避免细纱长细节疵点,提高成纱质量。
2.3 采用大角度锡林梳理
本公司精梳机锡林角度分为90°,110°,130°,可满足不同客户对落棉率、短绒去除率的需求。
3 自动化程度分析
衡量精梳机现代化水平的重要标准除了精梳机速度的高低外,便是其自动化水平的高低。自动化水平越高,所需挡车工人数越少,挡车工工作量越小;自动化水平越高,精梳机的开车故障率越少、机器的运转率及精梳产品的质量越高。JWF1286型精梳机智能化及自动化主要体现在电气设计控制自动退管、自动换卷、自动接头。
3.1 整机电气系统设计
图1为整机控制系统示意图。JWF1286型精梳机以PLC为核心控制整个机器的动作。采用磁感应开关、光电开关等高灵敏度的自停装置检测各个部分的状态;以HMI为控制操作窗口设置以及显示机器的产量、各个参数,实现人机对话;以伺服驱动成卷罗进行正反转;以变频器控制整机速度[3]。

图1 整机控制系统示意图
3.2 系统主要部分介绍
在精梳机的中段设置了三自动系统,包含筒管拉管系统、棉卷翻转系统、棉卷生头系统,实现了精梳机上筒管拉取和棉卷喂入及生头的智能化。
1)自动退管。图2为自动退管流程图。当检测棉卷厚度的光电检测到棉卷厚度达到退管要求时,接头皮辊开始加压,拉筒管气缸抬起将筒管压住,伺服电机驱动成卷罗拉旋转,将尾棉与棉网断开,实现棉网的留头处理,为生头提供搭接棉。之后筒管开始退绕剩余棉卷,当检测棉卷退绕的光电检测到8个棉卷都退卷完成后,拉筒管机构向后摆动,将空筒管拉到筒管架,自动退管动作完成。
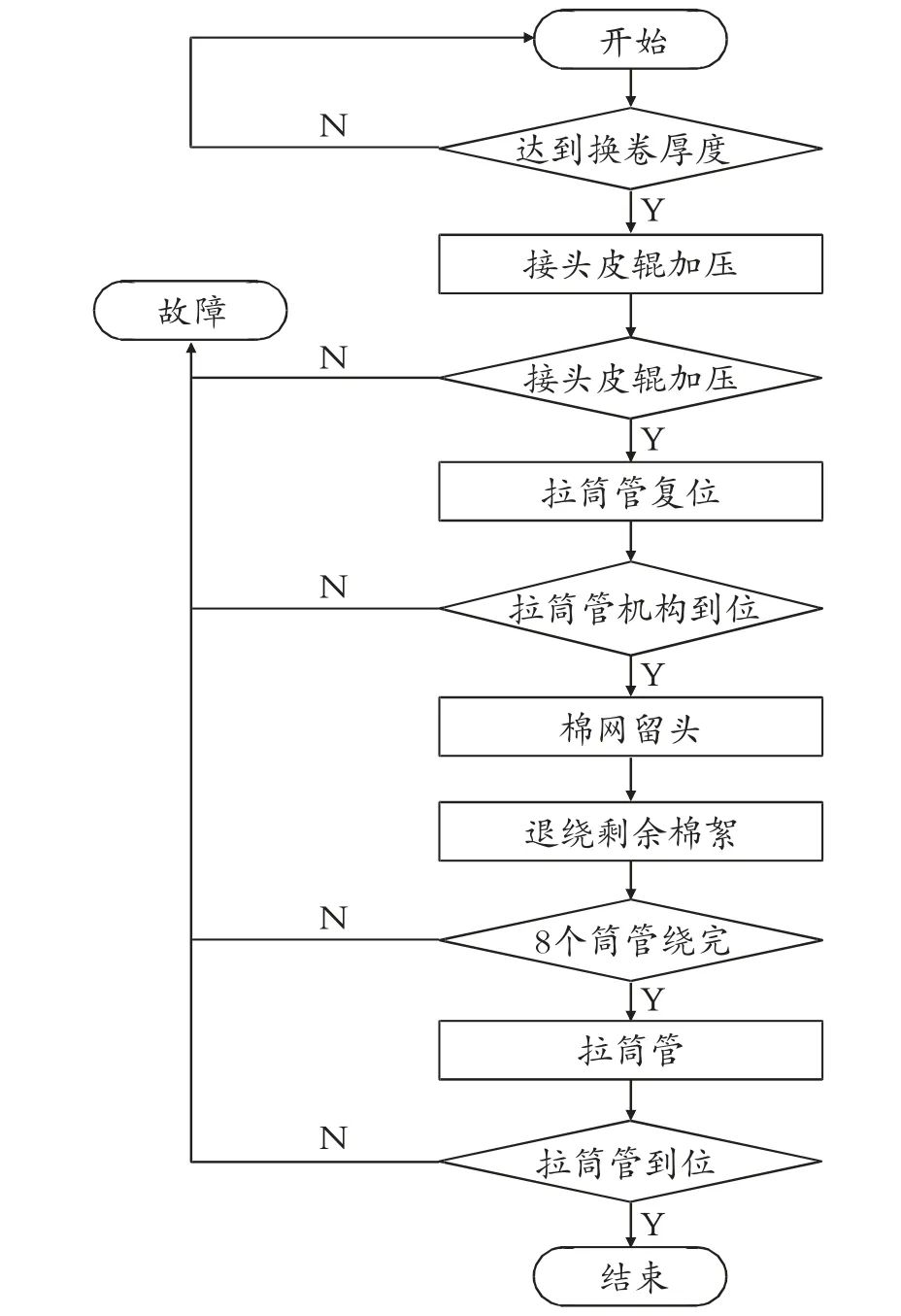
图2 自动退管流程图
2)自动换卷。第85页图3为自动换卷流程图。当检测到自动退管动作完成后且储卷架有棉卷时,储卷架在气缸的作用下自动翻转将备用的8个棉卷下放到成卷罗拉上,自动换卷完成。此功能实现了无人操作,自动完成换卷,减少了人工需求。
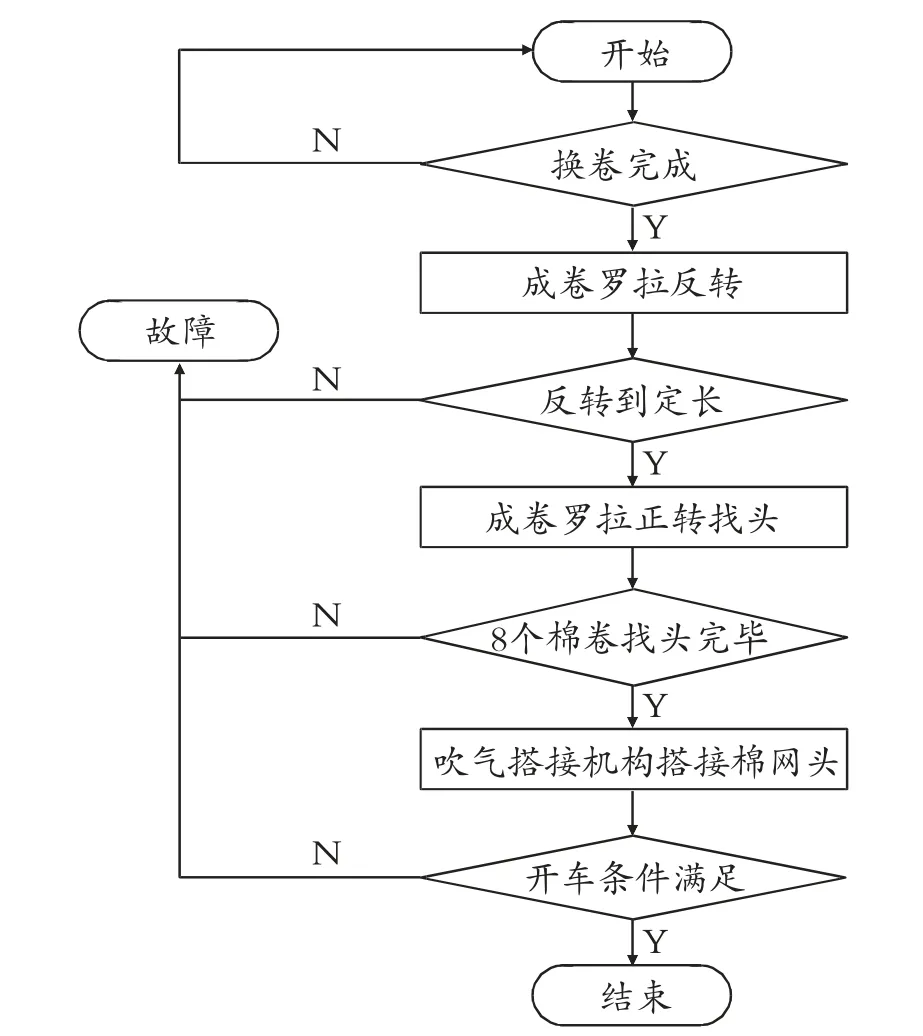
图3 自动换卷流程图
3)自动生头。精梳机上新棉卷棉网的头端与旧棉卷棉网的尾端进行智能化搭接,同时将搭接好的棉网顺利喂入到钳板结合件的给棉罗拉钳口的过程称为棉卷自动生头系统。与传统手动棉网头端与尾端搭接相比,JWF1286型精梳机自动接头质量和棉条均匀度都有明显提高,达到了精梳条干均匀度的全程稳定,自动换卷接头段的CV值也比人工搭接下降1.5%。
图4为自动生头流程图。在换卷完成后,成卷罗拉在伺服电机带动下反转一定的长度,目的是实现棉网的自动找头。吸棉嘴吸风打开,成卷罗拉开始正转,吸棉嘴开始从头端吸走棉网,吸走设定长度后成卷罗拉开始反转设定长度,同时吸棉嘴闭合,将棉网扯断,实现8个新棉卷棉网头找齐。吹气板抬起,成卷罗拉正转,将新棉网运送到吹气板上方,吹气板吹气同时下摆,将棉网剥离棉卷到吹气板上并回到原位,完成新旧棉网的搭接动作,实现了棉卷的自动接头。此时,若开车条件都满足,没有出现无空桶等故障,可以实现自动开车。棉卷自动接头系统的设计减少了以往人工接头所需的时间,大大提高了生产效率。

图4 自动生头流程图
4 发展前景预测
本公司生产的JWF1286型全自动智能高效精梳机取本公司生产的原有机种的“精华”,去除设计过程中的“糟粕”,工艺适应性明显提高。顶梳、锡林梳理充分,实现去除短绒和排除杂质的功能。优异的成条技术可保证精梳条干水平稳定。JWF1286型精梳机比JWF1278型精梳机速度提高近50%,由原来的350钳次/min提高到500钳次/min;操作面板智能显示,操作方便且机器运行故障率明显降低;加之新颖的外观和稳定的性能,受到众多参观者的一致好评[4];智能化程度高,为今后的无人化工厂生产提供有利条件。
猜你喜欢
装备维修技术(2022年7期)2022-07-01
内燃机工程(2021年6期)2021-12-10
小哥白尼·野生动物画报(2021年6期)2021-07-14
东北大学学报(自然科学版)(2021年1期)2021-01-15
广西文学(2020年8期)2020-08-04
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
数学大王·趣味逻辑(2019年10期)2019-11-06
疯狂英语·读写版(2019年5期)2019-09-10
