
基于剑杆织机改造的三维间隔机织物工艺设计
2021-06-30 03:03黄锦波祝成炎张红霞洪兴华周志芳
纺织学报 2021年6期
黄锦波, 祝成炎, 张红霞, 洪兴华,周志芳
(浙江理工大学 先进纺织材料与制备技术教育部重点实验室, 浙江 杭州 310018)
近些年随着高性能纤维材料的研究与开发,碳纤维、芳纶纤维、玻璃纤维等已被广泛应用于航天、汽车、机械等复合材料领域[1-3]。但通过机织、纬编、经编等多种生产工艺织造的二维增强织物,仅在二维方向具有很好的力学性能。通过叠层办法一定程度上能解决三维复合材料的需求,但其仍存在力学性能不强,易分层等应用问题[4-5]。三维织物即在织造成型后本身就具有一定厚度的编织物[6]。目前研究较为成熟的三维织物可以分为3大类:三维机织织物、三维编织织物、三维正交铺纱织物。采用三维结构复合材料相对二维具有整体性能稳定、抗冲击性能优越和力学性能好等优点,应用领域也逐渐增大[7-8]。现有三维机织织物成型方法有很多,大体可以分为层层接结角联锁织物、贯穿接结角联锁织物、三维正交织物。此类型三维织物在设计上很大程度依赖于纬纱屈曲同多组经线交织成型。在织造设计过程中结构较为固定,且需要在专业织机上生产。其原因是三维织物织造采用多组经线必然造成织机的总经根数远大于二维织物的织造,极易造成生产过程中经线之间的摩擦以及经纱与钢筘之间的摩擦,阻碍织造的顺利进行[9-11]。
本文提供一种三维间隔机织物织造方法,通过对传统剑杆织机进行二梭口或多梭口改造和上机工艺设计,可以实现纵向经线交织高度调节,开发出有效控制纵向经线交织的三维间隔织物。并通过对三维间隔机织物建模,分析三维间隔织物最佳成型效果的纱线线密度与抗弯刚度的关系。
1 三维间隔织物和织机设计
1.1 三维间隔织物结构设计
多数的机织物是平面二维结构,包含经纱和纬纱2组纱线相互交织形成。三维机织物即在3个正交平面上都存在一个或者多个纱线系统,这些纱线系统可以对织物在各个方向的性能进行增强[12]。本文中三维间隔机织物成型设计有2组地经和1组纵向经线。在平面上为地经和纬纱交织,在纵向平面为纵向经线和纬纱交织。其实现结构如图1所示。
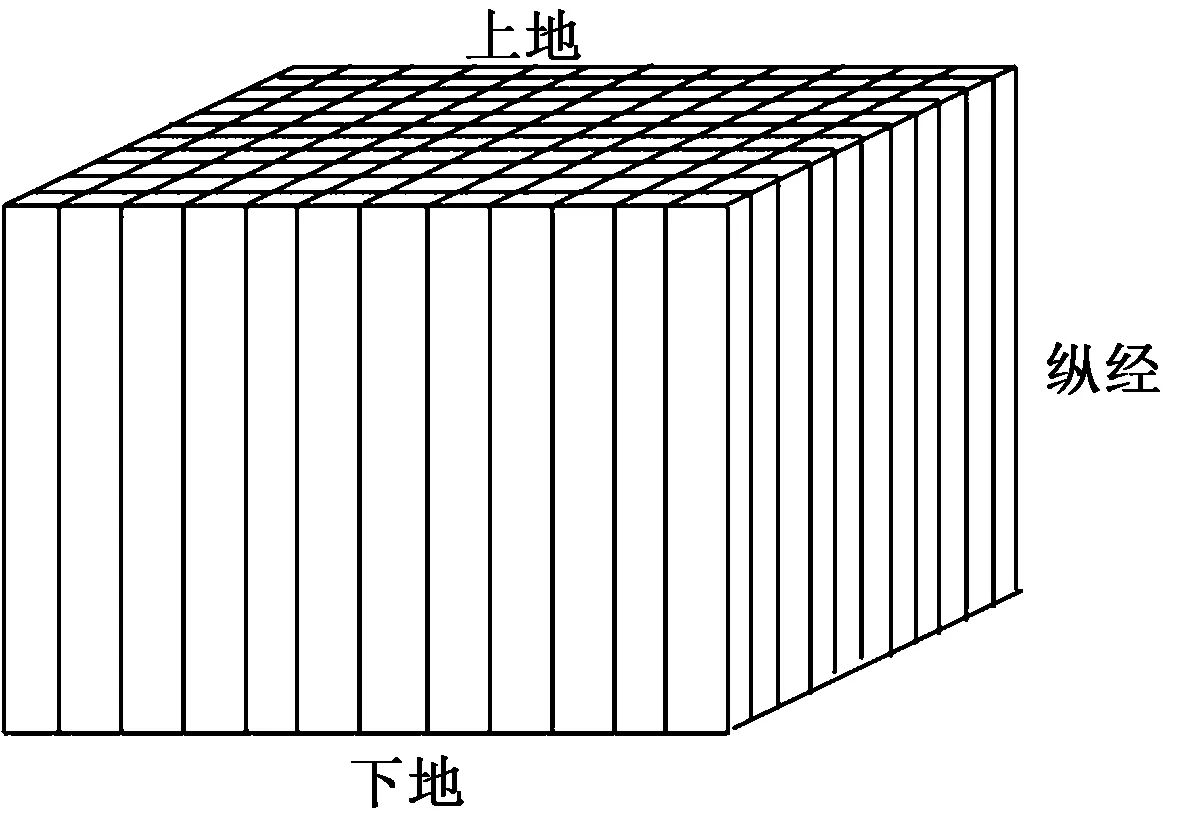
图1 三维间隔织物结构图Fig.1 Three-dimensional spacer fabric structure diagram
其结构类似于夹心平层结构。织物的表层和中间层并非均匀组织结构,上表层和下表层均由1组纬纱和2组经纱交织,结构较为紧密。中间层则为纵向经线。纵向经线在2层来回交织。该设计结构同样能够实现多层织造原理,在允许范围内可以实现三梭口或更多层状三维间隔织物的成型。
1.2 织机结构的调整
剑杆织机主要包含卷取机构、开口机构、引纬机构、织边机构、打纬机构、送经机构6大部件[13]。改造设计思路是纵向经线在交织过程中反复与地经垂直交织形成。基于该原理提出的改造后织机结构如图2所示。该结构包含二组地经1和2和一组纵向经线4。3组经线分别按上、中、下排列通过3组停经装置。纵向经线居于上下地经中间位置。通过综框调节,实现双开口织造,在生产过程中各组经线张力需要独立控制。

1—地经;2—地经;3—固定后梁;4—纵向经线;5—停经装置;6—综框;7—钢筘;8—压辊;9—卷布辊。图2 织机改造后结构简要示意图Fig.2 Brief schematic diagram of loom structure after transformation
改造后织机在织造过程中,上、下地经单独开口,纵向经线在上下地经之间交织,当织机开口时,纵向经线上开口角度与上地经开口上部一致,下开口角度与下部地经下开口一致。在实际生产中,为减少经线之间的摩擦及毛羽纠缠造成的影响,经轴可以按照上中下排列,各自穿过相应停经架。3组经线尽量少交叉在一起。
2 三维间隔织物的织造工艺
2.1 三维间隔织物的综框及穿综设计
三维间隔织物含有3组或以上经线,而综框数量以及综框所含有综丝数量一般比较固定。如果增加过多综框数量的话,则开口清晰度很难控制。工业生产中多以12页综框为宜。如果在单综丝中穿2根或多根经纱,则极易造成单纱间毛羽的摩擦及铰结。为减少单综上经纱太多造成摩擦断头等因素以及满足经纱数量穿综需求,改造后织机在每片综框前后设立2组综丝。其综框结构如图3所示,A和B分别为单综框上的2组综丝。在经纱数量较多的情况下能满足双倍综丝的穿经需求。在穿综设计上可以将A、B综同时穿,也可以采用单综穿法。相较传统织机,该设计的优势是可以满足最大穿综经纱数量的2倍。

图3 改造后织机综框综丝示意图Fig.3 Schematic diagram of heddle wire of loom heald frame of transformation
综框的选择既要满足经纱的穿综需求,又要尽量避免综框过多造成开口控制不清。为便于织物上经和下经开口清晰,采用分区穿综的方法。该方法的优势在于各部分开口位置都是相邻的综框。在生产中由于纵向经线要与织机上开口或下开口平齐,所以其相对开口较大,可以选用靠近钢筘的4页综。可以减少综框的运动动程。所以织机设计以前4片为纵向经线综框,后8片为地经综框,分别4片上地、4片下地。穿综上要尽量控制均匀穿综。
三维间隔织物的穿综图如图4所示,图中横坐标为织机综框编号,纵坐标为穿综排列顺序。织机从开口前部往后依次为1到12。因为在综框设计上每页综框分A、B 2组综丝,因此,横坐标为2组1~12。穿综图中横坐标前1~12位为综丝组A,后1~12为每片综框另一组综丝B。由于纵经、上地经和下地经单独开口,因此采用分区穿综方法。图中所示17~24为纵向经线穿综,8~16为下地经线穿综,1~8为上地经线穿综。黑点则为对应分区经线穿综规律。为尽量使每页综框受力均匀,穿经过程采用了各个分区间接穿法。在实际操作中,假设纵向经线为1 600根,依据此穿法则地经能穿综3 600根。

图4 织机穿综图Fig.4 Thread harness of looms
2.2 组织结构设计
三维间隔机织物组织设计应将地组织与纵向经线组织区分开来。为使纵向经线交织紧密,地组织多采用平纹组织。这是因为相同密度情况下平纹组织相对其他斜纹、缎纹等组织,织物结构更为紧密,纱线不易滑移,三维间隔机织物成型较好。纵向经线与地经交织根据开口形式有2种相交形式,如图5所示。图5(a)中,纵向经线平均分2组,均匀与上下地经相交。通过钢筘打纬形成立体织物;图5(b)中,纵向经线则以此与上地或下地相交,通过钢筘打纬形成立体织物。在织造设计中,可以通过控制纵向经线开口次数来控制三维织物纵向经线数量。

图5 纵向经线与地经相交形式Fig.5 Comparison of longitudinal meridians with terrestrial meridians
纵向经线在与上、下地经交织过程中,假设地组织为2/2交替组织,则可以得出提综排列情况如图6所示。图中顺序1、2表示为综框往复2次运动规律。其中↑指该经线所在综框上提,纵向经线分2组上下往复交替,此时纵向经线与织物交织结构类似于“V”型结构,织物整体立体感较好。
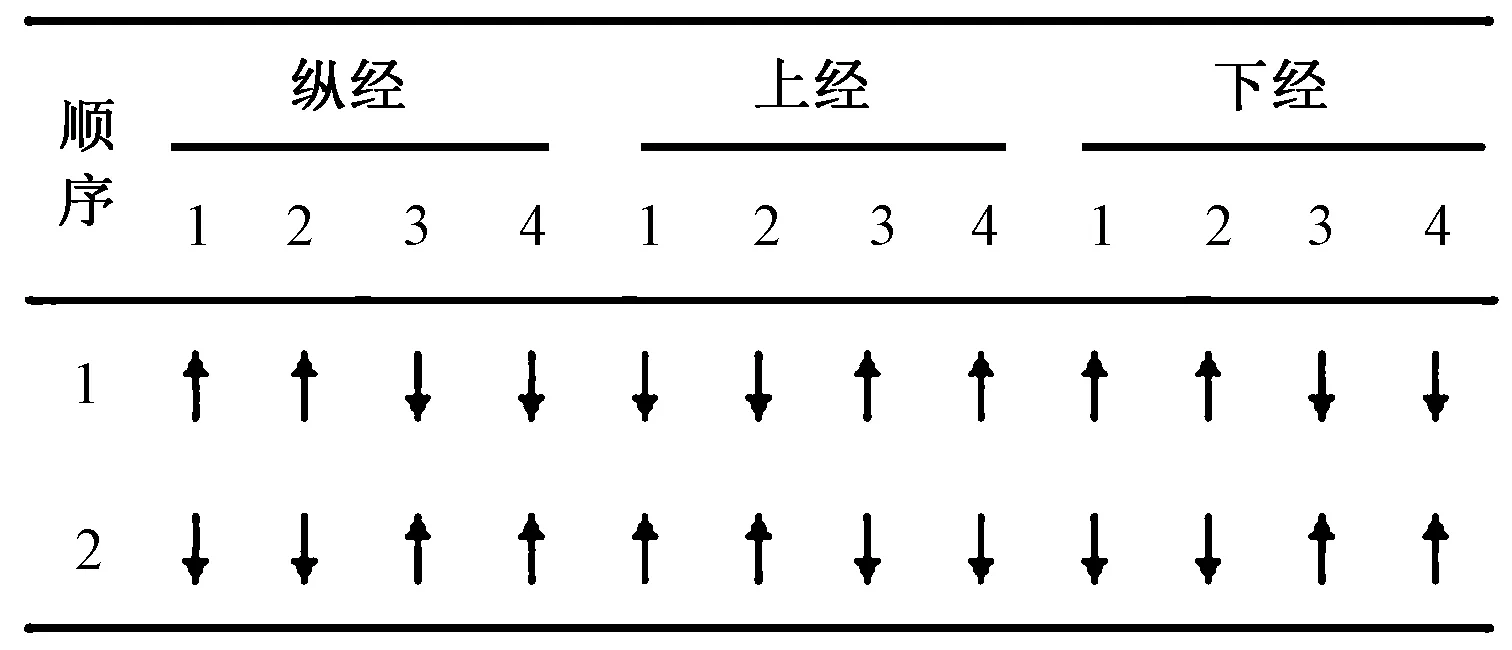
图6 纵经交叉开口综框运动规律Fig.6 Motion law of heald frame with longitudinal cross opening
织造设定时也可纵经全部同上或同下,其综框运动规律则如图7所示。

图7 纵经同向开口综框运动规律Fig.7 Motion law of synchronal opening heald frame with longitudinal warp
当三维间隔织物在特殊工艺使用中,需要在三维织物间填充其他高强纤维或材料时可以通过调整纵向经线提综形式来实现,其综框运动规律如图8所示。当纵经综框运动到2、3位置时,此时纵向经线与上地交织后不再下沉与下地纬线相交。此时织物纬向会留有一条空档。图中用“-”表示该综框停止运转。三维间隔织物中间可以预留空白空间。

图8 纵经停止开口综框运动规律Fig.8 Motion law of heald frame with stop opening by longitudinal warp
2.3 三维织物纵向高度模型预测与验算
三维间隔机织物的中空夹层结构受纱线的性质和织造工艺影响,为确保三维织物的成型效果,纵向高度h需要考虑在内,同时纵向经线数量与纱线抗弯刚度直接影响着三维间隔织物的成型效果。图9示出三维间隔织物纵向扭矩示意图。此时间隔长度即h。假定三维间隔织物幅宽为w,经线线密度为T1,纬线线密度为T2,纵向经线密度为T3,纵向经纱数为n,上、下地经总根数也为n,织造过程中地组织按照平纹交织,其纬密为X,那么其纵向纱线上下交织次数则为Y=nX。假设纵经线的抗弯刚度是Z,纱线抗弯刚度指纱线在弯曲变形时阻止或抵抗纱线本身形状发生改变的能力[14],那么可以计算得到间隔纱线的整体抗弯曲力F。

图9 三维间隔织物纵向扭矩示意图Fig.9 Schematic diagram of longitudinal torque of three-dimensional spacer fabric
F=nXZL
(1)
式中:F指间隔织物发生变形需要的质量,g;X为纬密,根/cm;Z为抗弯刚度,g.cm2;L为织物的长度,m。假设三维织物的一个面为支撑点,那么另一面的质量力矩为
F1=(nLT1+wXLT2)×10-3
(2)
式中:F1为单侧面经线和纬线质量之和,g;w为织物幅宽,m;T1和T2分别指经线线密度和纬线线密度,tex。
(3)
式中,F2为交织纵向经线质量,其纵向纱线因重力产生的力矩取其长度一半的位置为平均值。
由F=F1+F2,可得纵向经线高度。式(4)为三维间隔织物成型效果最佳的临界高度。
(4)
为验证机织三维间隔织物高度模型,假定生产实践中经线、纬线、纵向经线选用同种28 tex纯棉纱,总经根数n为1 600,纬密X为24根/cm,纱线的抗弯刚度Z为2.4×10-3g·cm2[14],织造幅宽w为140 cm,代入式(4)中可得最大间隔高度h≈0.17 m。
由上可知,在织造三维间隔织物设备工艺调整过程中,可以依据所选用纱线材料属性,测算三维间隔织物的纵向临界高度,为设备开口间距提供合适的参考依据。
3 结束语
本文提出一种机织三维间隔织物具体实现方案以及生产工艺方法,在设备改进上提出了双梭口结构设计,以及综框采用单综双组综丝方案满足多组经纱的穿综需求。该思路织造的三维间隔织物与市场上三维正交织物采用纬纱屈曲成型技术有较大区别,该织造方案是采用1组经纱在2组地经交联成型。通过纵向经线的送经量可以实现三维织物的纵高调整。通过该方案在实践生产过程中可以进一步采用三梭口或四梭口完成多组间隔织物的角联成型。
在生产过程中纵向经纱的抗弯刚度和线密度会直接影响三维织物的成型效果,因此在织造三维间隔织物过程中要考虑纵向纱线的抗弯刚度和纱线密度。通过模型计算分析织物临界高度,可以精准计算得到三维间隔织物最大间隔高度,便于设备的改进以及工艺调整。
猜你喜欢
晚晴(2022年2期)2022-06-01
科学之友(2019年5期)2019-05-26
中国纺织(2018年11期)2018-12-13
国际木业(2018年3期)2018-09-10
科学与技术(2018年22期)2018-06-17
纺织服装周刊(2018年16期)2018-05-15
科技资讯(2016年7期)2016-05-14
中学政史地·教学指导版(2012年2期)2012-05-02
中学教学参考·文综版(2009年5期)2009-08-27
地理教育(2009年3期)2009-06-19
