氟橡胶O型密封圈流痕成因及解决措施
2021-06-29 02:08王红云贾宝新
科学技术创新 2021年17期
焦 亮 王红云 贾宝新
(1、陕西省特种密封技术工程研究中心,陕西 西安710100 2、航天科技集团第六研究院密封件制造工艺技术中心,陕西 西安710100 3、西安航天动力研究所,陕西 西安710100)
1 概述
O型密封圈是一种截面为圆形的橡胶密封产品,主要用于静密封和往复运动密封。O型密封圈是液压与气压传动系统中使用最多的一种密封件,其在航天、航空、石化、汽车等领域有着广泛的应用[1]。橡胶硫化是多种控制参数相互作用的过程,因而,在硫化过程中会由于某个或某些参数的变异而产生各种各样的缺陷,如缩痕、粘模、流痕、气泡等[2]。流痕因其主要影响制品的外观质量,因而被划分为橡胶制品的外观缺陷。该缺陷使得制品表面的色泽、纹理与反光程度不一致而严重影响了制品的外观质量,同时,流痕的出现也可能是因为制品内部结构或者微粒形状大小由于冷却收缩的不一致而形成的,因此,它的出现将有可能降低橡胶制品表面的机械性能,如强度、耐磨擦性能等,在要求高的制品中使用会存在失效的风险[3]。
参考GB3452.2 -2007《液压气动用O型橡胶密封圈 第2部分:外观质量检验规范》[4],流痕是线状凹陷,一般呈卷曲状,在不弯曲状态下深度非常浅,表面有纹理,边缘光滑,是由于材料流动或融合不良造成的,如图1所示。

图1 橡胶O型密封圈流痕
氟橡胶是主链或侧链的碳原子上连有氟原子的高分子弹性体,氟原子的电负极性高,且其原子半径小,因此能够紧密地排列在碳原子周围,赋予了氟橡胶耐高温、耐天气老化、耐光老化、耐臭氧老化、耐辐射,耐磨性好、耐油和耐一些特殊介质等性能[5]。由于分子结构氟原子的存在,使氟橡胶刚性大,流动性差,在密封件模压过程中容易产生流痕,橡胶O型密封圈表面流痕的存在,可使其机械性能及密封能力下降,导致O型密封圈在阀、泵等产品使用中产生泄漏等安全事故。因此,解决氟橡胶流痕问题,对高效使用氟橡胶,发挥氟橡胶的优异性能意义重大[6]。
2 氟橡胶O型密封圈流痕成因分析
在常温下氟橡胶处于高弹态,而当温度升至熔融温度时,则由高弹态转入粘流态,材料变成了能流动的高粘度流体,在外力作用下,橡胶呈现流动状态从而获得流动性。正是高温下流动性赋予橡胶加工所需的一系列加工特性,满足模压成型等加工方式的需要。从氟橡胶模压过程,流动的情况分析,氟橡胶O型密封圈形成流痕的原因主要有以下几个方面。
2.1 工艺方面
2.1.1 胶料出料不合理:氟橡胶在停放过程中容易结晶,如果在使用前未充分返炼,胶料流动性会较差,容易产生流痕。
2.1.2 在进行氟橡胶O型密封圈模压硫化成型过程中,将混炼胶胶条通过两头搭接的方式盘绕放入模具型腔中,当在胶条停放中的搭接头出现局部污染或者坯料重量偏少等原因时,胶条两头胶条搭接部位的相互融合性不好,往往会导致在搭接处遗留搭接痕迹,即产生流痕。
2.1.3 硫化工艺参数不合理:氟橡胶胶料硬度较高且流动性差,因此硫化压力偏小时,也会产生胶料流动性下降的问题,从而导致流痕产生;此外,硫化温度过低时,胶料门尼偏高,而硫化温度过高,胶料焦烧时间就会缩短,操作安全性差,因此,不适宜硫化温度、硫化压力也是产生硫痕的原因。
2.2 材料配方方面
2.2.1 氟橡胶胶料配方不合理或混炼硫化加工异常,导致焦烧时间较短:如图2所示,根据硫化历程分析,可将硫化曲线分为四个阶段(如图2),即焦烧阶段、热硫化阶段、平坦硫化阶段、过硫化阶段。从硫化曲线分析,如果焦烧时间过短、操作安全性差,或者硫化掌握焦烧阶段(即掌握预热时间)不合理,在胶料未充分流动的情况下,已进入热硫化阶段,开始硫化,就容易产生流痕。

图2 硫化曲线图[7]
2.2.2 氟橡胶生胶门尼粘度较高:较高门尼粘度的氟橡胶,赋予了其更好的机械性能,但选用门尼粘度较高的生胶时,胶料流动性差,胶料融合性较差,不适于模压制品的生产。以F207为例,采用的生胶为FE2462,是国内较早的氟橡胶牌号,门尼粘度在70左右,门尼较高,因此生产中易产生流痕。
3 试验及结果
由于航天型号产品在技术状态控制方面的严格要求,目前氟橡胶用生胶牌号及其配方较难改变。因此,按照以上对氟橡胶O型密封圈流痕形成原因的分析,对现有氟橡胶O型圈的胶料预成型机压制工艺进行改进试验,措施如下:
3.1 增加胶料返炼次数,生产下料前,将氟橡胶胶料充分返炼,提高炭黑等填料在混炼胶中的分散性,改善混炼胶在硫化过程中的流动性。根据高洪娜[8]等人的研究表明,随着返炼薄通次数的增加,混炼胶表现出“剪切变稀”效应,即在同一剪切速度下,薄通次数越多,剪切黏度越低,其原因是返炼薄通打破了填料的堆砌和团聚,改善了胶料的流动性。因此,在氟橡胶下料过程中,增加混炼胶返炼薄通次数,即在经过8~10遍的薄通返炼后出片。
3.2 优化了混料胶胶条出料方式,此前生产过程中采用切条的方式将混炼胶片裁剪成长条状胶条,在压制硫化前将胶条环绕在模具型腔内,优化后采用冲刀冲裁方式,将混料胶片制成环状坯料,如图3所示,胶条重量控制在零件净重的1.3 ~1.5 倍左右,消除了因胶料流动性差导致在胶条搭接处流痕出现的几率。
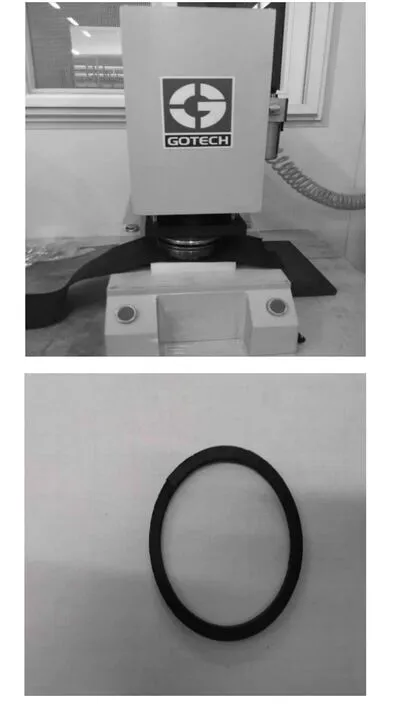
图3 环状坯料冲裁设备及环状冲裁坯料
3.3 优化工艺过程控制:在硫化过程中,为防止胶料提前焦烧问题的出现,采取了提高胶料的装料速度,控制合理的预热及打压排气时间,提高胶料的加工性能。
3.4 提高硫化压力,有利于胶料的流动及表面质量的保证,优化后提升了模具承压压强(≥20MPa),增大胶料流动性。
采取上述措施,进行了橡胶O型圈的压制及检验,O型密封圈不合格品中,表面流痕的占比由改进前的75%~85%减少到10%~20%左右,其原因可能是由于提高采取增加返炼次数、提高装料速度及打压压力,有效的增大了混料胶的流动性,而环形坯料的冲裁使其从缠绕胶条优化为整体坯料,避免了胶条搭接,通过工艺综合控制可有效的较少流痕现象出现的几率。
4 结论
通过对氟橡胶O型密封圈流痕成因的分析,找出了产生流痕的主要因素,并制定出增加胶料返炼次数,环状冲裁坯料,缩短装料时间及提高硫化压力等多项有针对性的改进措施,通过试验验证,可有效减少氟橡胶O型密封圈流痕现象的产生。后续可将工艺及材料改进优化措施在多种氟橡胶零件生产中推广,满足氟橡胶零件生产的需求。
猜你喜欢
科学技术与工程(2022年25期)2022-10-12
橡胶科技(2022年9期)2022-09-29
云南冶金(2022年2期)2022-07-26
橡胶工业(2022年5期)2022-07-20
橡胶工业(2022年7期)2022-07-19
橡胶工业(2022年3期)2022-07-19
轴承(2022年5期)2022-06-08
中国建筑金属结构(2021年8期)2021-09-05
中国新技术新产品(2021年10期)2021-08-26
商品与质量(2021年7期)2021-04-02