
一种提高7021铝合金空心型材模具寿命的设计
2021-06-08 09:21黄志其邓涛涛肖卫平雷振民
轻合金加工技术 2021年11期
黄志其,陈 慧,2,邓涛涛,葛 杰,肖卫平,雷振民
(1.佛山市三水凤铝铝业有限公司,广东 佛山 528133;2.中南大学 材料学院,湖南 长沙 410006)
7021铝合金属于Al-Zn-Mg系合金,具有接近超高强铝合金的力学性能,而挤压变形抗力相对于含铜量较高的7075、7055等铝合金的要小很多,可以实现空心型材及形状较复杂的产品的挤压生产;同时由于其淬火敏感性较低,又可以挤压在线淬火,其挤压综合生产成本比含铜的较高的7×××铝合金的要低很多,在一些场合可以部分替代2×××和含铜的7×××铝合金产品[1-2]。然而,对于7021铝合金空心型材,模具寿命一直是困扰模具厂和铝型材厂的最大的问题,模具成本也是挤压成本中比重较大的部分。以我司所生产的空心型材型号为例,设计了几种不同的模具方案,并进行了模拟和实际挤压验证,以期为该合金空心型材生产提供指导。
1 型材断面结构及性能要求
客户要求的型材断面结构如图1所示,为边部带小工字头的空心型材。性能要求符合GB/T 6892要求,抗拉强度Rm≥410 N/mm2,屈服强度Rp0.2≥350 N/mm2,断后伸长率A≥8%。根据以往7×××铝合金的生产经验,模具寿命是影响生产成本的最关键因素。为此,组织模具设计团队集中评审,设计了三种不同的模具方案并进行实际验证来解决模具寿命过低的问题。

图1 产品断面结构图Fig.1 Cross-section diagram of the profile
2 模具设计方案
为了验证模具设计方案对挤压制品外形及模具寿命的影响,设计三种模具方案如图2所示。三种模具方案的相关参数如表1所示。

图2 三种模具设计方案图Fig.2 Three die design schemes of the profile

表1 三种模具设计方案相关参数Table 1 Parameters of three design schemes
从表1及图2可以看出,方案1焊合室最深,分流桥最宽,且分流孔有扩孔;方案3焊合室最浅,分流桥最窄,且分流孔无扩孔;方案2焊合室深度与方案3的相当,分流桥宽度介于方案1的和方案3的之间,分流孔也设计了扩孔结构。
3 Q-Form软件模拟及实验验证
3.1 Q-Form软件模拟结果
利用Q-form软件对三种模具设计方案进行了模拟,模具温度450 ℃,挤压筒温度420 ℃,铸锭温度490 ℃,主缸速度1.0 mm/s,铸锭长度400 mm,直径127 mm,挤压筒直径135 mm,模拟结果如表2和图3所示。
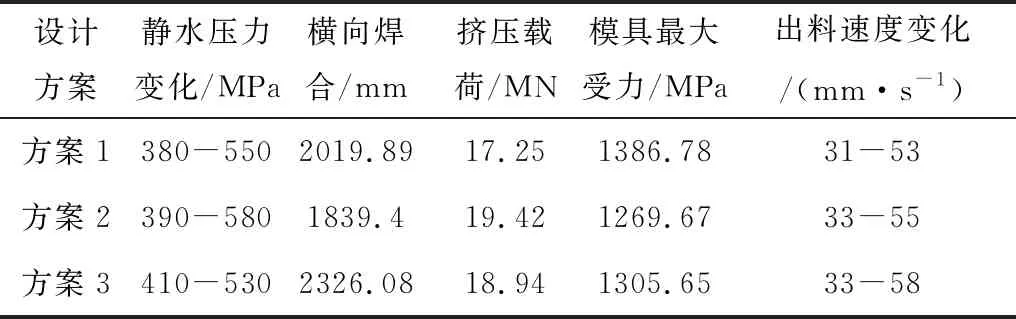
表2 模拟分析数据表Table 2 Datasheet of the simulation analysis
从表2和图3模拟分析数据结果可以看出,三种设计方案模具最大受力均已超模具最大受力安全值1250 MPa,但在同一工艺条件下模具方案2的模具最大受力最低,接近模具最大受力安全值1 250 MPa,是三种设计中模具强度较好的设计。而方案1和方案3的模具最大受力较高,远超模具最大受力安全值1 250 MPa,模具易损坏。从挤压出材情况来看,方案1和方案2出材较好,方案3相对较差,具体情况需要进行现场验证。
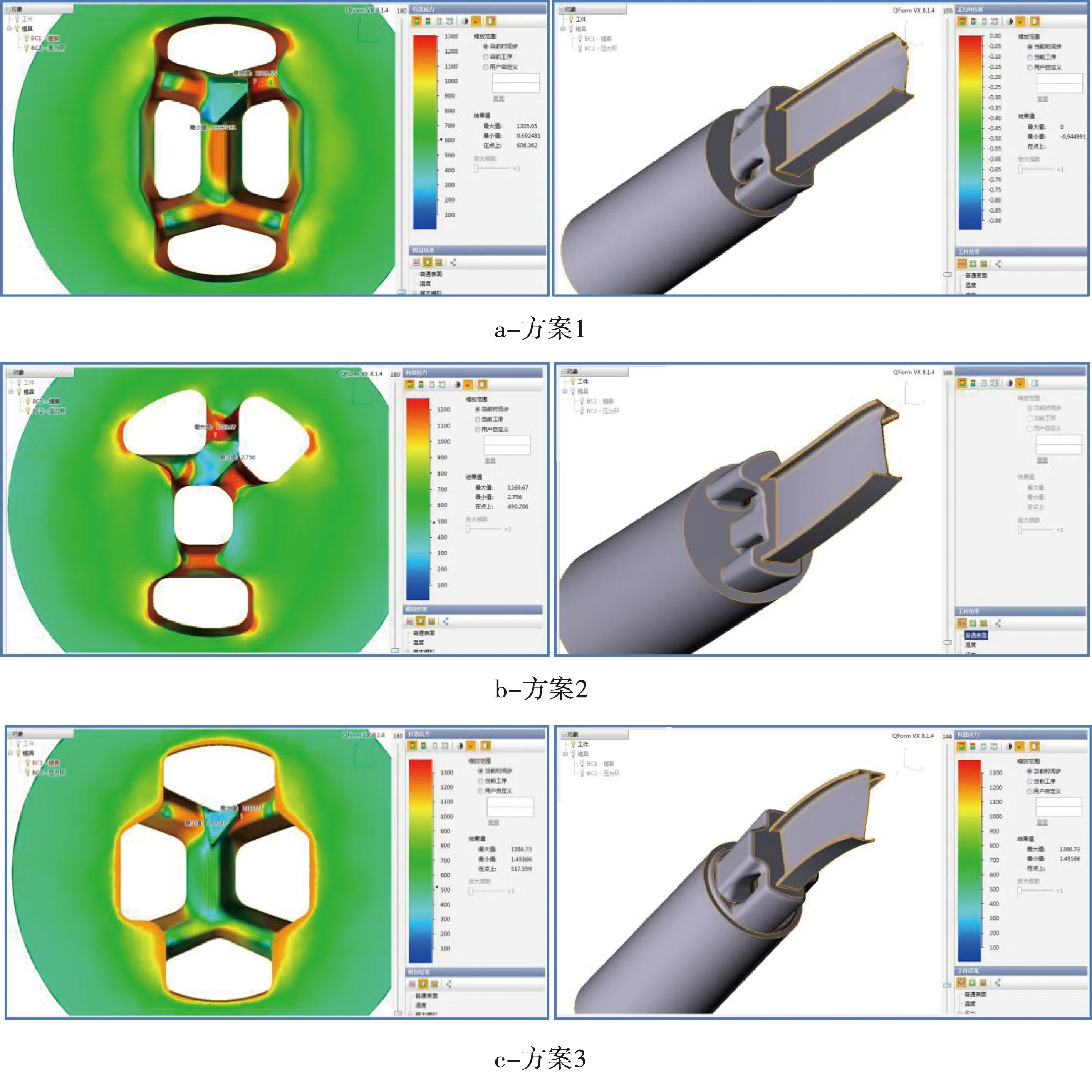
图3 Q-Form软件模拟分析结果Fig.3 Simulation analysis results of the Q-form software
3.2 模具实际挤压出材及寿命验证
采用同样的模具钢材和相同的热处理条件,按照三种方案分别制作模具,其模具现场挤压出型材的情况如图4所示。模具寿命对比如表3所示。

图4 三种方案制作的模具挤压出料对比图Fig.4 Comparison of the profiles made with three schemes

表3 挤压7021铝合金型材不同方案模具的寿命对比Table 3 Life comparison table of 7021 aluminum alloy profiles extruded by different die schemes
从图4及表3可以看出,实际挤压出材情况与软件模拟情况基本吻合,方案1和2挤压出料较平直,方案3的稍差,但经过尺寸测量,三者都能满足图纸要求。三个方案最大的区别在于模具寿命,方案2与方案1和方案3的相比,模具寿命提高5倍以上。
3.3 生产工艺及性能检测
挤压锭坯上机温度为500 ℃~520 ℃,挤压系数为40,挤压机出料口温度为480 ℃~510 ℃,风冷淬火,挤压出料速度为2.5 m/min~3 m/min,头切掉1.5 m,尾切除0.5 m,型材经过3 d自然时效,再采用105 ℃6 h+145 ℃6 h人工时效,时效后力学性能检测结果如表4所示。能够满足客户性能要求。

表4 7021铝合金型材力学性能检测结果Table 4 Results of mechanical properties of 7021 Al alloy profiles
4 结 论
1)生产7×××系超硬铝合金型材,模具设计要减小焊合室深度,取消上模具沉桥,取消扩孔结构,可进一步提高模具强度。
2)采用优化的方案设计,结合合适的挤压工艺,可降低模具在挤压过程中的受力,提高模具寿命与产能,同型号不同设计方案模具寿命差距较大。
猜你喜欢
铝加工(2022年1期)2022-11-24
预防青少年犯罪研究(2022年1期)2022-08-15
快乐作文(7.8年级)(2022年2期)2022-04-15
小学科学(学生版)(2021年10期)2021-11-05
文化创新比较研究(2020年7期)2021-01-13
船舶标准化工程师(2020年1期)2020-06-12
四川文学(2020年10期)2020-02-06
电子技术与软件工程(2019年21期)2020-01-16
中国建筑金属结构(2019年4期)2019-05-15
电子制作(2018年14期)2018-08-21
