
机床导轨直线度安装检测方法及原理分析
2021-05-28 07:39刘文化
金属加工(冷加工) 2021年5期
刘文化
江西吉米立机械科技有限公司 江西吉安 343100
1 序言
数控机床的制造行业,不乏国家或行业颁布的各种技术条件,这些标准文件侧重在机床装配完成后对性能的检测考评,具体到机床装配过程质量的把控,更多的是靠各个机床厂家内部工艺的控制,而再具体到零部件的安装方法,往往只停留在有经验的技术人员头脑里,那些看似简单平常的操作,或许是决定机床质量的关键。
本文以线轨版数控铣床为例,把机床直线导轨的安装划分为部件本体找水平、基准轨的直线度、非基准轨对基准轨的平行度和部件组装4个步骤,详细阐述检测方法及内在原理。
2 部件本体找水平
研究运动,首先要选好参照物,最常见的就是笛卡尔三维直角坐标系,由于它的基础是水平面,所以机床的安装首先是找水平,工具就是水平仪。
水平仪的读数是一格水泡0.02/1000,这是1个倾斜度值,或者说是角度,两点之间的高度差还需要乘以跨度距离。
3点决定1个平面,截面形状小、刚性较好的部件,比如立式铣床的底座,可以采用3点预调整方法快速建立水平面。3个参考点的选取原则:所在位置刚性足够,3点连线组成的面积尽量大,优先采用等腰三角形。最后注意适当增加3点以外的辅助支撑。
长宽比很大的零件,例如龙门铣床底座,在长度方向刚性弱,不能使用3点方法。需要结合长度方向导轨直线度的安装来完成底座找水平。
水平精度值可参考GB 50271—2009《金属切削机床安装工程施工及验收规范》,对平面铣床的安装规定工作台置于行程中央,并在工作台中央位置纵横向放置水平仪检测,其读数应≤0.04/1000;对龙门铣床预调安装要求床身纵横两个方向放置水平仪,在床身导轨的立柱连接处、多段床身接缝处及全长两端头均进行检测,其读数应≤0.04/1000。
3 基准轨的直线度
直线运动看似简单,其实其精度在三维直角坐标系里被划分为了6个误差分量,分别是沿3个坐标的线性误差和绕3个坐标的偏角误差。用1个人走路的动作来形象概况,可划分为:走直、走正、走准。
走直:考察直线运动在与前进方向垂直的两个方向的偏差量,即走路的高低起伏、左右移动,这一项是直线度的检测内容。走正:考察前进的姿态,即行进过程中身体的俯仰、偏摆和扭曲,这一项往往是被忽视的直线运动的角度偏差的检测内容。之所以要考虑这一项,是因为移动部件不是质点,而是空间轮廓,“走直″是把运动质点化,而轮廓越大,选择不同的质点进行检测,得到的数据差别越大,所以需要考察前进过程中姿态是否有变化。走准:这是数控机床的特征,用数控指令落实到实际行走轨迹,通常采用双频激光干涉仪检测其位置精度。
机床的每个直线运动轴是通过两个或以上导轨构成,其中1个导轨为基准导轨,其余导轨为非基准导轨。机床安装的第二步就是基准轨的直线度检测。
直线度检测方法具体如下所述。
1)大理石平尺拖表法,适合短行程。其原理是用基准直线的平行度误差来反应导轨的安装直线度。优点是操作方便快捷,可以连续即时读数。
2)自准直仪测量法,适合长行程。其原理是把行程分割为有限个点,以每个点上的姿态,作为运动趋势,将所有的趋势连成一条线,近似代表运动的曲线,再对曲线进行直线性分析。反过来可以说是在运动曲线上等距选点做切线,切线连接起来近似代表曲线。
老款的自准直仪,还需要通过记录目镜下的读数,再人工绘图处理得到结果。新款的自准直仪,已经可以在电脑上自动生成误差曲线,得到偏差数值。
有时候采用大理石平尺拖表和自准直仪测量两种方法得到的结果会不同,如何衡量谁更准确,可以先用机体的加工方式预估安装面引起的“走正”误差是否不容忽视,然后看谁更单纯的检测前文所述的“走直”,谁的检测过程更能排除“走正”的偏摆引起的读数误差。偏摆误差是1个角度值,因此,检测基准距离运动位置越远,误差越大。大理石平尺拖表法,因为平尺与导轨之间有距离,就包含了“走正”偏摆的误差因素。这一点可以从把平尺放置到与导轨不同距离位置,可能检测出不同的直线度偏差得以印证。
3)水平仪测直线度。自准直仪通过光线的直线传播、镜面反射而获得检测点的运动趋势,可以测量垂直和水平两个方向直线度;而水平仪也可以通过地心引力引起的水泡变化,获得行程检测点在垂直面内的运动趋势。这样,通过水平仪也可以检测直线度在垂直方向的高低起伏的分量。
水平仪的检测精度可能受到质疑,水平仪水泡一格0.02/1000,这是刻度分辨率,折合到角度是0.072″,按我们肉眼能分辨0.5格来计算,分辨率就是0.01/1000,折合为0.036″。
对比笔者公司使用的一款自准直仪,其分辨率为0.1″,比水平仪还差,但是它通过目视镜的细分刻度,可以让我们分辨出0.01″的显示分辨率;其实就类似于把水平仪的刻度,再进行10等分,用放大镜去观察。
可见水平仪更多的是用读数人的眼睛判断精度,自准直仪显示的分辨率相当于你要能用眼睛分辨出0.14格水泡变化,通常肉眼是达不到的。
将水平仪读数转换为直线度,简陋的办法是用坐标纸,或者自己画满方格的纸。从纸的左边开始,第一条竖线是起点,往右一格竖线是第一次测量水平仪的变动,再往右一格竖线,是第二个测量位置的变动,水平读数变高一格,就按相对值往上标一格,重复操作,直到把全部位置点标出来;再把首尾点用直线连接,观察所有测量点中,离这条首尾连线最远的那点,量出它距离连线竖方向差几格,在连线上下各找1个最远点。比如结果是M、N格。
然后,计算一下一格误差:0.02/1000×跨距。最大的误差(M+N)×(0.02/1000×跨距)就是全行程的直线度误差。
可以用Excel电子表格,编好格式后,输入水平仪读数,见表1,得到直线度误差,并画出图形(见图1)。
4)平尺+水平仪混用法。没有自准直仪,如何测量长行程导轨直线度?挪动平尺逐段拖表,理论上是正确的。但是有两个误差叠加:①挪动平尺时,两次的平尺位置需要有一小段重叠,因重叠部位拖表精度的一致,可将两次平尺的位置视同1个标准的长平尺,属于用小段距离精度延伸“借用”于长距离,等比例放大误差。②导轨运动的“偏摆”直接造成拖表平尺上平面的误差。平尺与导轨间距越大,误差越大。不过,运动“偏摆”对拖表平尺立面的误差很小。从图2中可看出,滑块的“偏摆”引起的A误差很大,并且与测量距离成正比放大,而引起的B误差较小。
因此更好的办法是用水平仪+平尺混用,各取优势,利用水平仪测量垂直面内的直线度;拖动平尺,测量水平面内的直线度。
测量床身安装面的直线度时,由于加工面是精磨的刚性连续面,所以测量跨距不用太密。可以是线轨滑块长度的数倍,这样能提高效率。安装线轨的时候,由于每颗螺钉的松紧都会对直线度的变化有影响,所以测量跨距要加密。
用滑块拖表平尺观察水平面内直线度的同时,在滑块上沿运动方向放置水平仪,让水平仪的读数波动在可控范围内。这样,线轨水平面内的偏差可以直接通过线轨压块来调整。理论上安装面合格,线轨合格,只要螺钉拧正了,线轨垂直面内的偏差就应该合格。数据上,通过观察水平仪的读数恒定即可。从直线导轨的一头到另外一头,直线度的两个分量,拖表和水平仪同时读数,一次性调整即可完成。
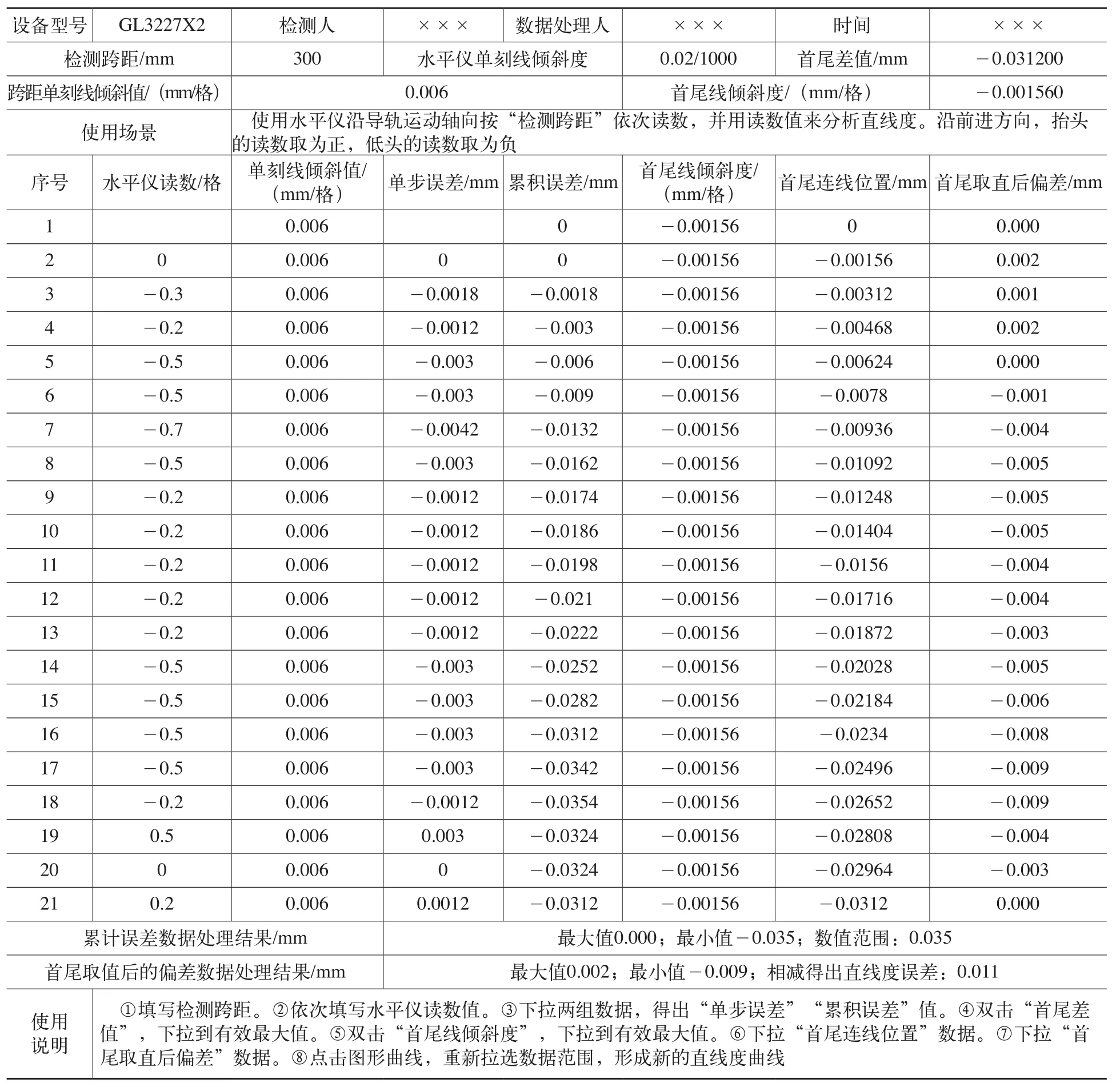
表1 水平仪测直线度的数据处理
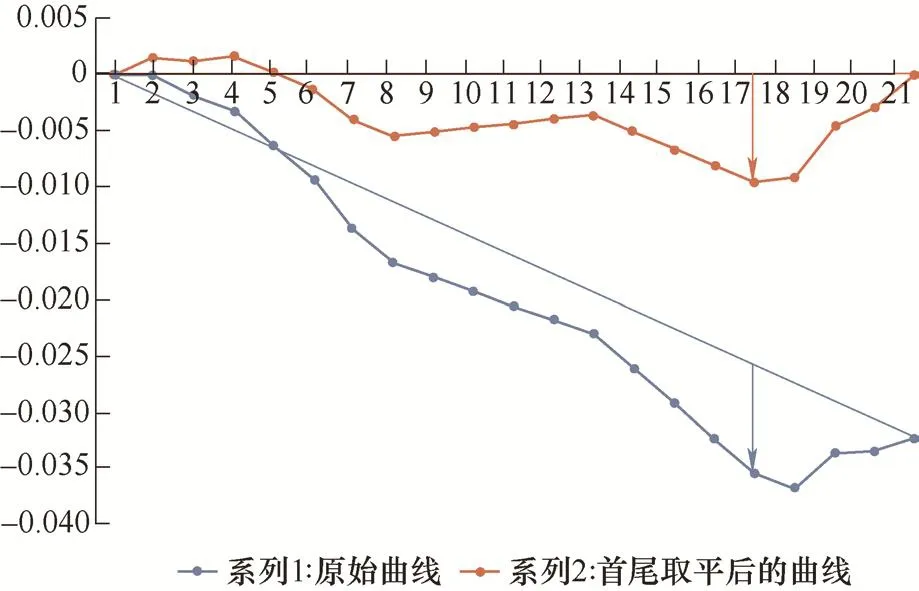
图1 直线度曲线
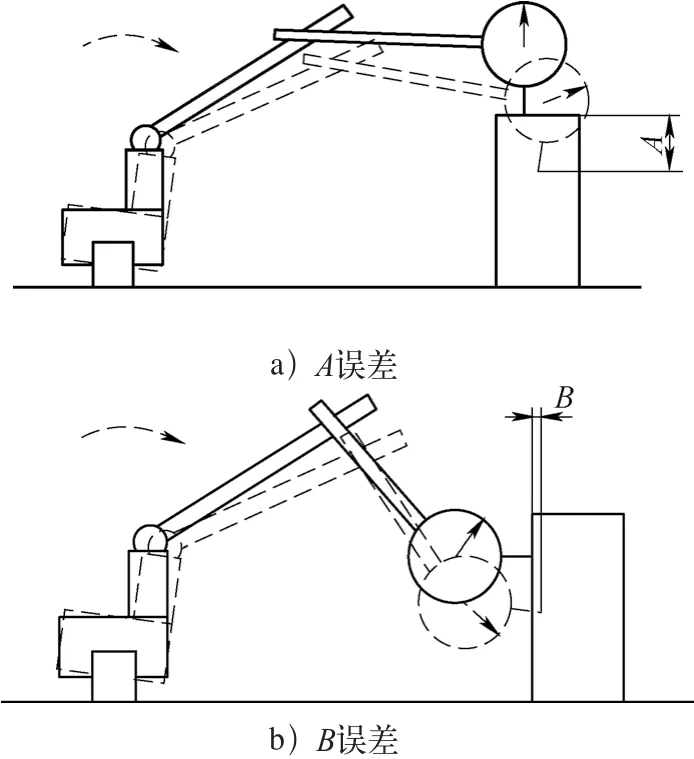
图2 滑块偏摆引起的误差
4 非基准轨对基准轨的平行度
基准导轨直线度合格以后,非基准导轨需要调试与之平行。检测方法:①以基准轨为基准直接对非基准轨拖表,只适合小跨距。②大理石平尺拖表,适合短行程。基准轨和非基准轨通过拖表,均平行于大理石平尺。③采用跨越式工装板;适合大跨距、长行程。
生产现场比较常见的方式是将磁力表座紧固在基准导轨滑块上,跨距较大时,通过在滑块上固定一块刚性板,使百分表(千分表)表针探测到非基准导轨上,推动滑块直接读数。
同样如上述分析,受到基准滑块运动“偏摆”的影响,这种方法对垂直面内的平行度偏差不准确。当导轨跨距大、基准导轨安装面平面度不佳的情况下,平行度的这项误差尤其失真。
为此,在大跨距、长行程的情况下,推荐采用如图3所示的跨越式工装板,工装板在基准轨滑块上固定,在非基准轨滑块上是浮动支撑(松动连接);水平面内的平行度误差,通过拖表测量;垂直面内的误差,通过水平仪读数测量。这个方法需要注意如何平稳地推动工装板,笔者采用一根长度稍大于导轨跨距的方形铝型材,同时推基准轨和非基准轨上的两个滑块,整个过程不去触碰工装板及上面的检测仪器。水平仪的读数需要按跨距换算成非基准轨对基准轨的偏差。
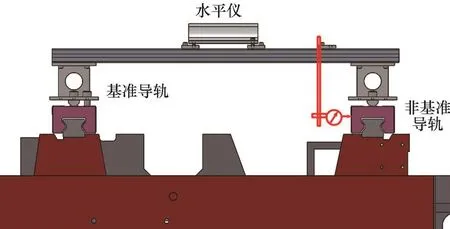
图3 跨越式工装板
平行度测量合格后,非基准轨不用单独去测量直线度。
特殊情况:提前预估总装之后可能出现的变形方向、变形量,部装的基础导轨给予反向弥补(牢记部装的目标,是要让总装后的运动精度合格)。
5 部件组装
移动部件通过多个导轨多个滑块组装后,整体移动的直线度才是向用户交机时候的测量项目。理论上整体移动的误差会被均化,误差值会缩小约10%~30%。
部件移动的直线度完成后,还要增加一项前文说的直线运动的“走正”,即运动姿态的检测项目。标准中的名称为“移动轴线的角度偏差”,即轴线运动过程中姿态的俯仰、偏摆和扭曲程度。水平仪无法测量水平面内的扭曲,需要光学仪器,其他面内的误差都可以用水平仪在全行程上多点读数获得。
在实践中发现,国标规定的此项误差是很容易达到的。引起这项误差的源头是两根线轨的直线度、平行度虽然合格了,但是相互间偏差的方向有波动变化,造成部件移动过程中姿态的变化。基础精度做得好的话,此项不会太差。短行程、刚性好的部件,此项不容易差。反之,行程越长、部件刚性越差,此项越容易有问题。
6 结束语
机床导轨的直线度安装,首先部件摆放水平,其次基准导轨调直线度,然后非基准轨与之平行。检测方法:①小行程(平尺最多挪一次)的直线度、平行度,推荐使用平尺拖表测量。②大行程的直线度,推荐首选使用自准直仪测量,其次水平仪+平尺拖表测量。③大行程的平行度,使用跨越工装板+水平仪+拖表测量。
猜你喜欢
计量学报(2022年7期)2022-08-23
质量技术监督研究(2018年6期)2019-01-15
中国公路(2017年19期)2018-01-23
制造技术与机床(2017年6期)2018-01-19
测绘工程(2018年1期)2018-01-09
制造技术与机床(2017年8期)2017-11-27
中国公路(2017年15期)2017-10-16
中国公路(2017年9期)2017-07-25
中国公路(2017年7期)2017-07-24
重型机械(2016年1期)2016-03-01
