
一起船舶柴油机主轴承故障的处理
2021-05-28 10:12实华南油船务有限公司
中国船检 2021年5期
实华南油船务有限公司 赵 国
某原油/成品油轮在锚泊期间,大管轮在对主机滑油反冲洗滤器进行常规检查时,发现滤网内出现金属屑,但查询报警历史记录,航行期间主机并未出现相关报警。
立即打开曲拐箱道门,采取相应措施后人员进入排查,检查到第7道主轴承时,发现上下轴瓦前端明显有金属挤出物,上下轴瓦后端目视正常,未见金属挤出物。然而,从任何位置0.1mm塞尺皆无法有效塞入,初步怀疑该主轴承出现异常磨损。
鉴于该轮从新船出厂后半年至今,已多次修理或更换第7道主轴承,立即将检查情况及初步推断结果汇报公司,等待进一步指示。
拆装及修复
第二天接公司指示,由于无法安排主机服务商,机务主管要求船员自行拆检主机第7道主轴承。船舶接指令后立即准备拆卸工具。拆卸前,轮机长带领大家认真研究说明书,分别测量了第5、6缸拐档差和第6、7、8道主轴承间隙。根据说明书步骤顺利拆出上轴瓦,发现上轴瓦两端明显附着一层下轴瓦烧熔的合金材料,位于中间位置的合金层有轻微裂纹,轴颈上半部(曲柄销在上止点后90°位置)目测和手感状况未见明显受损,确认下轴瓦已磨损,立即将检查情况汇报公司。
第三天大管轮用专用工具固定下轴瓦,盘车检查轴颈下半部(顺时针从曲柄销上止点后90°位置到上止点前90°位置),目测轴颈前端有两处发黑高温点,前端有50cm长斜向锯齿状拉痕,手感明显。靠中间位置60cm长横向凸起手感明显,后侧目测、手感状况较好(可能该区域位于膨胀冲程,受力较大,造成拉痕严重)。
随后利用细油石对两处高温点进行局部修磨,锯齿状拉痕处局部用细油石修整毛刺,后用百洁布进行全轴颈抛光,最后用帆布抛光。原锯齿状拉痕处还有轻微手感,打磨直至凸起处的轴瓦合金完全清除,总耗时约4小时。

图1
拆卸开始,作业人员按照说明书要求将葫芦等工具吊入曲拐箱,将顶升工具放置在曲轴中心线偏右50mm处开始缓慢顶升。抬升0.2mm后,曲轴向右偏移0.03mm,曲轴与下轴瓦左侧无间隙,右侧目测有间隙,但0.1mm塞尺无法正常塞入,利用常规的钢丝绳吊下轴瓦无法有效实施。随后多次向右调整顶升位置及顶升高度,一直到偏右150mm和顶升高度0.3mm,曲轴向右偏移0.03mm左右,仍然无法测出下轴瓦两侧实际间隙,用5吨千斤顶左右水平方向顶,最多偏移0.01mm,下轴瓦无法拉出。
第四天根据船岸商量的方案,首先顶升0.3mm,并且多次调整顶升位置,下轴瓦两侧间隙仍然无法有效测出。用下轴瓦固定专用工具左右侧顶,下轴瓦也无法顶出;随后松掉第6、8道主轴承液压螺母,用顶升工具将曲轴顶升到0.7mm(厂家和服务商给出的顶升极限高度),顶升工具位置在50mm~150mm间反复调整,曲轴自动在0.03mm~0.12mm范围向右偏移, 下轴瓦两侧间隙仍然无法有效测出。由此判断出由于轴承合金烧熔不均的影响,曲轴一直压着下轴瓦左侧,单边挤压造成下轴瓦无法拆下;
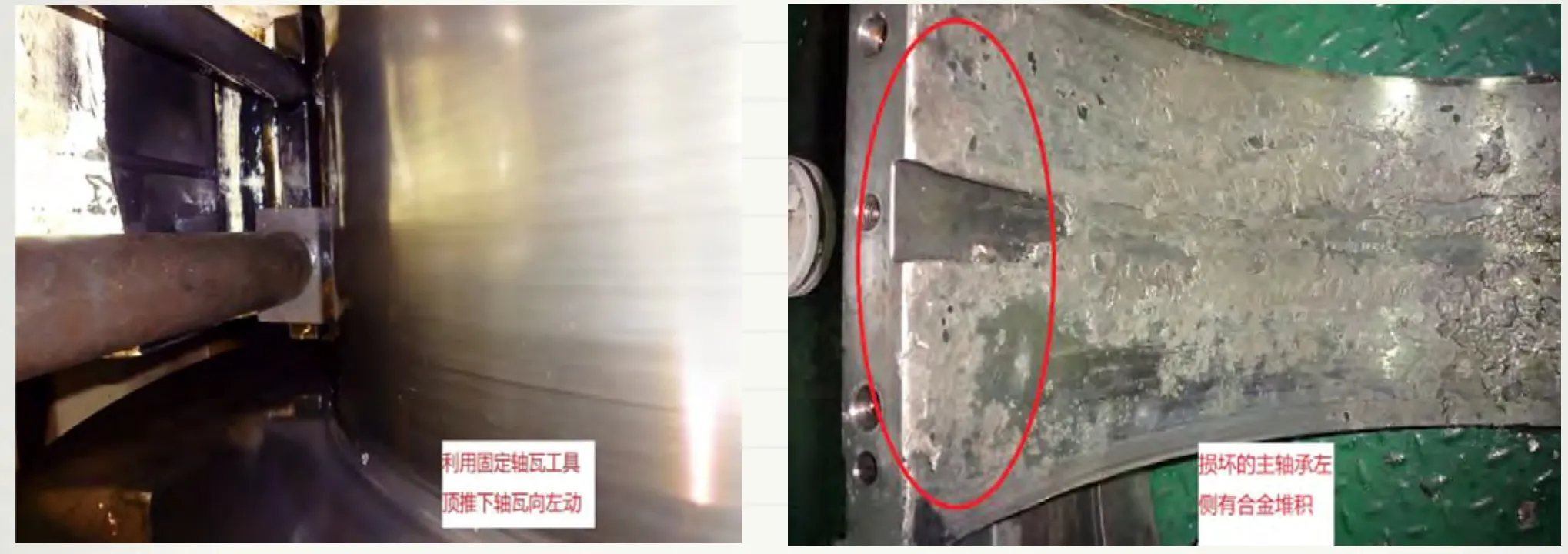
图2
下午,继续尝试调整顶升工具位置,顶升0.3mm时用拆卸货油泵专用液压工具从左向右水平顶500bar,才使曲轴向右偏移0.04mm,这时借助自制多块宽度小于轴瓦厚度的扁铁垫片,用下轴瓦固定专用工具从右侧顶下轴瓦,用液压拉伸器顶下轴瓦固定专用工具,下轴瓦可从左侧移动一点。就这样液压拉伸器每次顶3mm,下轴瓦外移3mm。如此反复,一直移动10cm时,液压拉伸器压力明显上升,停止顶下轴瓦;后将专用液压工具从右向左水平顶曲轴向左偏移0.08mm,这时液压拉伸器压力较小,反复顶下轴瓦,直到下轴瓦顶出30cm时,用钢丝绳拉出轴瓦;
由于合金烧熔材料影响了轴径与轴瓦受力点及间隙,造成下轴瓦拆除困难。随后利用百洁布抛光轴颈上半部,再用帆布裹紧轴颈两人对拉抛光,最后用机油抛光,抛光后外观检查轴颈基本呈镜面。
将以前拆下的第6道主轴承上下旧瓦清洁、毛刺修刮、抛光。轴承座抛光,所有部件彻底清洁后按说明书要求安装,晚23:00点上下轴瓦安装完毕。
第五天上轴承座安装,间隙测量在正常范围。经评估具备测试条件后,通知备车,正倒车测试正常后起锚,海上试航,密切关注曲拐箱油雾浓度探测及轴承温度变化,一切正常。试航结束后,曲拐箱打开检查、探摸正常,滑油滤器打开检查正常。至此第7道主轴承更换完毕。
经验教训
按照说明书规定,轴承间隙从两侧测量应该有0.1mm才能顺利拆出下轴瓦,但由于该轮轴瓦面有凸起的烧熔合金粘黏,顶升后间隙仍无法有效测量,影响施工进度。
之所以用固定下轴瓦专用工具顶出30cm,主要是因为多次调整顶升工具后,有少许轴承间隙才顶动,所以下轴瓦拆卸两侧间隙大小至关重要。
下轴瓦拆卸出来后,经过测量证实轴瓦的厚度已严重不均,左右瓦口两边厚度相差0.3mm以上。而轴承的正常间隙只有0.15mm。这个厚度差导致曲轴在轴承座孔里总是偏向一边。因此用说明书推荐的方法,即用钢丝绳葫芦的配套方案无法取出该案中烧损严重的轴瓦。
解决方案
1、 主轴承正常间隙为0.25~0.45mm之间,考虑增强散热能力,本次更换主轴承时将间隙调整到0.40mm,目的让更多润滑液带走该主轴承产生的热量;
2、维护方面:缩短主机滑油系统反冲洗滤器检查间隔,核实是否有金属屑出现,每月对第7道主轴承进行间隙测量和刮检(该服务商推荐的一种检查方式,核实主轴承和轴径之间是否有切口或合金)检查;
3、加装了主轴承温度监控装置,实时监控主轴承运行时温度变化。
从后来运行监控情况看,开始低速运转的时候,该主轴承的温度低于其他主轴承2度,符合冷却油流量大效果,但在常车运行时,该主轴承的温度又高于其他主轴承2~3度,具体原因不明。经过此次检修,在主机运转三年时间,没有再出现第7道主轴承磨损故障,轴承温度保持正常。
通过这起主轴承故障处理,总结了两点建议供参考:
1、像柴油机主轴承磨损这类故障,如果出现轻微磨损并及时发现,拆装较方便;如果轴承合金已烧溶,合金材料部分聚集在轴瓦上,会造成拆卸困难;最糟的状况时轴承合金与轴完全抱死,只能进行破坏性拆卸;
假如出现第二种情况,可以参考这起主轴承故障处理拆卸过程,及时判断原因,缩短拆卸时间。
2、柴油机主轴承多次故障,又不能明确判断出故障原因,建议加装一套主温度监控系统是一个良好做法,用于连续监控主轴承运行状况,通过数据支撑,可以预控故障出现,出现故障可以依托数据进行原因分析。
日本的北极双燃料破冰船即将招标
日前,日本海洋-地球科技研究所(JAMSTEC)发布消息称,计划建造日本第一艘具有破冰能力的船舶用以北极探索。
该船船长128米,总吨位为13000吨。采用LNG和燃料油双燃料发动机,将能够以3.0节的速度在1.2米厚的冰中航。到目前为止,JAMSTEC已经在夏季使用8700总吨的研究船Mirai号进行北极研究,该船使用柴油。“MIRAI”号是世界上最大最先进的海洋研究船之一,建造于1997年,属于破冰船级,装备有许多高精度仪器和设备。其超常船体和专门设计的防摇装置,使它能够承担高纬度区和极地区极端气候条件下的观测任务。船上还装有一套TRITON海洋观测浮标阵,这是它不同与常规海洋学研究船的又一特点。
JAMSTEC称,新的北极研究船将发挥重要作用,将作为一个宝贵的国际研究平台,开展气象观测,以了解北极地区的现状。据悉,JAMSTEC将在本月末为该船进行招标。预计投标将在7月中旬提交, 8月份确定施工方,下水时间拟定在2026年。
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
防爆电机(2022年2期)2022-04-26
小资CHIC!ELEGANCE(2022年2期)2022-01-11
汽车与驾驶维修(维修版)(2021年3期)2021-04-28
延河(2017年7期)2017-07-19
阳光(2017年7期)2017-07-18
中国水运(2015年1期)2015-02-02
农机使用与维修(2014年10期)2014-10-23
农机使用与维修(2014年1期)2014-09-23
农机使用与维修(2014年9期)2014-09-21
