
45钢杆件服役过程缺陷分析
2021-05-27 10:53杨宝林刘晓军王鑫
金属加工(热加工) 2021年5期
杨宝林,刘晓军,王鑫
中车南京浦镇车辆有限公司 江苏南京 210031
1 序言
45钢为中碳钢里的优质碳素结构钢,自身硬度不高,塑性和韧性尚好,切削加工性能较好,经常用来制作模具中的模板、导柱等。45钢作为使用最频繁、应用最广泛的钢材,热处理可以提高其性能,同时也可以使其在不同环境和设计要求下使用[1]。45钢因淬透性差,一般以正火状态使用,力学性能要求较高时,采用调质处理。轴类零件也常选用45钢,但是要进行表面淬火,如高频感应淬火或是直接淬火(淬火后表面硬度可达45~52HRC),以获得需要的表面硬度、强度和韧性等综合力学性能[2]。
碳素钢在冶炼和轧制(锻造)加工过程中,由于设备、工艺和操作等原因造成钢的欠缺,主要包括结疤、裂纹、缩孔残余、分层、白点、偏析、非金属夹杂、疏松和带状组织等。在碳素钢热处理过程中,容易造成过热、过烧、氧化脱碳和氢脆等缺陷[3]。蔡云[4]研究了热处理工艺对45钢组织和性能的影响,发现如果在热处理过程中,加热的温度或冷却速度不同,都会导致45钢硬度与显微组织发生变化。
在生产实践中,45钢制成的工件经常存在缺陷,严重影响产品的质量[5]。对存在裂纹缺陷的45钢轧制圆钢做热顶锻试验,主要铸坯缺陷是表面或近表面缺陷即皮下气泡、内部裂纹、夹杂物[6]。在热处理过程中发现部分45钢电机部件发生开裂,采用金相检验、扫描电镜及能谱分析等手段进行了观察和分析,结果表明,由于试样中硫化物夹杂及磷元素的偏析造成力学性能下降,从而导致工件开裂[7]。郭毅等借助金相显微镜、扫描电镜等方法对有裂纹的45钢活塞锻件进行了研究。研究表明,存在裂纹的工件有脱碳层和氧化颗粒,裂纹是由锻造折叠所引起的[8]。在45钢圆环套筒类支座零件发现圆环内壁出现裂纹。采用ICP光谱仪、显微镜及宏观特征等手段对裂纹特征进行分析。结果表明:零件因淬火前锻造工艺控制不当,锻造温度高,达到材料的过热温度,因此造成显微组织中非金属夹杂物沿晶界分布及晶粒粗大等缺陷,弱化了晶界,降低了材料的强度和韧性。
本文用45钢原材料制成的杠杆在服役检修时,无损检测发现在杠杆的表面存在25~30mm的线状缺陷。为了确定缺陷的性质,进一步改善锻件的质量,避免此缺陷的再次发生,本文对该存在缺陷的杠杆进行了理化检验分析。
2 理化检验
2.1 宏观分析
(1)缺陷宏观分析 缺陷位置在杠杆的杆身靠近两端处,如图1所示。经观察分析,杠杆外表面存在斑疤凹凸不平及尖端棱角,呈现直线状近似裂纹的缺陷,外表面不存在点蚀现象,故排除腐蚀造成的缺陷。为了进一步确认缺陷产生的原因,进行了磁粉检测、化学成分分析、金相检验等试验。
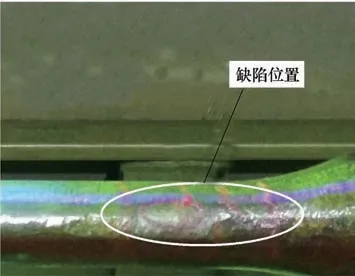
图1 杠杆宏观缺陷位置
(2)磁粉检测 对杠杆杆身进行磁粉检测,试样表面存在两条线性缺陷磁痕,缺陷1、2均为纵向并呈曲线状,周围没有分支磁痕,长度分别为30mm和25mm,如图2所示。
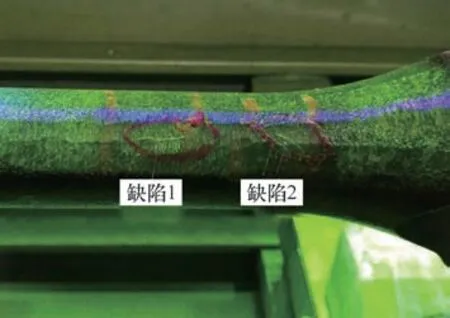
图2 磁粉检测缺陷1、2形貌
2.2 微观金相检验
(1)缺陷1金相分析 该杠杆零件材质均为45钢,在缺陷处附近进行取样,进行化学成分分析,结果见表1。由表1可以看出,该材料符合G B/T 699—2015《优质碳素结构钢》中45钢技术要求。

表1 45钢杠杆化学成分(质量分数) (%)
对杠杆杆身的线性缺陷1、2位置分别横向切割取样进行金相组织检验,取样部位如图3所示。缺陷1微观形貌如图4所示,缺陷以裂纹形式呈15°夹角向内部延伸,并在延伸一段距离后转弯与表面平行方向扩展。观察发现,裂纹前半部分周围组织珠光体稀少,铁素体相对较多,裂纹周围有氧化脱碳现象,裂纹内充斥非金属夹杂物,如图5所示。经测量,裂纹深度在0.1~0.7m m,脱碳层深度在0.11~0.18mm。裂纹根部以断续非金属夹杂物线状扩展,脱碳层较少。
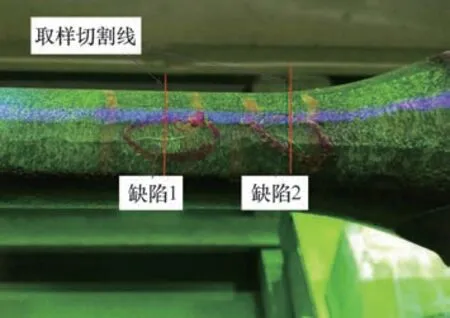
图3 缺陷1、2取样部位

图4 缺陷1微观形貌

图5 缺陷1裂纹前半部分微观形貌
(2)缺陷2金相分析 缺陷2微观形貌如图6所示,与缺陷1金相组织特征基本一致,缺陷以裂纹形式呈45°夹角向内部延伸,并在延伸一段后转弯向表面扩展。裂纹起始端裂纹开口较大,两侧有大块铁素体,裂纹周围有严重的氧化脱碳现象且尾端圆秃,与金属流线方向一致,如图7所示。经测量,裂纹深度在0.1~1.8mm,脱碳层深度在0.15~0.28mm。裂纹中部以纵向线性向内部延展,两侧较平滑,裂纹周围有脱碳现象,裂纹内有非金属夹杂物灰色物质。裂纹根部以断续非金属夹杂物线状扩展,脱碳层不明显,没有裂纹分叉等现象。

图7 缺陷2裂纹起始端微观形貌
经4%硝酸酒精溶液腐蚀后,缺陷附近基体的多数区域组织依据GB/T 13320—2007《钢制模锻件金相组织》规定评定为珠光体+铁素体的正火组织,晶粒度8级,如图8所示。

图8 缺陷处附近基体金相组织
3 分析与讨论
杠杆的化学成分符合45钢技术条件中的规定,磁粉检测也未发现锻件内部的疏松、气孔等缺陷,可以排除杠杆的缺陷与基体材质有关的可能性。缺陷附近基体的多数区域组织依据标准评定为珠光体+铁素体的正火组织,晶粒度8级,说明杠杆后期热处理工艺正常。
从宏观检测来看,杠杆外表面存在斑疤凹凸不平及尖端的棱角,呈现直线状近似裂纹的折叠缺陷[9-11],有明显的折叠纹。从微观金相检验来看,在杠杆杆身两处缺陷处,裂纹开口较大,裂纹两侧为较大的铁素体区,均存在严重的氧化脱碳现象,折叠尾端圆秃,且与金属流线方向一致,裂纹内充斥非金属夹杂物,具有典型的锻造折叠缺陷特征,如图9、图10所示。上述事实均表明,该45钢杠杆磁粉检测缺陷性质为锻造折叠。
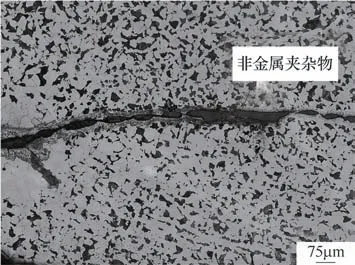
图9 缺陷1后半部分微观形貌

图10 缺陷2裂纹中部微观形貌
锻造折叠裂纹缺陷是指在锻造过程中金属流动不合理导致锻件表面形成重叠层,是锻造加工过程中最常见的缺陷。杠杆锻造折叠的形成可能是由于表面氧化皮或非金属夹杂物在锻打时被压入钢体内,或是锻造拔长时速度过快造成的。若折叠很浅且在加工面,则可通过切削加工加以消除;若折叠很深且在非加工面上,那么它对零件性能的影响是严重的,是一种不允许的锻造缺陷。建议改进杆件的模锻工艺,定期清理锻造设备表面毛刺和氧化皮,加强对杠杆表面夹杂物的检测,以及锻造时合理控制拔长速度,均为预防折叠缺陷的有效手段。
4 结论与建议
针对服役过程中磁粉检测出缺陷的锻造杆件,展开了宏观检测、成分分析、金相分析等方面的试验研究,通过讨论与分析得出如下结论。
1)由于裂纹附近存在严重的脱碳层,折叠尾端圆秃,且与金属流线方向一致,裂纹内充斥非金属夹杂物,具有典型的锻造折叠缺陷特征,因此杠杆杆身的磁粉检测缺陷性质为锻造折叠。
2)杠杆锻造折叠的形成可能是由于原材料表面氧化皮或非金属夹杂物在锻打时被压入钢体内,导致氧化脱碳并诱发锻造折叠裂纹。
3)定期清理锻造设备表面毛刺和氧化皮,加强对杠杆表面夹杂物的检测,以及锻造时合理控制拔长速度,均为预防折叠缺陷的有效手段。
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
煤气与热力(2021年9期)2021-11-06
电站辅机(2021年4期)2021-03-29
失效分析与预防(2021年6期)2021-02-15
山东冶金(2019年3期)2019-07-10
安徽工业大学学报(自然科学版)(2019年4期)2019-03-31
四川冶金(2018年1期)2018-09-25
锻造与冲压(2016年21期)2016-07-18
太原理工大学学报(2014年2期)2014-08-10
