
综采工作面智能供液系统设计和应用
2021-05-19 03:12史肖华
江西煤炭科技 2021年2期
史肖华
(山西晋能控股煤业集团沁秀公司岳城煤矿,山西 晋城 048006)
岳城煤矿13091工作面为该矿东翼第九个工作面。工作面走向长度138 m,倾角2°,工作面平均采高3.8 m,共布置132个液压支架。乳化液泵站为两泵一箱配置,配备两台无锡威顺BRW400/31.5乳化液泵(一用一备),采用人工控制和人工配比乳化液的运行方式。泵站运行中存在无效工作时间长、设备加卸载频繁、出口压力脉动大、人工配液准确度低等缺点。为解决上述缺点,拟开发一套乳化液泵变频调速智能供液控制系统,系统应具备自动配液、变频调速、恒压供液、流量自调节、远程控制、智能化自动控制、故障在线监测和运行参数显示等功能,实现乳化液泵站的智能化运行。
1 系统设计
研究一套具备变频恒压供液功能的智能化泵站集控系统,使乳化液泵能够实现自动配液和恒压供液,达到节能目的。
变频调速智能供液控制系统的设计结构见图2。
图1中变频调速智能供液控制系统是集控制、监测、故障报警、智能化运行于一体的网络系统。主要包括如下四个系统:

图1 系统设计结构
(1)泵站系统。配置为二泵一箱,在乳化液泵和乳化液箱内设置温度、压力、液位等多种传感器,实现电机绕组和轴温、润滑油油温和油位、泵输出压力、乳化液温度、乳化液回液压力等多种数据的监测。
(2)变频控制系统。该系统采用组合变频器,可实现对乳化液泵电压、电流等电量参数的监测,具备重载软启动、软停车和调速控制,同时能够根据乳化液泵输出压力信号调节电机转速实现恒压控制;
(3)自动配液系统。自动配液系统由配液箱、控制分站组成,同时设置压力、温度、流量、浓度传感器实现进水压力、进水流量、乳化液流量等多种数据的监测,通过对乳化液浓度监测实现自动配液、自动加水、补油。
(4)集控系统。由控制主站和控制分站组成,控制器核心为PLC,通过标准4~20 ma信号采集泵站各传感器数据,同时可通过RS485/CAN总线/以太网方式与控制分站和变频器进行通讯,实现数据采集和控制。
集控系统位于工作面顺槽巷口机电硐室内,其他三大系统位于顺槽巷口开路横川20 m处,与集控系统距离150 m。集控系统与泵站系统间采用KXJ127乳化液泵站电控装置控制。该装置利用传感器采集各种信号,再通过PLC主控模块来调节控制,通过给泵站提供了温度过高、润滑油油位过低、润滑油油压过低和吸空等保护,并配备MODUS485标准通讯接口或以太网接口,可实现自动补压或自动减压以保持泵站恒压运行。集控系统与变频系统间采用BPQJ- (2×400,880)/1140矿用隔爆兼本质安全型组合变频启动器控制,变频输出回路为二象限运行方式,用于对泵站系统电机进行交流调速及辅助供电。集控系统与自动配液系统通过动力电缆相连,采用的是KXJ24-B-D乳化液自动配液站,主要由净化水箱、乳化油箱、混液器组件、水泵、油水混液器、本安型电动球阀、智能调节阀及各类传感器等组成,可实现浓度在线监测和乳化液自动配比。
智能供液系统配比主界面见图3。
图2中,可以看到有润滑油油位、润滑油油温、乳化液温度、电机温度、乳化液浓度、进回液压力等参数,同时通过选择可以实现各参数数据曲线以及多报表类型的生成。
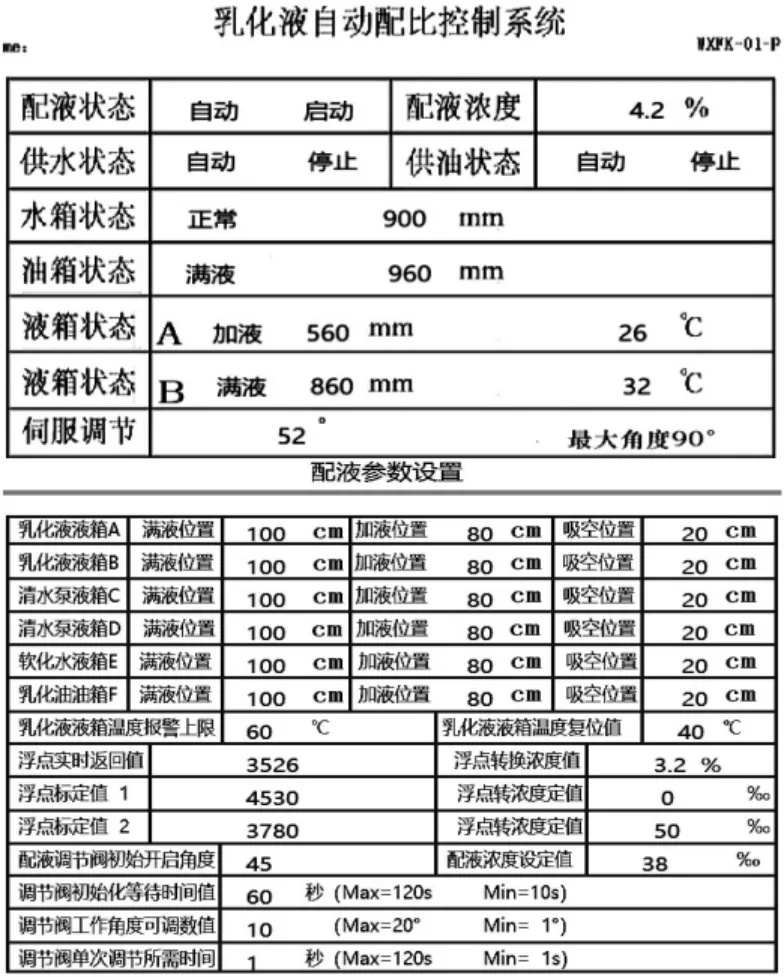
图2 配比系统主界面设计
2 核心技术
2.1 智能配液技术
乳化液配比原理见图3。

图3 自动配液原理
图3中清水从工作面过滤设备进入储水箱,增压泵将清水增压后,进入加水过滤器(加水过滤器过滤精度100μm),之后压力稳定、清洁的中性清水进入乳化液混合器。清水在通过乳化液混合器的同时驱动叶轮,叶轮经传动装置带动混合器内吸油泵转动,吸油泵从储油箱中吸入乳化油并与清水混合,实现乳化液配比。配比后的乳化液进入与泵站连接的乳化液箱。混合器出口的浓度传感器实时读取浓度数据,通过调节智能型油流量调节阀,可根据浓度反馈信号,自动精确地调节油流量的大小,精准控制配比,保持其浓度在设定值,使配液浓度趋近于目标浓度。
当停止配液的时候,系统开始自动检测乳化液箱内的乳化液浓度。具体过程为:循环泵将乳化液箱内的乳化液抽出,经浓度传感器检测后再输回到乳化液箱,浓度传感器检测乳化液浓度,并与目标浓度比较。如浓度较低,则通过油流量调节阀门为加大进油量,提高乳化液浓度,使其按较高浓度配液,通过高浓度乳化液浓缩低浓度乳化液,从而达到调高浓度的要求。如浓度过高,则通过油流量调节阀减少进油量,降低乳化液浓度,使其按较低浓度配液,通过低浓度乳化液稀释高浓度乳化液,从而达到调低浓度的要求。
2.2 变频恒压供液技术
变频恒压供液原理见图5。
图4中在乳化泵站供液前,首先对管路恒定压力值进行设定(一般为30~32 MPa),并通过压力传感器对电机泵出的乳化液压力进行实时监测。当泵出液体管路压力低于设定值时,系统会通过压力传感器对比较单元形成负反馈信号,通过控制算法将压力差值核算频率差值,通过变频器提高电机运行频率,使乳化液泵出的管道压力值与设定值始终保持平衡。

图4 恒压供液系统的原理框图
3 应用效果
2019年4月,该系统在岳城煤矿1309工作面进行了现场工业性实验。效果对比见表1。
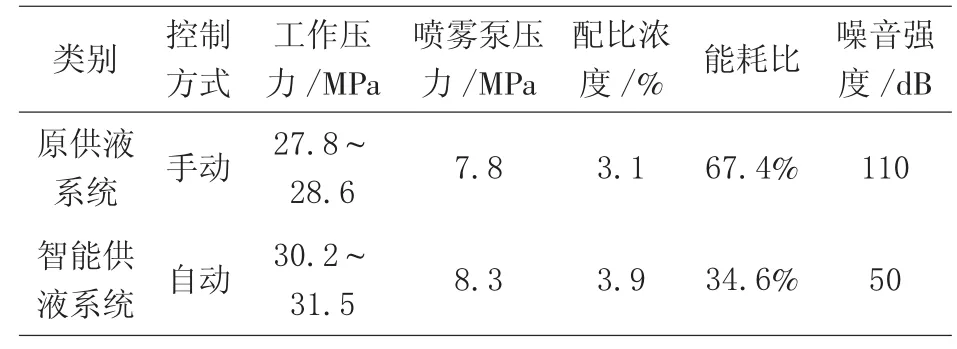
表1 乳化液智能供液系统使用效果对比
由对比数据可以看出,采用智能供液系统后,泵站工作压力和喷雾泵工作压力能够满足工作面支架要求,乳化液泵工作压力保持在30.2~31.5 MPa,喷雾泵工作压力为8.4 MPa左右,系统能够实现自动吸油和乳化液智能配比,乳化液浓度为3.9%左右,能耗比和噪音强度都比原来降低了50%以上,节能环保效果显著。
4 结语
综上可知,采用智能供液系统后,系统具备自动控制、远程控制、自动配比、变频控制、恒压供液等功能,能够通过系统自动生成参数曲线和运行报表,大大减少了人员工作量,能耗比和噪音强度降低了50%。此外采用智能系统可不用配备泵站司机,每年直接降低人工成本30万左右,具有可观的经济效益。
猜你喜欢
山西化工(2022年9期)2023-01-28
山西冶金(2022年2期)2022-06-04
山西冶金(2021年4期)2021-09-28
河南冶金(2021年2期)2021-08-02
天然产物研究与开发(2018年6期)2018-07-09
西安工程大学学报(2016年6期)2017-01-15
化工管理(2016年24期)2016-10-09
医疗装备(2014年11期)2014-08-10
一重技术(2012年5期)2012-07-30
中国医学装备(2012年10期)2012-02-01
