旅客列车真空集便器便盆冲洗排空影响因素及相关技术研究
2021-05-15 04:27张晓超周丽铭
铁路节能环保与安全卫生 2021年1期
闫 凯,薛 强,沈 骏,张晓超,周丽铭
(中国铁道科学研究院集团有限公司 节能环保劳卫研究所,北京 100081)
真空集便装置作为铁路旅客列车重要的卫生服务设备,用于列车卫生间内粪便污水的接收和存储,实现铁路客车运用中卫生间粪便污水的密闭式收集,避免了粪便污水的直接排放,其主要功能是污物接纳、便盆冲洗排空及污物的收集和暂存,具有冲洗耗水少、污物箱安装位置及排污管路设计方便等。系统工作原理是利用系统内外压差从便盆吸入污物并排空至污物箱,污物箱内暂存的污物通过与便盆连接的排泄阀实现与卫生间空气的隔离,最大程度减少臭气上浮,改善列车卫生间及车厢空气质量。同时,集便器系统集成了水增压等功能,增大冲洗水流压力,加大喷嘴冲水面积,降低冲洗耗水量,改善冲洗效果,成为旅客列车集便器应用与发展的主型技术[1-2]。作为旅客列车重要的公共卫生设备,便盆冲洗、排空干净高效,不仅是主要的功能要求和性能指标及旅客对卫生设备和卫生环境的直观感受,同时也是提升旅客列车卫生服务水平和服务品质的重要保障。
1 冲洗排空性能要求与影响因素
真空集便器冲洗、排空效果包括2 个方面:便盆内表面的粪便污物冲洗干净和便盆汇集的污物排空干净无残留,而冲洗干净是主要方面。冲洗干净是指便盆接纳污物的表面无残留、冲洗无盲区全覆盖,主要影响因素有便盆曲面、冲洗水流型、冲洗水力、冲洗水量、便盆接纳面污物附着性等,各因素间同时作用又互相影响。污物排空干净是指汇集的污物能够全部被抽吸排放至污物箱内,便盆排放口无污物残留,主要取决于抽吸作用力、抽排时间、出口设计、排污管路设置等,这些因素应根据实际并结合试验相关参数进行调整,以得到较佳的排空效果。便器最佳冲洗排空效果应尽可能达到便盆污物接纳表面冲洗无盲区全覆盖、污物冲洗无残留无回流,同时还应满足冲洗过程冲水无外溅、污物无飞出等要求[3-4]。
真空集便器的一个显著优势是节约冲洗用水,目前国内外大多冲洗系统平均单次冲洗耗水量0.5 L 左右,尤其是座便器(也称西式便器),耗水量在0.45 L甚至更低即可保证较好的冲洗效果;而蹲便器(也称中式便器),由于蹲便盆的接纳污物内表面积较大、曲面较多、曲率限制等原因,污物附着更牢固,将便盆表面附着污物冲洗干净有更高的技术要求。但是,作为交通工具公共卫生设备,蹲便器能够更好适应使用频次高、保持清洁难等实际要求及旅客使用心理要求,在我国旅客列车中普遍安装使用。因此,以尽可能低的冲洗耗水量保证冲洗排空效果,是真空集便器技术研究与产品改进的一项重要内容。
2 冲洗排空技术研究
2.1 便盆设计与曲面设计
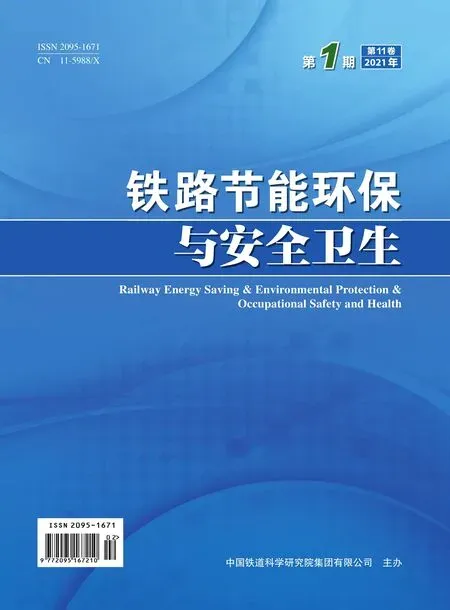
根据人机工程学特点,便盆设计的外形尺寸应满足使用方便和舒适性要求。便盆曲面特殊设计,在保证便器组件安装空间和操作空间,以及曲面过渡光滑、衔接平顺的前提下,尽可能增加便盆深度,尤其是污物主要接纳区域的深度。首先对曲面整体尺寸及各横截面轮廓线进行整体设计,然后应用三维软件进行三维便盆曲面造型,通过微调及曲面曲率分析,最终确定便盆曲面。
便盆曲面着色曲率分布如图1 所示。根据图1,在污物主要接纳区域内,座便盆冲洗区域可大致分为3个部分(见图1 a),即左半区①、后部②和右半区③;蹲便盆冲洗区域大致分为4 个部分(见图1 b),即前坡区①、左边区②、后部③、右边区(与②对称)。水流覆盖这些区域,即具备充分冲洗的必要条件。
2.2 便盆冲洗流型设计
根据盆曲面分析结果和冲洗全覆盖要求,参考既有便器冲洗水流型,考虑粪便污物主要的接纳部位,进行蹲便器和座便器冲洗流型设计。
冲洗流型分旋流冲洗和直喷(扇面)冲洗2种。直喷冲洗流型采用侧向扇面喷嘴,喷射张角180°,喷射扇面为半圆面,覆盖面积更大,但相邻喷嘴同时喷射水流容易发生交叉干涉,影响冲击力;旋流冲洗流型中,采用斜向孔喷嘴,喷射水流集中,旋流可以使水流沿便盆曲面形成更长的流线,各水流流线旋流作用叠加,本研究选用旋流型式。旋流冲洗流型设计如图2所示。
2.3 冲洗水力设计
冲洗水力设计计算主要涉及冲洗水压、冲洗流量、冲洗流速,以验证冲洗水加压压力、冲洗管路管径、冲洗水环设置等设计是否正确合理。
对于旋流冲洗流型的喷射水流,设水流从喷嘴口射出,初射速度为v0,方向沿入射曲面切线方向。水流在水平方向为沿水平面与便盆曲面相交曲线的运动和竖直方向沿竖直平面与曲面相交曲线方向上的合成运动。水流经喷嘴射出后达到冲洗目的应满足流体沿曲面的离心力小于重力与支反力的合力。蹲便盆不同喷嘴出水方向如图3所示。
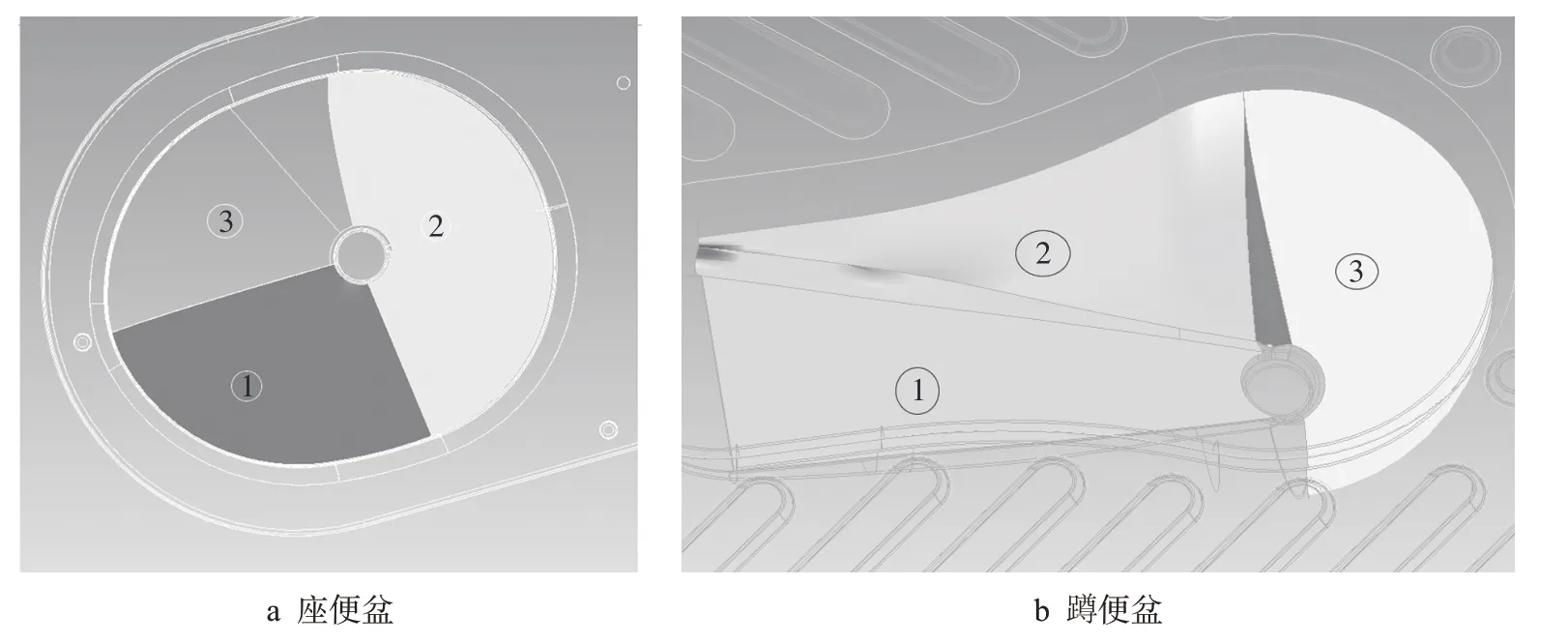
图1 便盆曲面着色曲率分布
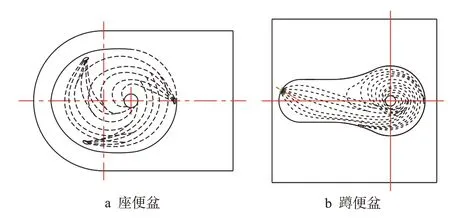
图2 旋流冲洗流型设计
图3 蹲便盆不同喷嘴位置出水示意
以c口计算为例,水流射出后至b、c间圆弧上一点改变为沿圆弧方向。此时水流速度最大,入射点处竖直方向平面与便盆相交曲线上进行受力分析如图4所示。
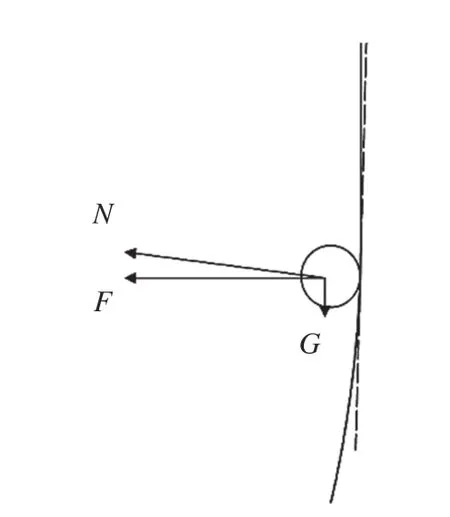
图4 c口水流受力示意
其中,N为曲面法线方向支反力,G为重力,F为两者合力。为保证水流沿曲面向下冲洗,则
式中:α为向心力(F向)与法线方向夹角;v为水流速度,m/s;r为圆弧半径,m。
蹲便器c口入射水流α=3°、r=125 mm,计算得喷射速度上限值vdmax≈4.82 m/s。
同理,坐便器入射水流α=3°、r=140 mm 喷射速度上限值vzmax≈5.11 m/s。
2.4 冲洗喷嘴设计
借鉴其他类型喷嘴喷射结构,真空集便器扁平侧向扇形喷嘴流场结构大致分为3 个阶段:喷嘴出口处一定距离内的等速流核心区段,之后出现波状分离的喷射基本段,以及变为水滴与空气的混合物或雾化的喷射消散段[5-6]。各段之间特征变化没有明显的界面,是一个连续、逐渐变化的过程。喷射各段在使用中具有不同的功能,基本段主要用于清洗、除锈、修整加工、表面抛光等作业,对于真空集便器便盆冲洗工艺,应保证喷嘴喷射基本段内的有效控制和利用。
喷嘴设计主要参数有流体静压力、流量、流速及反冲力等水力学参数,以及喷射角度、射程范围及初始段长度等结构参数。为达到喷嘴喷射水流较好的冲洗效果,必须保证喷射水流的稳定性。当水流喷出喷嘴后,空气立即作用在喷嘴出口表面,空气阻力的阻滞作用引起水流的扩散,降低水流速度和打击力。因此,应合理设计喷嘴及供水管路,选择最佳喷射距离(最佳靶距),以获得最佳的射流压力和良好的喷射扇面。
影响喷嘴内部和冲洗水流特性的各项因素分为介质特性、喷嘴结构形式和尺寸、加工质量及工作参数,各因素对喷嘴内部和冲洗水流特性的影响程度各异,通过试验验证喷嘴的位置、喷嘴型式与内部结构,调整喷嘴出水方向,选取最佳冲洗效果的方案。
为保持流型稳定,喷嘴设置在曲面曲率过渡临近处,安装于便盆侧边内表面直立面上。喷嘴结构采用喷嘴体和盖组合形式,便于零件加工、安装调整和后期使用维护。
2.5 冲洗排空动作时序设计
根据真空发生机理和系统工作原理,真空集便器可分为保持式、间歇式、在线式和紧凑式4 种,4 种系统的动作循环过程和功能基本类似,均包含水增压、便盆冲洗、抽吸排空、补水及抽真空(在线式真空集便器系统工作时无抽真空过程)等关键动作过程。系统控制器控制相应的电气元件,接通或切断对应的气路、水路,实现各个动作过程,各元器件动作开始时间及持续时间均可调节设定。
直接影响冲洗排空效果的因素包括冲洗便盆持续时间、排泄阀打开时间和打开持续时间(即抽吸排空时间)。冲洗便盆持续时间(即冲洗水电磁阀打开持续时间)直接决定冲洗水量,在保证冲洗效果的情况下,考虑冲洗水量及水增压装置总的暂存水量,通过冲洗排空试验确定最终设定时间。
通过试验发现,对于粘附于便盆曲面上的污物冲洗,完全依靠冲洗水冲击力克服污物的粘附力和摩擦力,排污管路的抽吸力基本不起作用;仅当污物被冲洗到便盆排污口附近时,在排污管路抽吸水流与气流的共同作用下,依靠污水液面与排污管路内的压力差,污物被抽吸进入排污管路,加速污物排空。因此,在加压冲洗便盆动作之后才打开排泄阀,开始排污管路抽吸排空。
2.6 零部件加工、组装及安装
零部件加工、组装及安装与保证冲洗排空效果也有很大关系,主要包括便盆材质、喷嘴加工、冲洗水环组装及冲洗管路安装等。
为适应列车运行、使用等相关要求,旅客列车真空集便器便盆材质目前多为不锈钢等金属材质,较少采用陶瓷便器,既便于便盆成形加工,也便于进行表面处理等加工工艺。便盆表面处理方式多采用喷涂涂层、电镀镀层和机械抛光3 种,均可有效降低便盆表面污物粘附,提高冲洗效果。
冲洗水环进水口、冲洗喷嘴的管路及管接头连接,可简化为单口入、多口出的管道模型,尤其对于蹲便器冲洗水环,还应根据不同位置喷嘴,充分考虑沿程水力损失及各喷嘴水力分布因素。水环接入口靠近蹲便器前部喷嘴、座便器后部喷嘴,尽量减少连接管路和管件,以加强喷嘴冲洗水压。
喷嘴的加工质量、喷嘴与便盆的匹配及组装对喷嘴射流特性有较大影响,直接影响便盆冲洗效果。必须严格控制加工质量,保证冲洗流型、射流分布、喷射角度等符合设计要求,同时通过定位槽等精确控制喷嘴的安装方位。
3 冲洗排空效果试验检验
由于冲洗排空效果的影响因素复杂,相互之间共同作用,并且设计计算与实际存在偏差及在生产加工过程中的不确定因素,导致最终排空效果难以估计,必须通过实际试验进行调整确认。试验主要包括喷嘴安装位置、旋流喷嘴的射流方向,同时通过设定不同的冲洗时间、排空时间、气源压力等,在保证冲洗排空效果的前提下,尽可能降低耗水量,也验证冲洗水加压压力、冲洗水管径、冲洗水环设置、冲洗排空动作时间设计及设定是否满足要求。冲洗排空效果试验检验可以通过以下方式进行。
(1)冲洗流型试验。观察冲洗水流流线是否均匀,是否能够全部覆盖污物接纳主要区域,相邻喷嘴水流在交叉处干扰是否严重等。
(2)墨线试验。可以定量衡量冲洗流型覆盖面积,方法是在喷嘴分布平面下方20~30 mm处,沿便盆一周画1 条墨线,冲洗排空结束后,测量墨线残留段数和总长度。
(3)模拟污物试验。便盆内投放一定量的模拟污物,模拟物粘度、密度、颗粒状态尽可能与粪便污物相近,可采用发酵大豆、粘土、米饭等,检验冲洗残留情况。
4 结束语
通过设计、加工、试验等各环节,可以验证便盆曲面、冲洗流型、喷嘴结构等,以及各自对冲洗排空效果的影响,以有效提高冲洗排空效果。下一步仍需对喷嘴内部射流流场、污物冲洗机理等进一步研究与分析。在批量生产环节,严格控制各零部件,尤其是便盆、喷嘴的加工和组装质量,同时研究采取在冲洗水中添加清洁剂等方法,提高真空集便器整体性能。
猜你喜欢
原子能科学技术(2022年8期)2022-09-06
大电机技术(2022年4期)2022-08-30
小学阅读指南·低年级版(2022年5期)2022-05-09
科技与创新(2021年4期)2021-03-24
科学技术创新(2021年7期)2021-03-23
临床超声医学杂志(2020年4期)2020-04-30
武汉理工大学学报(交通科学与工程版)(2019年1期)2019-03-01
科技创新导报(2019年27期)2019-01-30
疯狂英语·新读写(2018年3期)2018-11-29
海洋世界(2017年1期)2017-02-13