
几种合纤FDY长丝的加捻性能研究
2021-05-12 06:08:54宋开梅眭建华
现代丝绸科学与技术 2021年1期
宋开梅,眭建华
(苏州大学纺织与服装工程学院,江苏 苏州 215021)
加捻可提高合纤长丝强度、伸长、光泽和手感等[1-3],目前对加捻的研究以加捻与长丝断裂强度、断裂伸长率之间的关系为主[4-6]。捻缩率主要用于产量计算,由于近年来超细旦长丝和异型截面长丝的开发逐渐成熟[7-10],传统长丝捻缩率计算公式只涉及捻度与原料差别,未考虑到更多因素。本文选取线密度相同的6种不同类别、截面形状或截面纤维根数(F数)的合纤FDY长丝,设计不同的捻度,进行单丝加捻、股线加捻,并作热定型处理,以研究丝线捻缩率与截面形状、F数、类别的相关性、以及热定型工艺。
1 试验
1.1 试验材料
选用合纤长丝的规格如表1所示,其中1#~5#由盛虹集团有限公司提供,6#由常熟市翔鹰特纤有限公司提供。
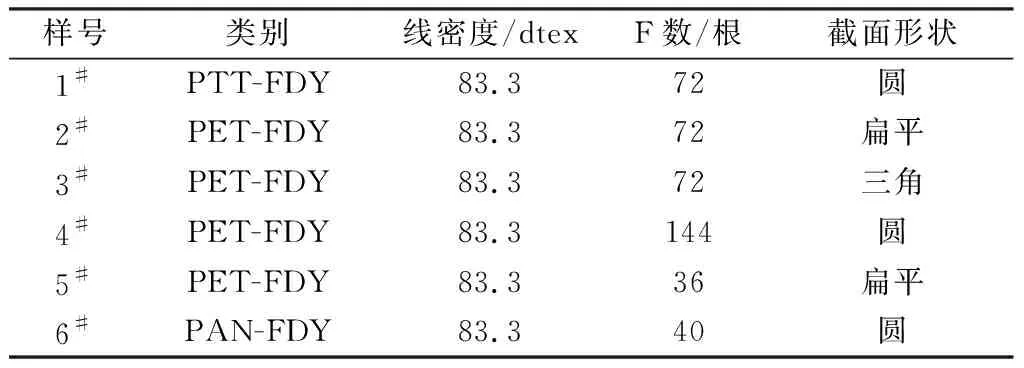
表1 试验用合纤长丝规格
1.2 试验内容与方法
1.2.1 捻缩率
(1)参照标准GB/T 14345-2003《合成纤维长丝捻度试验方法》,在Y331A 纱线捻度测试仪(常州第二纺织机械厂制)上,对长丝加指定的捻度。预加张力(0.050±0.005)cN/dtex,试验长度L=250 mm,试验次数20,取平均值。
(2)单丝加捻:单丝加捻从100 T/m起(试验起始捻回25),捻向Z捻,每级增加100 T/m(试验每次增加捻回25),直至2 500 T/m,记录捻缩值△L(mm),并折算成单丝捻缩率δ。
(3)股线复捻:取500、1 000、1 500、2 000 T/m单丝(初捻),两根合股后加反向同等捻度(复捻),记录复捻每增加100 T/m时的捻缩值△L′(mm),并折算成股线复捻捻缩率δ′。记录△L′为0 mm时的捻回值,并折算成捻度。
1.2.2 热定型
(1)取指定捻度单丝、股线长250 mm,置于烘箱中定型,定型温度设置为90℃、100℃、110℃,定型时间设置为2、5、10 h,室温冷却24 h后,观察捻度稳定性,无退捻、回缩现象的判定为定型良好,有退捻、回缩现象的判定为定型较差。
(2)单丝指定捻度有500、1 000、1 500、2 000 T/m;股线指定捻度(初捻捻度/复捻捻度)500/400、800/600、1 000/800、1 500/1 200 T/m。
2 结果与讨论
2.1 单丝捻缩率
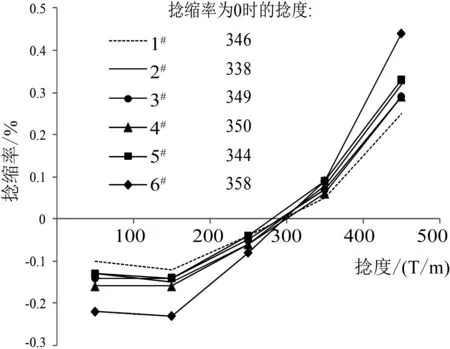
样品的单丝捻缩率试验结果如表2所示,捻度-捻缩率曲线如图1所示。
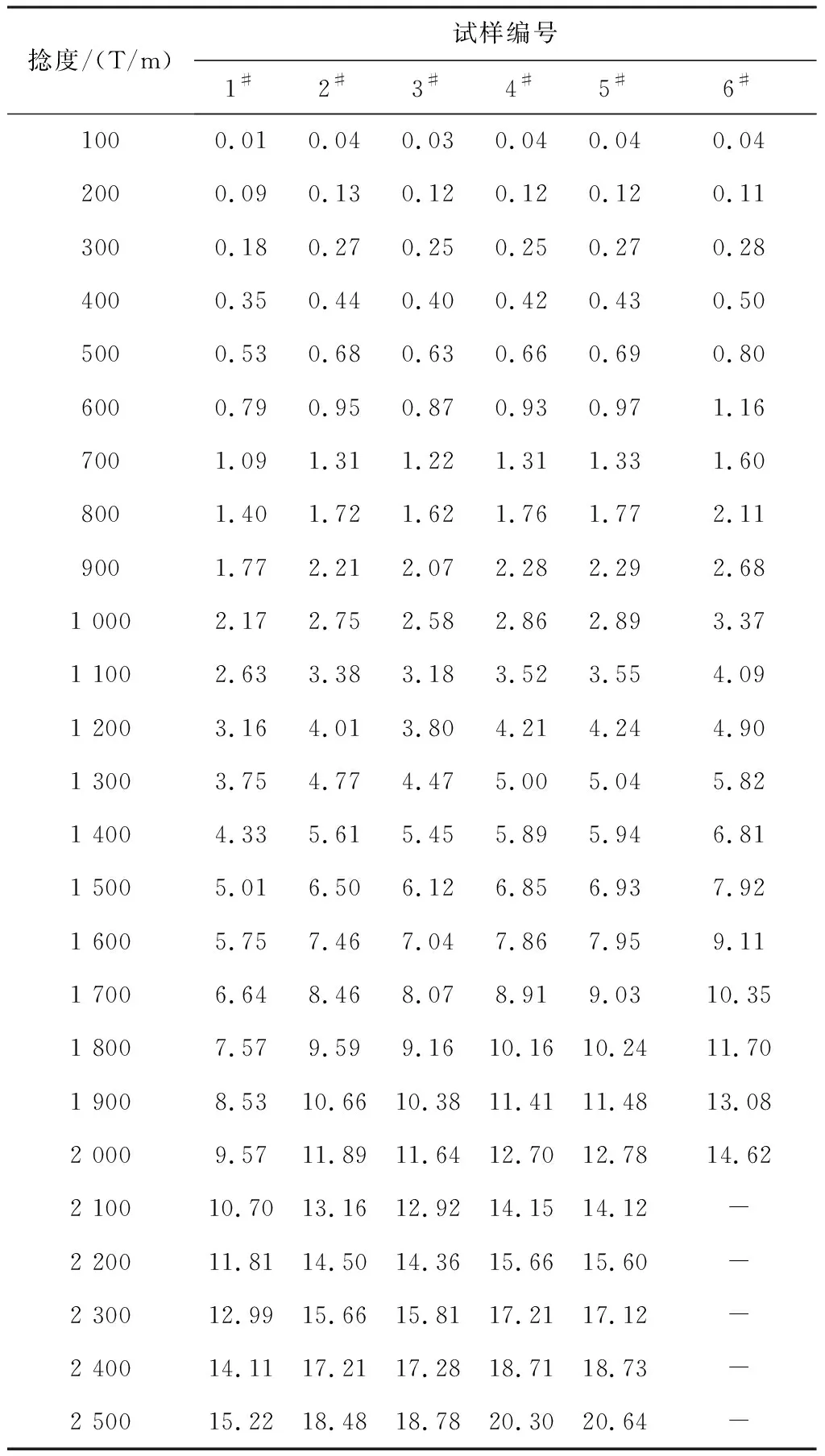
表2 单丝捻缩率δ试验结果 %
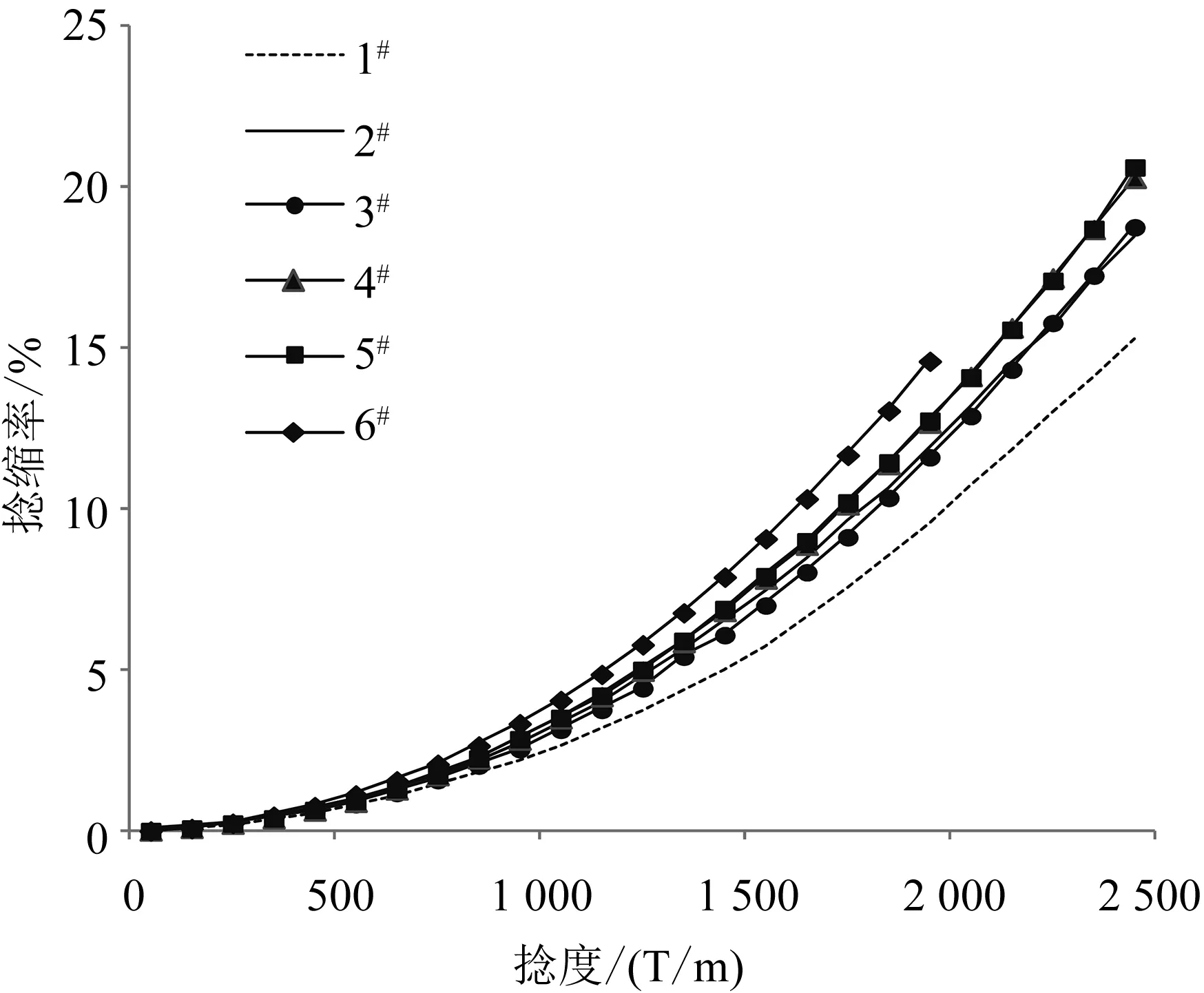
图1 单丝捻缩率对比
由表2、图1可知:
(1)1#~5#样品均能持续加捻至2 500 T/m,6#PAN样品在2 000 T/m时出现断裂现象,无法继续加捻。分析认为PAN纤维比PET、PTT纤维,断裂强度、断裂伸长率小,由于加捻产生扭力矩,随着捻度增大,扭力矩也增大,纤维轴向受到较大的拉伸,致使PAN纤维断裂。
(2)所有样品的捻度-捻缩曲线均呈抛物线形态,即随着捻度增大,捻缩率的增大由平缓到加剧。相比之下,1#PTT样品的捻度-捻缩率曲线最为平缓,6#样品的捻度-捻缩率曲线最为陡急,2#~5#PET样品曲线介于当中。这说明长丝捻缩与纤维类别有关。
(3)PET样品中,相同线密度及F数规格的2#、3#样品的曲线基本一致,捻缩率值基本大于圆形截面的4#样品。截面为三角形和扁平形的长丝比圆形截面长丝更棱角分明,加捻时每根丝之间孔隙大,导致缩率大。
(4)对比均为扁平形截面的2#、5#样品,丝线截面纤维F数分别为72根和36根,5#样品在各捻度值下的捻缩率基本都大于2#样品。这可能是由于F数越高,单根纤维在扭力矩作用下更易被拉伸伸长,随着捻度增加,长丝线的捻缩率低于F数小的丝线。
2.2 股线捻缩率
股线复捻过程中的捻缩率试验结果如表3所示,复捻捻度-捻缩率曲线如图2所示。
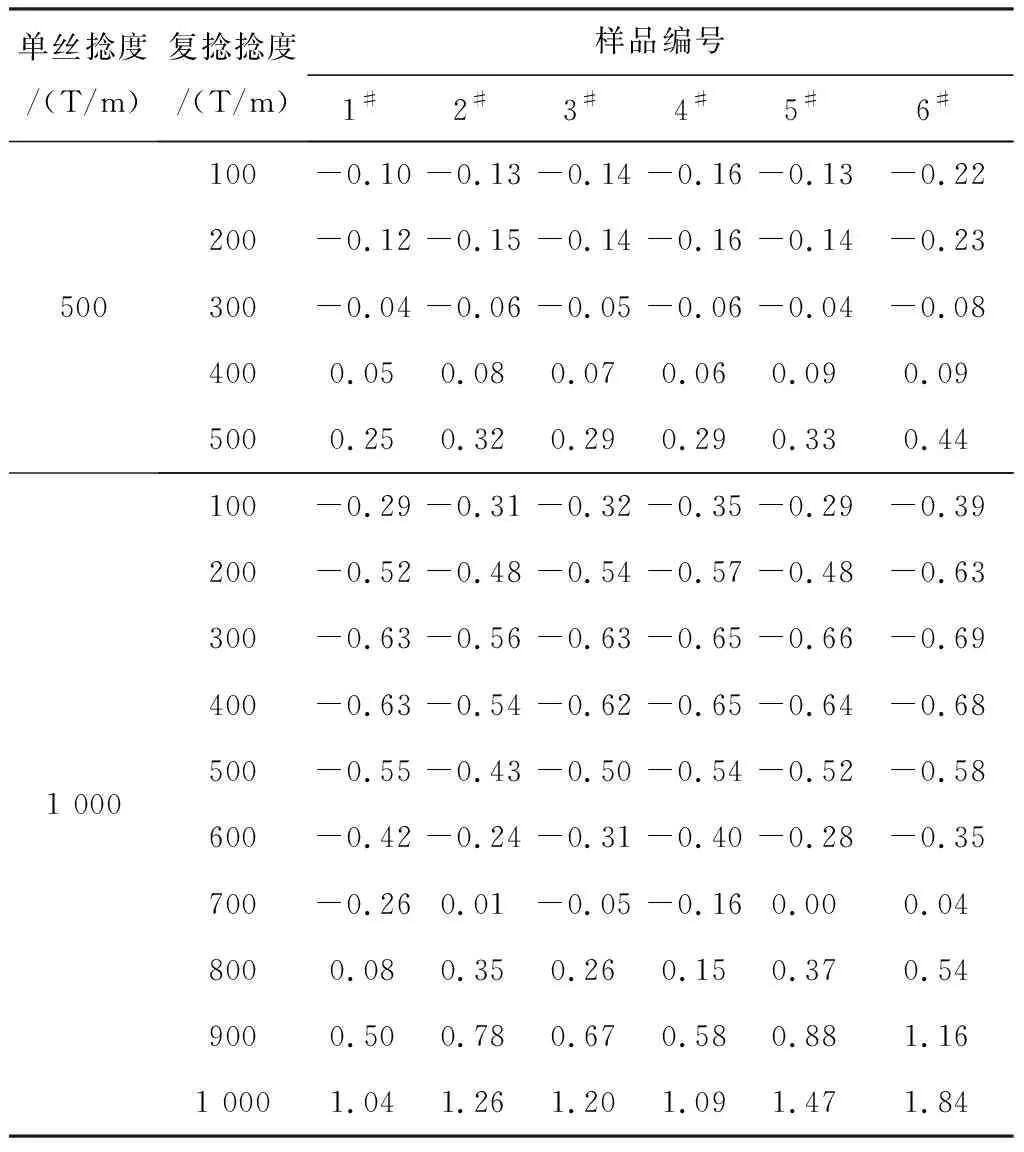
表3 股线捻缩率δ′试验结果 %
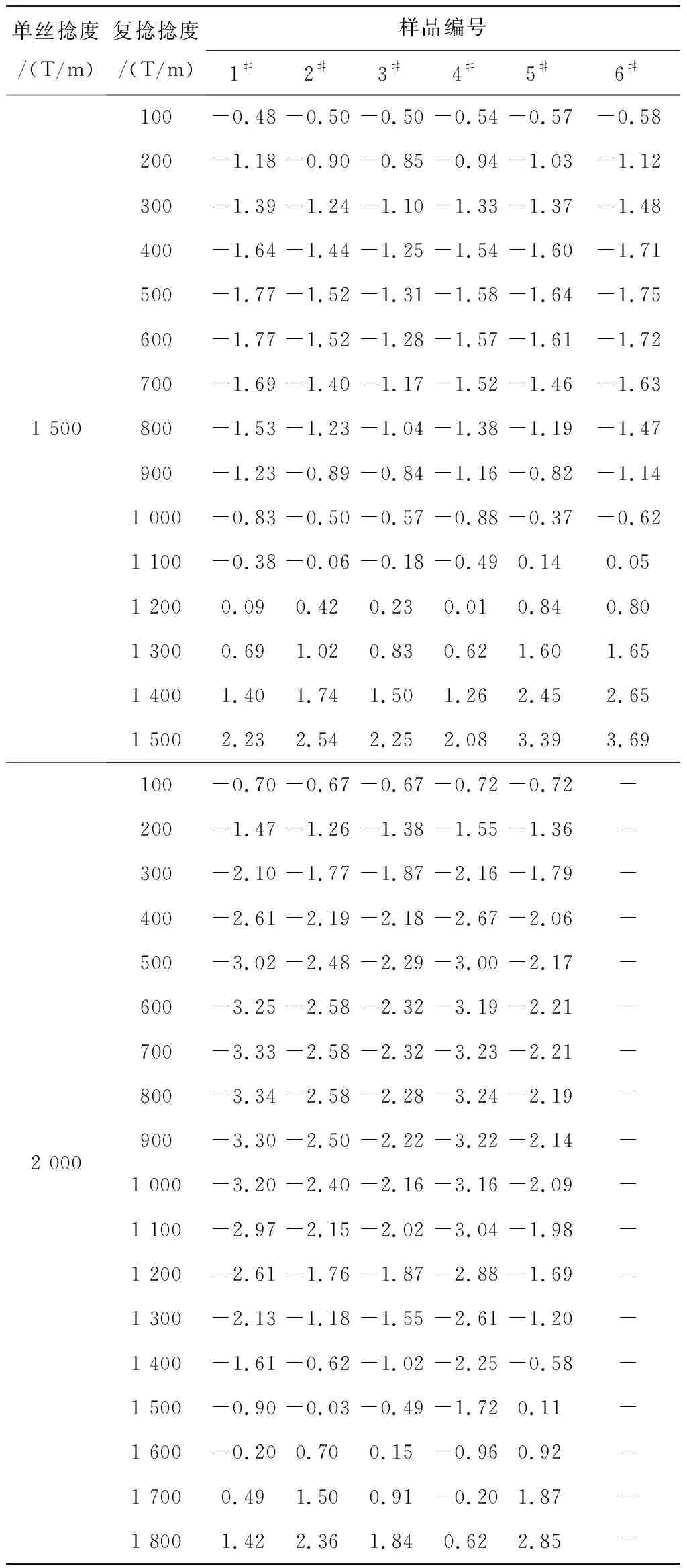
(续表3)
由图2可知:
(a)单丝捻度500 T/m

(3)股线捻缩率为0时,单丝退绕使得股线的光泽、蓬松度提高,此时稳定性最佳。单丝捻度为500、1 000、1 500、2 000 T/m的双股线捻缩率δ′为0时的捻度平均值分别为348、707、1 132、1 588 T/m,占其单丝捻度的百分比为:69.6%、70.7%、75.5%、79.4%,呈现依次递增的趋势,且圆形截面长丝的百分比大。总体看来股线捻度为其单丝捻度的70%时,捻缩率为0,股线综合性能最佳。
2.3 热定型
加捻丝线热定型试验结果如下:
(1)1#样品为PTT纤维,其中500 T/m单丝的热定型结果均为良好;1 000 T/m单丝在110℃下才能良好定型;1 000 T/m以上单丝不能良好定型;所有股线热定型效果均为良好。
(2)2#~5#为PET纤维,500~1 500 T/m的单丝在所有热定型试验下的结果均为良好;2 000 T/m单丝在90℃、2 h以上,或者在90℃以上,定型良好;所有股线热定型效果均为良好。
(3)6#样品为PAN纤维长丝的单丝、股线热定型效果均为良好。
3 结论
(1)线密度相同时,长丝捻缩率与纤维类别、截面形状、F数相关。在其他条件相同时,圆形截面长丝捻缩率小;F数增加时,捻缩率小。不同类别长丝捻缩率排名为:PTT>PET>PAN。
(2)股线的捻缩率与其单丝捻缩率、长丝截面形状相关;随着捻度增加,股线缩率为0时的捻度与其单丝捻度比值相应增加,总体在70%左右。
(3)股线的热定型效果较单丝好。PAN长丝与PET长丝的热定型效果较PTT长丝好,PTT长丝单丝热定型效果较差。
猜你喜欢
电工技术学报(2024年2期)2024-02-05 09:33:06
国际纺织导报(2022年4期)2022-11-04 07:18:46
玻璃纤维(2022年4期)2022-09-26 10:39:38
产业用纺织品(2021年9期)2021-08-09 05:02:14
上海大中型电机(2021年1期)2021-06-09 09:12:04
产业用纺织品(2021年1期)2021-04-13 02:10:02
纺织科技进展(2021年1期)2021-01-27 01:36:36
上海大中型电机(2018年3期)2018-09-22 08:06:44
河南工程学院学报(自然科学版)(2016年2期)2017-01-05 01:50:51
江苏丝绸(2015年5期)2015-02-13 08:35:48
