泵群无线监测系统在石化装置中的应用
2021-05-12 01:46孟剑
安全、健康和环境 2021年4期
孟 剑
(中国石化青岛炼油化工有限责任公司,山东青岛 266500)
石化工业设备检修经历了事后维修、预防性维修阶段,目前正在向着预知性维修阶段发展,基于设备运行状态实时数据提出检维修策略是最重要的预知性维修技术之一。炼化装置机泵分布广、数量多、作用大,机泵的安全稳定运行是炼化装置长周期运行的重要基础[1]。采用无线传感器来组建自动化的机泵物联网在线监测系统,可以弥补人工巡检的不足,同时降低设备检查成本、提高巡检效率与质量[2],且可以做到早期识别、早期预报设备故障,从而达到预知性维修,保证装置安、稳、长、满、优运行[3]。
1 系统架构
机泵无线监测系统,是通过无线传感器对机泵的振动与温度状态进行自动监测、自动传输存储的物联网系统。机泵运行状态采集后,通过监测系统的上位机软件,不仅可以使用丰富的诊断工具分析设备状态,而且借助于监测系统内置的特征频谱,以及内置于传感器内部的边缘计算算法,还可以触发自动报警,起到使设备运行状态及时被相关人员所知悉,从而及时发现设备隐患,进行事前预防,保障设备的安全、可靠和稳定运行。
整个系统由下而上分为3个层次,分别为无线传感器、无线通讯站(也称为无线网关)和智能监测分析系统。无线传感器采集设备运行中的振动与温度数据,通过无线的链路传输数据,无需敷线,降低了设备的监测成本。无线传感器采集到有效的振动和温度数据,通过2.4 GHz频段的Zigbee协议传输所采集数据。数据采集的频率可以灵活调控,一般1~2 h采集一次波形数据、5 min采集一次振动总值与温度数据;如果振动和温度数据出现异常,采集波形数据的频次可自动更改为10 min 1次。无线通讯站相当于是整个无线监测系统的中转站,主要负责传感器与机泵监测软件系统之间的数据交互。一方面,接收无线传感器传来的设备状态数据,并将数据传输给数据库服务器;另外,也从智能监测分析系统接收指令并下达给无线传感器。智能监测分析诊断系统(IMAS)是基于B/S架构、使用物联网技术的大数据平台,可以对设备异常状态触发报警提示,同时也可以对设备故障进行趋势监控与及时诊断。
2 监测方案
2.1 测点配置
设备监测测点部位的选择和采集参数的设置对无线监测的效果至关重要,需要对设备结构和监测有深入的了解,常规的测点配置分为2种:①测点2个,机泵轴承箱安装2个:水平(H)和垂直(V)各1个;②测点5个,主要安装在两端支撑的机泵,前轴承箱(与电机非联端)3个:水平(H)、垂直(V)及轴向(A)各1个,后轴承箱(与电机联端)2个:水平(H)和垂直(V)各1个。测点分布如图1所示。

图1 传感器安装位置
2.2 传感器安装
考虑到振动的传递性,所有传感器均需安装在轴承座或齿轮箱最贴近轴承、且刚性最好的位置。另外,为了不对设备本体造成破坏,所有传感器均采用强磁吸附,并用金属胶水粘接,这样不仅可以保证振动与温度的正常传递与传导,而且对于安装在高处的设备,强磁吸附的安装方式,也可以避免高处坠落造成的人身伤害。
3 监测报警分类统计
2020年度1月至11月,机泵智能监测系统共计报警286次,其中3级报警229次、4级报警57次。排除单台设备多测点、多指标的报警,纳入统计的实际报警台次为203台次,具体分类见图2。
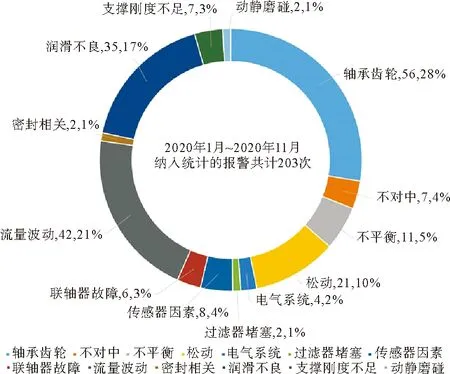
图2 报警分类统计
经统计,旋转设备常见的故障类别,监测系统均可发现,排除掉传感器自身因素导致的8次报警,报警有效率可达到96.06%,其中与设备运行安全密切相关的核心分类:轴承齿轮、联轴器、密封、润滑不良以及工频类(不对中、不平衡、松动)的故障,在有效报警中的占比为70.77%,排除掉启停机与工艺调整导致的流量波动影响因素,这个比例可上升到90.2%。
4 应用案例
4.1 除氧水泵轴承故障
催化裂化装置除氧水泵,位号1103-P-101A,为悬臂离心泵,润滑方式为油雾润滑,其特征参数见表1。现场测点布置为:机泵联轴器端轴承箱水平方向3H、机泵联轴器端轴承箱垂直方向3V。

表1 除氧水泵轴承型号及特征参数 Hz
4.1.1故障过程描述
2020年2月1日14时13分,1103-P-101A设备3H点出现温度报警,分析数据为泵端轴承滚动体及保持架存在损伤,以轴承保持架损伤最为显著,存在断裂的可能,且轴承存在走圈可能。现场拆检发现泵端轴承保持架断裂变形,滚动体和内圈滚道磨损严重,深沟球轴承保持架单侧磨损。
4.1.2数据分析
如图3所示,机组2月1日10∶00左右启机运行,其中泵端水平向3H测点加速度振动总值达24.7 m/s2左右,较前期上升约1.5倍左右,并于12∶45左右振动值明显下降,而3V测点加速度振动总值未见明显变化。如图4泵端3H测点温度值于12∶45左右呈现持续上升趋势,温度值于60 ℃上升至112 ℃左右,温度值上升速度较快,且温度较高。
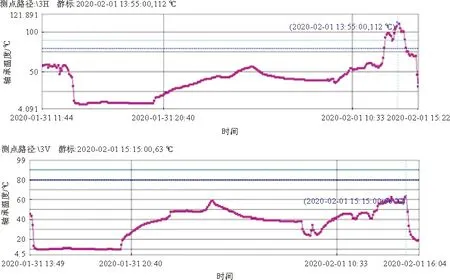
图3 温度趋势示意

图4 加速度趋势示意
如图5所示,对3H测点加速度频谱进行包络解调分析,包络谱中可见9.37 Hz的轴承保持架故障频率及其倍频特征,为轴承保持架受力损伤特征,保持架损伤程度较明显。
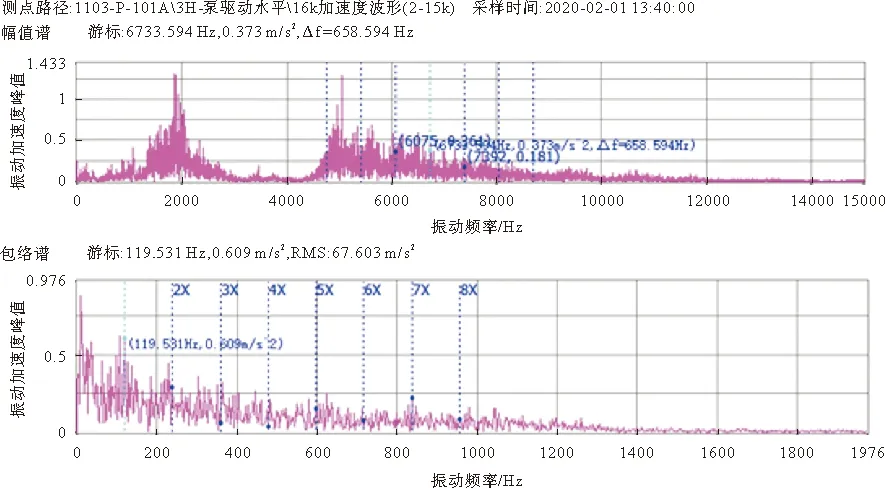
图5 1103-P-101A_3H_16k加速度波形包络解调示意
如图6所示,3H测点此时速度频谱中以转频谐波特征为主,转频谐波数量和能量较前期明显上升,为旋转性松动特征,且振动值波动幅度较大,推测与轴承配合间隙偏大有关,存在走圈可能。
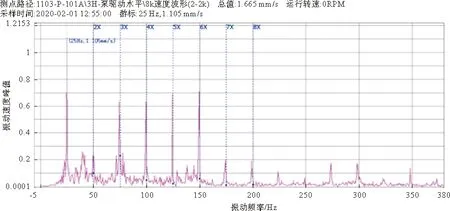
图6 1103-P-101A_3H_8k速度波形频谱图
综上所述,泵端测点温度值持续上升,推测与轴承损伤异常有关,轴承滚动体及保持架存在损伤,损伤程度较为明显,以轴承保持架损伤最为显著,存在断裂的可能,且轴承存在走圈可能。
4.1.3检修验证
拆检发现泵端轴承保持架断裂变形,滚动体和内圈滚道磨损严重,深沟球轴承保持架单侧磨损。
4.2 重沸炉泵轴承故障
连续重整装置汽提塔重沸炉泵,位号1110-P-103A,设备为双支撑结构,润滑方式为油雾润滑。现场测点布置为:泵联轴器端轴承箱水平向3H、泵联轴器端轴承箱垂直向3V、泵自由端轴承箱水平向4H、泵自由端轴承箱垂直向4V和泵自由端轴承箱轴向4A,轴承型号及特征参数如表2所示。
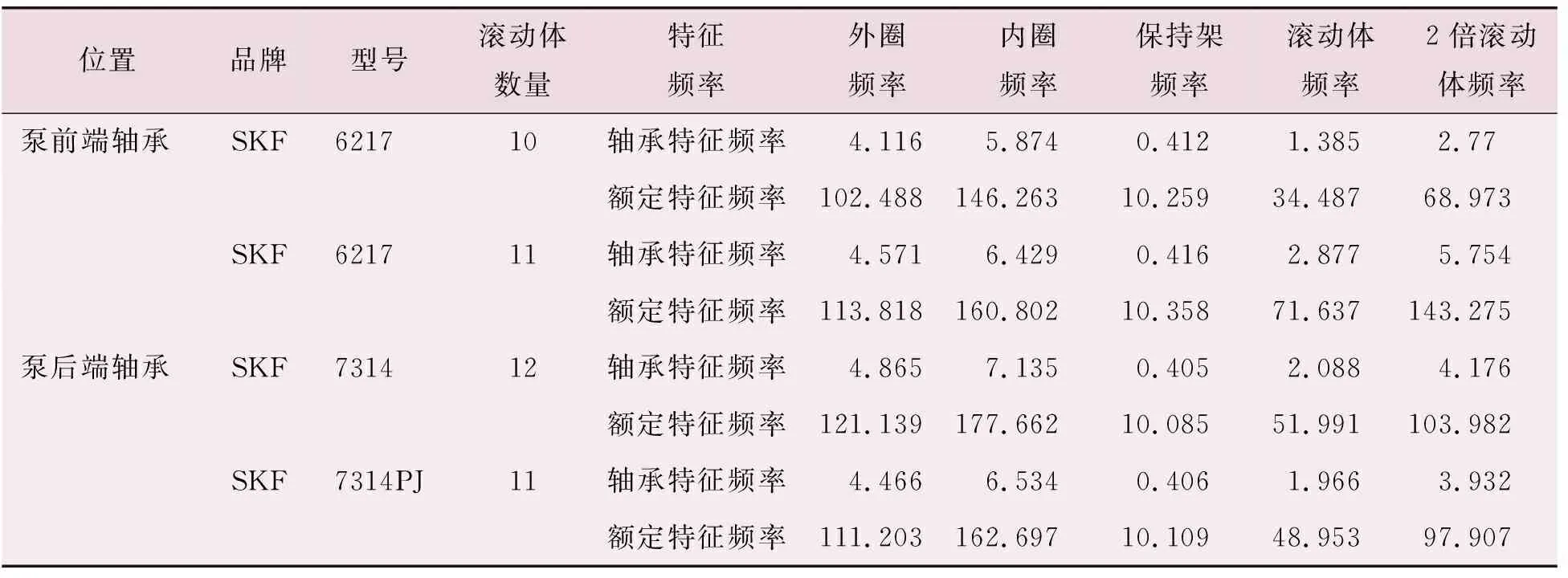
表2 重沸炉泵轴承型号及特征参数表 Hz
4.2.1故障过程描述
2019年8月16日8时15分,泵驱动端3H加速度发生四级报警,经过数据分析后,判断现场泵驱动端轴承早中期损伤、保持架卡涩磨损,并对泵驱动端轴承异响及温度变化做了加强关注。次日,由于异响加剧便停机检修,检修后发现泵驱动端轴承内圈存在明显剥落。
4.2.2数据分析
机组于2019年8月15日启机,启机后泵两端各测点加速度总值相对平稳,泵驱动端加速度总值稍大,泵端速度总值趋势平稳,但泵驱动端速度总值偏大,可达到7 mm/s。泵端3H测点加速度时域波形中存在冲击,长波形包络解调频谱中可见轴承保持架特征频率及谐波(如图7所示)。3H、3V测点速度频谱中主要叶片通过频率能量为主,频谱中低频段非转频成分能量较显著。

图7 1110-P-103A_3H_128K长时域波形包络解调频谱
综上所述,泵驱动端轴承早中期损伤,保持架卡涩磨损,且运行状况不稳定。
4.2.3检修验证
2019年08月20日,现场切换停泵检修,发现轴承内圈存在显著剥落,与以上分析相吻合,证明了预知检修的准确性。
5 结语
基于物联网与大数据技术的状态监测系统,能够及时准确且有效地采集并评估出机泵设备的运行状态,能够依据异常状态给出报警提示和维护建议。自系统上线以来,对比人工巡检,事后维修占比由原来的41%降到了15%,预知与预测性维修由原来的不足10%升到了近50%,这不仅大幅减少了非计划停机时间,同时也避免了设备事故的发生,达到了预期的、依据设备状态进行检修的效果,减轻了员工工作量,为装置“五年一修”提供了有力保障。
猜你喜欢
现代园艺(2022年17期)2022-08-23
防爆电机(2022年4期)2022-08-17
汽车实用技术(2021年10期)2021-06-04
舰船科学技术(2021年2期)2021-04-10
——以徐州高层小区为例
建筑技艺(2019年9期)2019-11-27
汽车与驾驶维修(维修版)(2019年7期)2019-09-10
知识就是力量(2018年8期)2018-08-16
课外生活(小学1-3年级)(2018年4期)2018-05-26
科技风(2018年23期)2018-05-14
小学生·多元智能大王(2015年3期)2015-05-25