
焊接机器人模块化工装组夹及复现工艺研究*
2021-05-11 13:35胡战明宋博宇张学海李学强
包头职业技术学院学报 2021年1期
胡战明 宋博宇 张学海 李学强
(1.内蒙古第一机械集团股份有限公司;2.包头职业技术学院,内蒙古 包头 014035)
随着焊接机器人在现代工业中的应用越来越普遍,对于精准的装配要求也越来越高,装配质量的好坏将直接影响到焊接质量和产品质量,并且焊接工艺的自动化程度越高,对装配的质量要求也越高。公司现有焊接机器人为德国KUKA KR5 R1400悬臂焊接机器人,与焊接机器人配合的变位机装夹平台为德国戴美乐800mm×800mm三维柔性夹紧平台。由于公司产品品种多,数量少,定做焊接工装成本太高。针对以上原因,公司决定利用三维柔性夹紧平台组合焊接工装,实现与机器人联动焊接的需求。三维柔性平台组合工装、装夹零件是一项比较繁琐的工作,约占整个焊接结构制造过程总工时的30%~40%,这批次产品焊接完成后,换产后再次组合其它产品工装成为难点,为了实现焊接机器人生产效率高,复现性好的特点,需要根据产品特点,寻求到一种适合该焊接机器人正确的装配方法和工艺,从而保证产品质量,缩短工期,降低成本。本文主要研究三维柔性夹紧平台工装的组夹方法及产品复现生产的要求,以及焊接机器人与工装之间配合关系。
1 影响焊机机器人焊接产品质量的因素
1.1 零件下料对焊接机器人装配质量的影响
焊接部件由很多各种零件组成,零件状态一致性和加工方法不同(火焰切割、激光切割、机械加工、冲压成型、水切割)都会影响装配精度。零部件装配时划线装配、工装装配、无基准装配都会影响装配精度。
1.2 三维柔性平台组夹方式对焊接机器人装配质量的影响
按照零件状态随意组夹工装,不考虑变位机零点基准和零件基准,导致过定位或欠定位。零件组夹完成后,没有明显特征和组夹位置不合理造成下次调用程序时不能恢复原有组夹位置,无法重复焊接。
1.3 示教编程对焊接质量的影响
焊接机器人是否和变位机都处于原始点,机器人各轴关节的位置和形态是否理想,MOVJ和MOVL及MOVC转换使用是否合理。焊丝干伸长度、焊枪角度、焊接顺序、焊接电流、焊接电压、气体流量、焊接速度都会影响焊缝质量。
2 焊接机器人工装组夹试验
在焊接机器人工装组夹试验过程中,需要从实用性原则和经济性原则,可靠性原则方面进行考虑。
2.1 试验前的准备
为了实现装配精度,从零件的下料环节就需要控制,尽可能采用激光切割或者冲压成型,提高零件的精度。在零部件模块化焊接工装组夹时,为了提高工作效率,保证经济性,采用一台变位机组合两套焊接工装,如图1所示。

图1 模块化组夹焊接工装
为了保证焊接机器人在示教时位置的准确性,需要提前对焊接机器人和变位机进行零点位置标定,同时将焊枪角度和干伸长度预先调节到标准尺寸,如图2所示。
2.2 工装组夹设计
按照零件结构组合工装,首先利用三维柔性夹紧平台辅助直角尺定位零件基准面,零件基准面应该与工件的接触面最大,能够消除一定的自由度。因此以变位机三维平台零点方向为基准,也就是变位机平台正南方(Demmeler字体方向)为定位基准,棋盘方格定位法辅助其他定位元件进行装配,如图3所示。采取以下组夹步骤:

图2 焊枪角度和焊丝干伸长度
在E3-E4工作台表面组合工装,以正南方为基准,工作台端面写正南字的。
选出零件的定位基准孔,采用三维柔性平台附具带孔直尺,从东数出第3孔第3条刻度线为基准,从正南数出第4刻度线,按图片所示固定带局部压紧片的直尺。
将零件推上平台靠住直尺后用C型夹按图上位置固定零件。
E5-E6工作台从东数出第3孔第3条刻度线为基准,从正南数出第4刻度线,按图3所示固定带局部压紧片的直尺,将零件推上平台靠住直尺后用C型夹按图3上位置固定零件。

图3 棋盘式工装组夹(南4格东2格定位)
2.3 焊接机器人示教编程
零件工装组合完成后,进行机器人示教编程,首先调整机器人焊枪角度,创建程序文件名称,打开程序并记录该空走点位置,移动焊枪到达零件上方区域设立空间点,例如(直线焊缝的编辑,如图4所示)。
示教编程中,先将坐标系转换为直角坐标系,空间点插补为MOVJ,焊接中间点和结束点均为MOVL。
2#为空间安全点MOVJ非线性速度20%。3#为焊接开始点MOVJ非线性(添加焊接开始ARC ON )指令在命令一览按键里,通过按开该键就会出现焊接,再点击焊接就会出现焊接指令。4#为焊接结束点MOVL、BL=0、VBL=0(添加焊接收弧指令ARC Off)指令在命令一览按键里,通过按开该键就会出现焊接,再点击焊接就会出现焊接指令。5#为空间安全点MOVJ非线性速度为20%。每段焊缝都根据工艺要求设定焊接电流、焊接电压、送丝速度、焊接速度、气体流量等焊接参数(例如第15道工序,焊接电流230A,焊接电压25V,焊接速度0.8m/min,气体流量15L/min,干伸长度15mm,送丝速度6.7m/min)。示教编程完成后,采用手工示教运行机器人,发现焊接轨迹完全正常时,将机器人打到自动运行模式,并将焊接开始打开,检测气体是否正常,全部验证合格后点击开始键进行焊接。
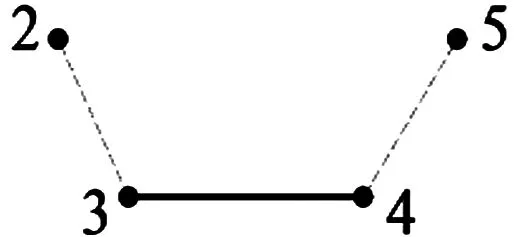
图4 直线焊缝的示教编辑
所有工作完成后拍摄组夹工装形态、位置及零件代号,制作装配焊接工艺指导书,方便换产后再次生产按图组合工装调用焊接程序即可焊接生产。
3 结论
在传统的柔性平台定位过程中,容易出现定位件位置测量不准导致定位偏差的问题,为了解决这个问题,采用棋盘方格定位法实现工装的定位和组合,按下棋推进比较容易实现精准定位和重复再现功能,三维柔性平台每个网格线都是标准100mmx100mm的格线,利用南几格+东几格或南几格+西几格可以实现快速装夹定位。
根据六点定位原理,将夹具定位元件转化为相应的定位支承点,并以此来分析具体定位元件所限制的工件自由度。通过分析得出,按照平台表面网格线推出南3刻度线或东3刻度线为零件定位基准线进行工装组合,可以完全限制工件的6个自由度。网格线也可以是南2、南3南4等,配合东1、东2、东3等作为零件的基准定位,配合各种直角辅具组合焊接工装,利用压紧装置固定零件,也可以达到精确定位的目的。
本文通过使用棋盘方格定位法,使零件装夹一致,实现了产品快速换产和零件复现的工艺要求,为焊接机器人自动化焊接生产提供了可靠的技术支撑,同时经过与传统工装方法对比,其工作效率提高3倍以上。工作时,只需调出原编辑的焊接程序就可实现快速焊接,不需要重复装配和示教检查,且能保证产品复现和机器人重复定位精度要求,并且柔性工装可以适应多种产品的装焊要求,目前已经在公司8种车型64种产品中推广使用。
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
现代农机(2022年3期)2022-07-11
模具制造(2022年5期)2022-06-27
电子制作(2021年13期)2021-07-20
学苑创造·A版(2019年9期)2019-11-07
智能制造(2017年4期)2017-07-24
学苑创造·B版(2017年1期)2017-02-21
学苑创造·B版(2017年1期)2017-02-21
小天使·二年级语数英综合(2016年9期)2016-05-14
Coco薇(2015年10期)2015-10-19
