汽车螺柱焊接质量监测系统应用研究与行业影响
2021-05-07 13:30孙树韬刘洋杨威
时代汽车 2021年7期
关键词:汽车制造业
孙树韬 刘洋 杨威

摘 要:汽车螺柱自动焊接 质量受影响的因素较多,如板材尺寸变化、表面清洁度、焊接参数、焊接轨迹等均可能造成螺柱焊接不良,因此存在螺柱焊接开焊、内部存在瑕疵的风险较大。2019年,根据大众“康采恩质量标准”,汽车螺柱焊接检验标准除三检件时可利用力矩检查外,其余零件只可用目视检查,不允许使用橡胶锤敲击螺柱。但目视检查无法对存在问题的螺柱准确进行检测,也因此提高了汽车螺柱的质量风险。本文以一汽-大众汽车有限公司长春生产焊装二车间实际项目使用经验,汽车螺柱焊接质量监测系统在汽车制造业使用的应用实例与分析研究,重点介绍汽车螺柱焊接质量监测系统基本构成、工作方案,尤其该系统对汽车制造行业产生的深远影响。
关键词:汽车螺柱焊接 螺柱质量监测 汽车制造业
1 监测系统设计方案
本文作者所属工作地为一汽-大众汽车有限公司长春生产焊装二车间,焊装二车间的自动螺柱焊工位,由5套PLC控制8个自动工位的27台机器人,生产4个车型共计527个螺柱,螺柱焊接位置分为上表面区域和车身下表面区域,设立两个检查工位进行检查。
其中车身上表面区域螺柱是由3套PLC控制6个自动工位19台机器人进行焊接,跨越6个空中机械化区域,每个自动工位生产4个车型共计269个螺柱,设立一个终检工位。
车身车身下表面区域螺柱是由2套PLC控制2个自动工位8台机器人,需要重点说明这两个工位是由4个工作面的180度旋转工作台构成,每个工位生产4个车型共计258个螺柱,设立一个终检工位。
1.1 监测系统设计方案工作原理
整个焊接流程要求将527个螺柱焊接信息分别传送到两个终检工位PLC中,通常情况下,PLC之间的信息传递都使用网关,但网关的缺点是传递信息量少,同时只能是相邻的PLC之间进行传递。
一汽-大众汽车有限公司长春生产焊装二车间领导、技术人员、员工为解决这个难点问题,创新性使用车身载码体传送螺柱信息。焊装车间的每个加工的车身骨架(俗称白车身)都有一个载码体,车身载码体承载着车身的车型、功能、配置等相关信息。在生产过程中,车身载码体会固定在白车身上,跟随车身共同前进。
焊装二车间使用的电子载码体,具备可读写功能。载码体内部分为“UII读写”和“USER读写”等四个部分,前期制定方案将螺柱焊信息写入“用户写入区域”, “用户写入区域”的存储格式是64个字节(BYTE)512个位(BOOL),完全能够满足焊接信息存储要求。目前“USER写”这个部分在大众集团新电气安装标准中没有应用。
机器人在焊接每一个螺柱前需要将螺柱编号信息发送给PLC,当螺柱焊接出现焊接参数超差(包括焊接电压、焊接电流、焊接时间、焊接能量、提升高度、熔池深度等超差)报警后,螺柱焊机将焊接质量不合格报警信号发送机器人,机器人收到信息后发送给PLC。
当PLC收到螺柱焊接质量不合格报警信息后,将出现焊接质量不合格报警的螺柱编号通过“RFID写入命令”载码体中指定的位置。车身到达终检工位后,PLC通过“RFID读取命令”取载码体中“USER读”部分的数据并在显示屏上目视化,操作者根据目视化结果对出现焊接质量不合格的螺柱进行检查。
1.2 螺柱焊接质量监测系统应实现以下功能
监测系统实现的功能较多,重点突出以下六大功能的实现。
功能一:正确识别各车型,将车型在显示屏进行目视化展示;
功能二:系统对出现焊接质量不合格的螺柱进行目视化,不但要显示螺柱型号,还需要显示螺柱编号及在车身中的具体位置;
功能三:采用人机界面对相应的车型、螺柱信息和位置进行提示;
功能四:可以对螺柱焊接质量不合格信息进行统计分析查询;
功能五:对焊接异常的报警螺柱进行人工复检,如确认存在质量缺陷将重新进行焊接。
1.3 监测系统工作流程如下:
螺柱焊接质量监测系统工作流程如下:
第一步:螺柱焊机发送螺柱焊接故障信号给机器人;
第二步:机器人发送螺柱焊接故障信号给PLC;
第三步:PLC控制“RFID读取命令”载码体信息存储到DB块;
第四步:工作结束后,PLC将螺柱故障信息通过“RFID写入命令”到载码体;
第五步:载码体跟随车身进入终检工位;
第六步:PLC控制“RFID读取命令”载码体中螺柱信息存储到DB块中;
第七步:服务器读取PLC中的DB块信息目视化到显示器上。
第八步:系统对螺柱焊接质量不合格信息进行统计分析查询;
第九步:对焊接异常的报警螺柱进行人工复检,如确认存在质量缺陷将重新进行焊接,见图3。
2 车身上下表面区域监测系统分析
在汽车的车身骨架裸车生产过程中,整个车身螺柱总数量527个螺柱中,车身下表面区域螺柱数量占比例40%左右,上表面區域螺柱数量占比例60%左右。本文分别讲解上下表面区域监测系统运行模式。
2.1 车身上表面区域螺柱监测系统
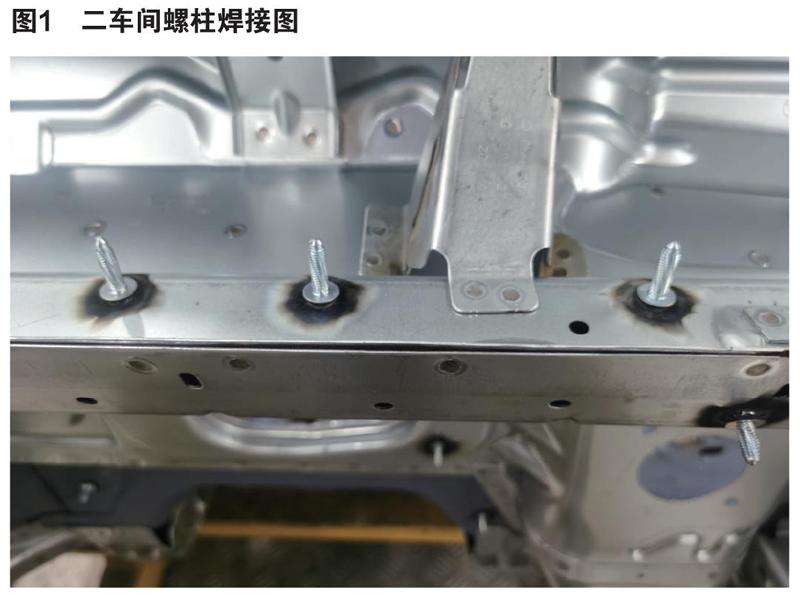
当车身进入第一套PLC的螺柱焊2工位后,PLC通过“RFID读取命令”载码体中的信息后将数据存储在PLC的DB数据块中,机器人焊接螺柱过程中如果出现螺柱焊接质量不合格,PLC将修改DB数据块中的相关信息,在螺柱焊2工位焊接结束后,PLC通过RFID将带有本工位螺柱焊接信息的DB数据块中的数据写入到载码体中。请参照图2。
载码体跟随车身经过空中机械化输送装置进入第二套PLC的螺柱焊2工位,PLC使用同样的方法,将带有本工位螺柱焊接信息的DB数据块中的数据写入到载码体中,当载码体跟随车身进入终检工位后,PLC通过RFID将读取到的焊接质量不合格螺柱信息通过显示屏进行目视化。
显示屏上将显示车型、车号和焊接质量不合格螺柱的型号、编号、工位及机器人,当没有焊接质量不合格螺柱时,只显示车型、车号信息并且颜色为绿色。
当有焊接质量不合格螺柱时,显示屏中显示出现焊接质量不合格的螺柱信息并且在车身图示中有红色原点标注,同时车型、车号显示为红色,见图4。
2.2 车身下表面区域螺柱监测系统
相对于车身上表面区域,车身下表面区域的螺柱数量较多,焊接操作更加复杂,对螺柱焊接质量的要求更严格。
2.2.1 车身下表面区域螺柱检测系统运转流程
车身下表面区域螺柱焊工位是由V01面夹具组和V02面夹具组在一个180度翻转的大型转鼓上,本工位只有一个“RFID读取命令”,位置在工位下面。
当第一台车身进入地面PLC1螺柱焊工位后,PLC通过“RFID读取命令”载码体中的信息后将数据存储在PLC的DB数据块中,这个DB数据块是V02面夹具组单独使用,以下简称DB_V02。载码体数据成功读取车型后,工位转鼓进行180度旋转,这时V02面夹具组在工位上面,V01夹具组在工位下面,机器人进入V02面夹具组进行螺柱焊接并且将焊接质量不合格螺柱信息写入DB_V02数据块。
同时第二台车身进入地面PLC1螺柱焊工位后,PLC通过“RFID读取命令”载码体中的信息后将数据存储在PLC的DB数据块中,这个DB数据块是V01面夹具组单独使用,以下简称DB_V01。
V02面夹具组焊接结束,V01面车身进入结束后,转鼓进行180度翻转,V02面重新回到工位下面,V01面夹具组回到上面,机器人进入V01面夹具组进行螺柱焊接并且将焊接质量不合格螺柱信息写入DB_V01数据块。
第一台车在离开工位前,将DB_V02数据块内容写入到本工位共用数据块DB中,PLC通过RFID执行写命令,将DB块中的信息写入到载码体中。
综上所述,当第二台车在离开工位前,将DB_V01数据块内容写入到本工位共用数据块DB中,PLC通过RFID执行写命令,将DB块中的信息写入到载码体中。
当载码体跟随车身进入终检工位后,PLC通過RFID将读取到的焊接质量不合格螺柱信息通过显示屏进行目视化,显示屏上将显示车型、车号和焊接质量不合格螺柱的型号、编号、工位及机器人,当有焊接质量不合格螺柱时,显示出现焊接质量不合格的螺柱信息并且在车身图示中有红色原点标注,同时车型、车号显示为红色。当没有焊接质量不合格螺柱时,只显示车型、车号信息并且颜色为绿色。
3 螺柱焊接质量监测系统对汽车制造行业的影响
螺柱焊接质量监测系统不但破解了人工检测、目视检测螺柱质量存在的不准确性,提高了螺柱焊接质量检测的精确度,也对汽车制造业产生深远的影响。
螺柱焊接质量监测系统对汽车制造行业的影响如下:
(1)微观上讲,螺柱焊接质量监测系统对螺柱焊接质量提高了保障,螺柱在汽车行业制造中涉及诸多维度应用,例:线速的固定、零部件安装等。螺柱强度得到更高标准的保障就是对产品以及产品生命周期内质量的更高标准的保障。
(2)宏观上讲,通过载码体方式的生产信息传递方式,对汽车生产模式影响巨大,这是一个平台性的技术革新,日后可横向拓展,打破以往生产信息传递受限制的局面,即可实现生产信息跨工艺链条的超远传递、随车身传递(作用相当第二代身份证的意义,可在身份证内随时写、读可变信息且对应每个个体)汽车生产的起始工位信息可直接在终点读取并伴有数据库功能,可宫查询、留存、统计、计算、分析使用。
(3)从制造模式上讲,由大量的人工100%检查变更为数字化的有针对性的点对点模式检查,带来诸多优点:
第一、降低人工操作工时节约人员;
第二、减少螺柱焊接生产成本;
第三、质量更加稳定(人工识别存在误检或漏检,且标准因每个人理解不同而不同);
第四、建立了数据库,对以往数据可追述。
数字化生产是未来生产模式主流,在人员优化、精益质量控制、大数据等维度都有极其客观的优势。本文主要思想是以数字化生产为背景,通过一系列设备改进达到由原来简陋的人工生产模式升级为数字化生产模式,汽车制造过程中进行技术革新,使用了新的监测信息传递方式,并在螺柱焊接自动监测系统方面在此得以应用。
注:此项目中使用的RFID是SICK公司产品。
猜你喜欢
科技经济市场(2017年2期)2017-05-22
中国高新技术企业(2017年5期)2017-05-05
成长·读写月刊(2017年3期)2017-04-08
北方经贸(2017年2期)2017-04-06
科学与财富(2016年27期)2017-03-24
财会学习(2016年24期)2017-01-10
企业文化·中旬刊(2016年10期)2016-11-21
商场现代化(2016年1期)2016-03-18
商场现代化(2015年26期)2015-12-16