从碲化镉废料中回收碲的研究
2021-05-06 05:53:50邱叶红谢小林
化工技术与开发 2021年4期
邱叶红,谢小林,殷 亮,朱 刘
(国家稀散金属工程技术研究中心,广东先导稀材股份有限公司,广东 清远 511517)
碲(Te)是重要的“类金属”稀散元素,被誉为“现代高新技术材料的维生素”,广泛应用于石油化工、冶金、玻璃陶瓷、电子器件、医药、国防军工等领域,尤其在现代高科技领域有着不可取代的作用[1-4]。因此,对碲资源进行回收具有极其重要的经济价值。
碲化镉的化学式为CdTe,分子量240,是一种重要的Ⅱ-Ⅵ族化合物半导体材料。碲化镉薄膜太阳能电池的光电转换效率高,被誉为“挂在墙上的油田”,具有生产成本低、性能稳定、容易量产等显著优点[5-6]。碲化镉薄膜电池的量产,带动了前驱体碲化镉靶材的大规模生产。碲化镉靶材的制备过程会产生大量的碲化镉废料,有必要对碲化镉废料中所含的碲进行回收。目前文献鲜有提及从碲化镉废料中回收碲的工艺。本文以碲化镉废料为原料,采用氧化酸浸工艺,使原料中的碲转化为TeO2,实现了碲化镉生产线中碲的再利用。
1 实验部分
1.1 实验原料
实验原料为国内某公司碲化镉靶材加工过程中产生的切削料,其主要元素化学分析结果见表1。由表1 可以看出,碲化镉废料中的碲含量高达43.24%,具有较高的经济回收价值。

表1 碲化镉废料的化学分析结果 /%Table 1 Chemical analysis results of cadmium telluride waste
1.2 工艺流程
实验前,对碲化镉切削料进行破碎、磨细,筛选粒径为0.15mm 的碲化镉废料,在90℃下烘干12h。以双氧水+浓硫酸为氧化剂,在氧化酸浸作用下,该废料中的碲被氧化成二氧化碲,镉以二价镉的形式溶出。为了避免镉对环境的毒害,将氧化酸浸液的pH 调至10.5~11,镉会以氢氧化镉的形式固定。本实验工艺流程图如图1 所示。

图1 从碲化镉废料中回收碲的拟定工艺流程图Fig.1 The proposed process flow diagram of tellurium recovery from cadmium telluride waste
1.3 实验原理
碲化镉废料中的碲和镉以CdTe 的形态存在,氧化酸浸可以将其分别转化TeO2和CdSO4:

将浸出液的pH 调至10.5~11,二价镉以氢氧化镉的形式沉淀。调pH 沉镉是成熟的湿法工序,本文仅提出氧化酸浸液的处理方案,不对沉镉工序进行实验讨论。

2 结果与讨论
固定搅拌转速为200r·min-1,对浸出温度、硫酸浓度、双氧水加入量、液固比及浸出时间等因素进行讨论,考察这些因素对碲回收率的影响。碲以粗二氧化碲的形态回收,碲回收率是指粗二氧化碲所含的碲质量与原料所含的碲质量的比值百分数。
2.1 浸出温度对碲回收率的影响
以粒径为0.15mm 的碲化镉废料为浸出原料,在硫酸浓度为2mol·L-1、液固比为5∶1、浸出时间120min、双氧水加入量为原料质量的0.5 倍、搅拌速度为 200r·min-1的条件下进行酸浸出,研究不同浸出温度对碲回收率的影响,结果见图2。

图2 不同浸出温度下的碲回收率Fig.2 Tellurium recovery rate at different leaching temperatures
由图2 可知,碲回收率随浸出温度的升高而显著增大。浸出温度由30℃升高至75℃,Te 回收率由45.23%显著提高至96.75%,增长的幅度高达51.51%。浸出温度升高,增大了碲化镉颗粒与浸出剂之间的有效碰撞几率,加快了浸出剂的传质速率,Te 回收率显著提高。因此,在碲化镉废料的浸出过程中,浸出温度是影响Te 回收率的重要因素,适宜的浸出温度为75℃。
2.2 硫酸浓度对碲回收率的影响
以粒径0.15mm 的碲化镉废料为浸出原料,在浸出温度75℃、液固比5∶1、浸出时间120min、双氧水加入量为原料质量的0.5 倍、搅拌速度200r·min-1的条件下浸出,研究不同的硫酸浓度对Te 回收率的影响,结果见图3。

图3 不同硫酸浓度下的碲回收率Fig.3 Tellurium recovery rate under different sulfuric acid concentrations
由图3 可知,随着硫酸浓度由0.5mol·L-1增大至2.5mol·L-1,Te 回收率由23.45%升高至97.72%;当硫酸浓度增加至3mol·L-1,Te 回收率急剧下降至89.65%。硫酸浓度小于3mol·L-1时,在其他浸出条件不变的情况下,增大体系中的硫酸浓度,显著增加了碲化镉颗粒与浸出剂的碰撞次数,有利于碲的回收;当硫酸浓度增加至3mol·L-1,硫酸浓度的提高致使生成的TeO2溶解,碲以四价碲的形式进入浸出液。因此,在氧化酸浸体系中,适宜的硫酸浓度为2.5mol·L-1。
2.3 双氧水加入量对碲回收率的影响
以粒径0.15mm 的碲化镉废料为浸出原料,在硫酸浓度为2.5mol·L-1、浸出温度75℃、液固比5∶1、浸出时间120min、搅拌速度为200r·min-1的条件下浸出,研究不同的双氧水加入量对Te 回收率的影响,结果见图4。
由图4 可知,随着双氧水与原料的质量比值由0.2 增大至0.6,Te 回收率由39.68%升高至98.20%;双氧水质量与原料的质量比值增大至0.7,Te 回收率显著下降至93.52%。双氧水加入量的提高致使生成的TeO2溶解,碲以四价碲的形式进入浸出液。因此,在氧化酸浸体系中,适宜的双氧水加入量应为原料质量的0.6 倍。

图4 不同双氧水加入量下的碲回收率Fig.4 Tellurium recovery rate under different hydrogen peroxide addition
2.4 液固比对碲回收率的影响
以粒径0.15mm 的碲化镉废料为浸出原料,在硫酸浓度为2.5mol·L-1、浸出温度75℃、浸出时间120min、双氧水加入量为原料质量的0.6 倍、搅拌速度为200r·min-1的条件下浸出,研究不同的液固比对Te 回收率的影响,结果见图5。
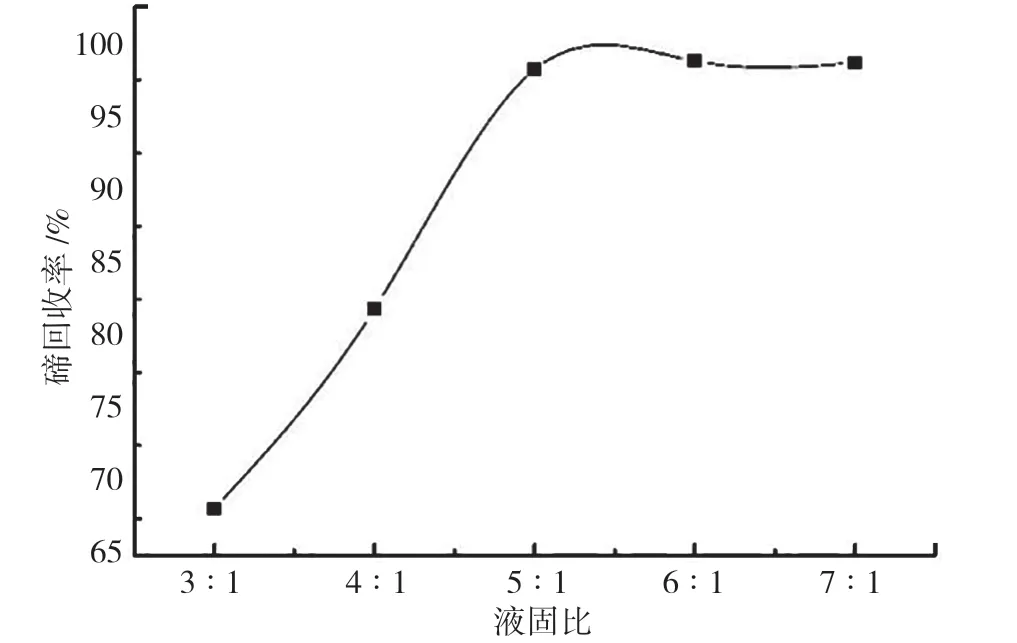
图5 不同液固比下的碲回收率Fig.5 Tellurium recovery rate under different liquid-solid ratios
由图5 可知,随着液固比逐渐增大,Te 回收率先显著增大后基本保持不变。液固比由3 增大至5时,Te 回收率由68.19%增大至98.20%;液固比继续增大至大于7,Te 回收率的增长率接近零。因此,适宜的液固比为5∶1。
2.5 浸出时间对碲回收率的影响
以粒径0.15mm 的碲化镉废料为浸出原料,在硫酸浓度为2.5mol·L-1、浸出温度75℃、液固比5∶1、双氧水加入量为原料质量的0.6 倍、搅拌速度为200r·min-1的条件下浸出,研究不同的浸出时间对Te 回收率的影响,结果见图6。
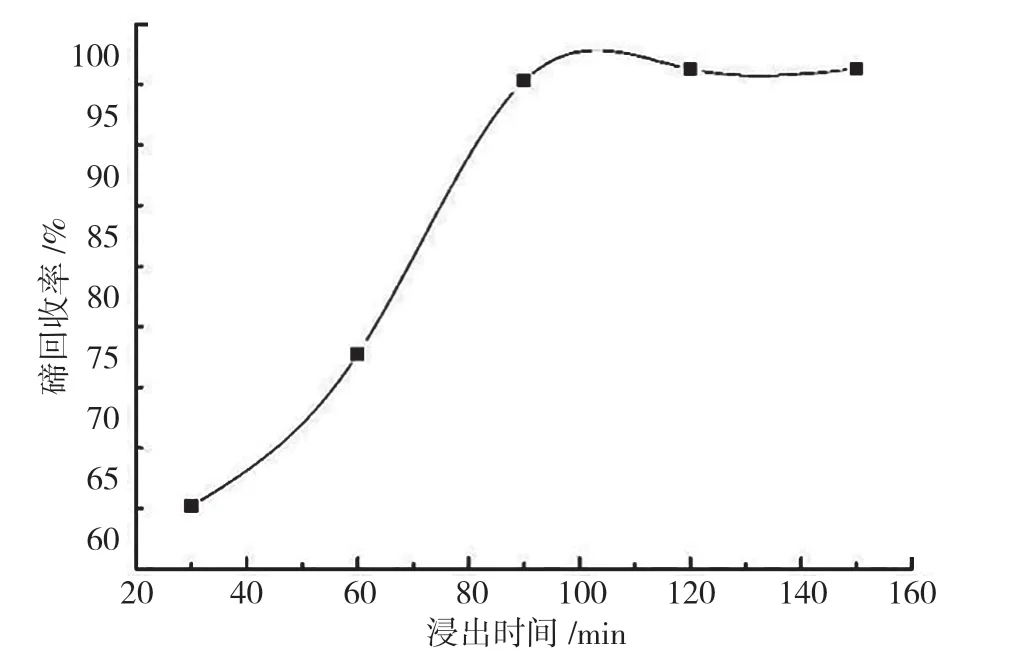
图6 不同浸出时间下的碲回收率Fig.6 Tellurium recovery rate under different leaching time
由图6 可知,浸出时间由30min 延长至120min,Te 回收率率由62.69%增加至98.20%;继续延长浸出时间至150min,Te 回收率在30min 内仅仅增加了0.05%。为了使Te 回收率足够高,适宜的浸出时间为120min。
3 结论
1)实验表明,采用氧化酸浸工艺回收碲化镉中的碲是可行的。
2)控制其他条件不变,只改变浸出温度、硫酸浓度、双氧水加入量、液固比及浸出时间,得到从碲化镉废料中回收碲的最佳实验条件为:浸出温度75℃,硫酸浓度2.5mol·L-1,双氧水加入量是原料质量的0.6 倍,液固比为5∶1,浸出时间为120min,此条件下碲的回收率为98.20%。
猜你喜欢
娃娃乐园·综合智能(2022年12期)2022-11-24 03:23:42
模具制造(2019年7期)2019-09-25 07:29:56
今日农业(2019年11期)2019-08-13 00:48:50
Journal of Forestry Research(2018年2期)2018-03-19 05:08:26
纤维复合材料(2018年4期)2018-02-18 19:02:51
科学与财富(2017年28期)2017-10-14 18:07:24
东华理工大学学报(自然科学版)(2016年1期)2016-05-23 10:43:38
中国资源综合利用(2016年6期)2016-01-22 07:28:53
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10 08:41:35
中国科技博览(2014年44期)2015-01-12 14:44:29