锂离子电池石墨负极材料衰减机理研究*
2021-05-04 10:16:42殷志刚曹敏花
新能源进展 2021年2期
殷志刚,王 静,曹敏花
(1.北京智行鸿远汽车有限公司,北京 102202;2.北京理工大学,北京 100081)
0 引 言
电动汽车以及大规模可再生能源储电装置的广泛应用为储能电池的发展带来了前所未有的机遇,通常所需的电池要求具有高的能量密度,长的循环稳定性,低廉的价格等。在众多的可充电电池中,锂离子电池(lithium-ion battery,LIB)能够满足大部分要求,在最近几年车载动力电池已经应用到电动汽车领域,每年对动力电芯的需求量巨大[1-7]。美国先进电池协会对车用动力电池的要求包括混合动力电池系统的电池日历寿命最低需要达到15 年,而纯电动系统的电池日历寿命最低也要达到10 年。这将需要相应的动力电芯在达到80%初始容量时要保持至少上千次的循环。若LIB 能有更高的能量密度和功率密度,并且能在较短的时间内充满电,将可进一步广泛应用到交通工具领域,并加快实现交通工具的电动化[8-11]。然而锂离子电芯的能量密度直接与电芯的正极和负极材料的克容量相关,因此提高电芯能量密度需要选择具有更高容量的富镍正极材料和碳及硅碳材料[13-15]。通常高能量密度电芯容易发生快速的容量衰减而导致电芯过早失效[16]。电芯失效是由多方面原因引起,如正极材料失效、负极材料失效、电解液不匹配引起的失效以及设计缺陷引起的失效[17-22]。
当前大规模应用于动力电芯的负极材料多为石墨碳及碳掺杂少量硅材料,主要还是石墨负极。石墨负极材料包括人造石墨、天然石墨、硬碳、软碳以及中间相碳球等[23-25]。石墨负极材料的容量已提升至360 mA·h/g 左右,接近其理论容量372 mA·h/g,因此靠提高石墨实际容量来提升电芯能量密度的策略实际意义不大,主要是对石墨材料改性来抑制材料的过早失效[26-29]。锂离子电芯负极材料失效也是电芯失效的一个重要原因。石墨电极的失效主要发生在石墨表面,石墨表面与电解液反应,产生固态电解质相界面(solid electrolyte interphase,SEI)膜,如果过度生长会导致电芯内部体系中锂离子含量降低,最终导致容量衰减。本文重点总结了近年来国内外关于碳负极相关材料衰减有关机理,并提出改进方法,以期提高材料在动力电芯中的应用。
1 容量衰减机理概括
石墨负极材料在循环过程中存在的容量衰减现象主要包括以下几方面因素:体积不断变化导致微裂纹、石墨化度降低、接触损失、SEI 膜变化、金属锂析出、不均匀性等。有时这些因素并不是孤立存在,而是相互之间作用,互为影响,最终造成电芯容量非正常衰减。
1.1 体积变化导致微裂纹
负极材料在循环过程中容易发生材料的裂化,即材料的微裂纹。LIN 等[30]采用聚焦离子束和扫描电镜测试表征手段观察到石墨材料在经200 次和800 次循环后发生明显的变化,见图1。图1a 是未循环的材料,在扫描图中没有发现任何的裂纹或裂痕出现。经过200 次循环后,可以发现材料中有微小的裂纹出现,如图1b 箭头所示。如图1c,材料进一步经过800 次循环后,可以看到大量的裂纹出现,且裂纹在纵深方向上有一定深度,表明裂纹随着循环次数增加逐渐生长。根据图示也能发现材料产生的裂纹具有与极片箔材平行的特点。由于测试电芯属于软包锂离子电芯,LIN 等认为材料在充电过程中发生石墨体积的增大,进而在石墨材料中产生应力,由于电芯结构特点的原因,在垂直于集流体方向的应力更容易得到释放引起裂纹。表面包覆是改善石墨材料表面特性的有效方法,提高材料的机械强度可避免因充放电导致材料体积收缩-膨胀引起裂纹的出现[31-34]。DING 等[35]采用AlF3包覆石墨负极来提高材料的性能以降低材料的微裂纹。
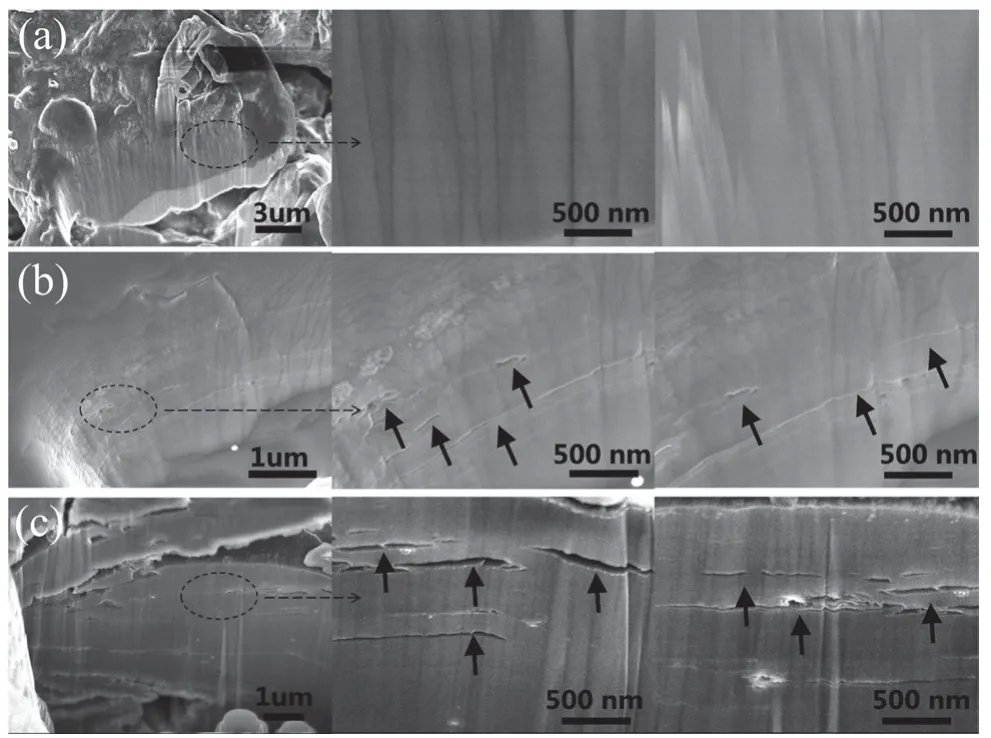
图1 石墨材料的SEM 图[30]:(a)新极片;(b)循环200次;(c)循环800 次Fig.1 SEM patterns of the graphite materials[30]:(a) fresh;(b)after 200 cycles;(c) after 800 cycles

图2 (a~d)循环前未包覆及0.5%、1%和2% AlF3包覆电极SEM 图;(e~h)循环后未包覆及0.5%、1%和2% AlF3包覆电极SEM 图[35]Fig.2 SEM images of the electrodes with uncoated graphite particles and 0.5%,1%,and 2% AlF3-coated graphite particles[35] before(a-d) and after 300 cycles (e-h),respectively
图2 是石墨材料未进行包覆和分别进行0.5%、1%、2%AlF3包覆的电极循环前和循环300 次后的扫描结果。未包覆材料循环后出现微裂纹如图2e,而经过包覆后材料未出现微裂纹。循环测试结果显示,进行1%包覆后的材料具有最佳的性能,表明对材料进行包覆可抑制微裂纹的出现,提高材料性能。
1.2 石墨化度降低
石墨负极材料在循环过程中会发生结构的一些变化,如石墨化度的降低等。一般而言,碳负极的充放电容量随着石墨化度的增大而增大[36]。LI 等[37]通过拉曼光谱比较新电极及经过1 500 次循环后的ID/IG比值来确定石墨材料的石墨化度。研究发现,纯石墨粉的ID/IG比值略高,为0.15,这是由于石墨材料包覆软碳的原因,如图3a。如图3b,极片的ID/IG比值为0.56,明显高于纯石墨,原因是极片制备过程中掺入导电炭黑。通过图3b~图3d 的ID/IG比较可以发现,随着循环次数的增多,负极石墨材料的无序化度会逐渐增大。通常的LiPF6体系电解液在循环过程中会发生PF6-嵌入到石墨负极中,并且电解液中如果存在PC 溶剂也容易发生共嵌入,引起石墨材料的剥离进而导致材料的石墨化程度降低[38-40]。VERMA 等[41]研究了石墨在PC 基电解液中由于共嵌入作用导致石墨烯片从石墨中脱落。
图4 清晰地显示了电解液分解副产物沉积在脱落后石墨烯片的表面,相应的材料石墨化度也会有所降低。VERMA 等采用接枝法制备人工SEI膜用于改善锂离子插层,有效防止石墨脱落。在电解液中添加电解液添加剂或改变配方也能改变SEI 膜的特性进而减缓石墨材料晶体化程度[42-44]。ABE 等[45]研究了天然石墨在无电解液添加剂和醋酸乙烯酯(vinyl acrylate,VA)、乙二酸二乙烯酯(adipicaciddivinylester,ADV)、烯丙基甲基碳酸酯(allyl methyl carbonate,AMC)、亚硫酸乙二醇酯(ethylene sulfite,ES)作为添加剂的材料性能。循环测试结果如图5a 所示,具有VA 添加剂的电解液体系显示最佳的循环性能,表明电解液添加剂的加入能够显著提高材料的性能。对循环后的材料进行拆解发现,在具有电解液添加剂的体系中负极材料表面具有均匀的SEI 膜,而未添加添加剂体系的负极材料发生剥离,进而导致石墨化度的降低。
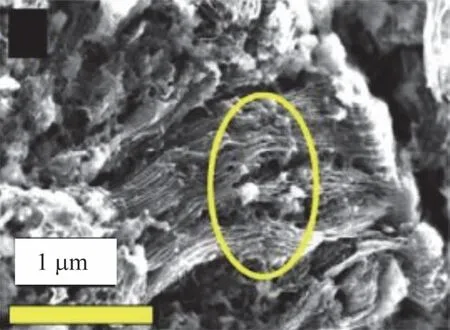
图4 石墨材料在PC 系电解液中50 次循环后的SEM 图[41]Fig.4 SEM image of graphite electrode after 50 electrochemical cycles[41]
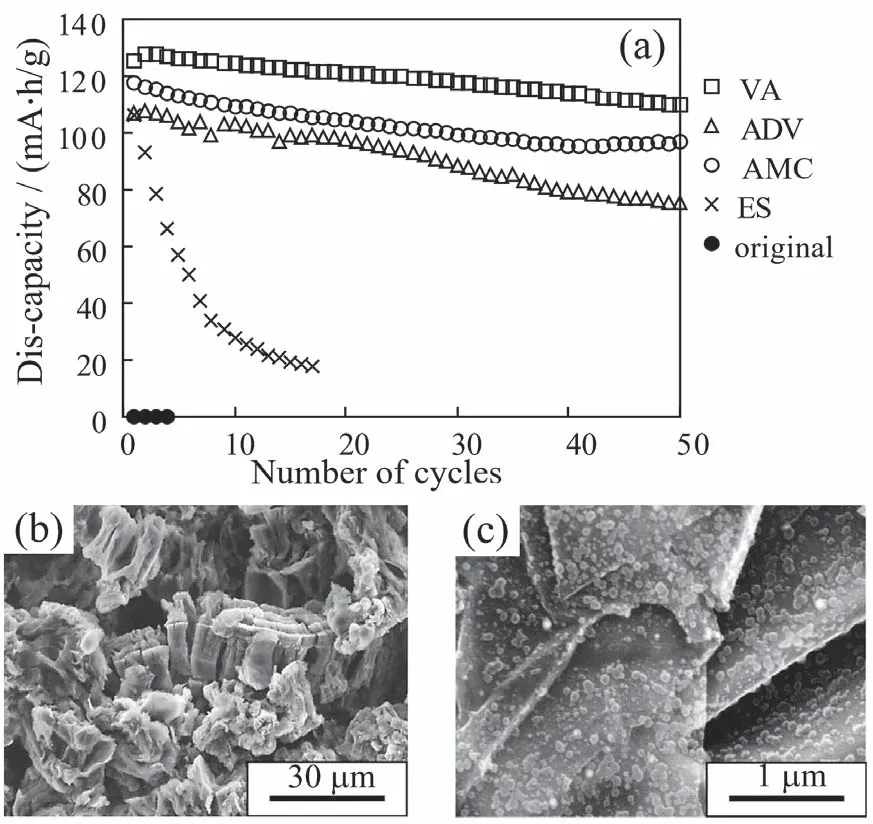
图5 (a)石墨材料在具有不同添加剂电解液中的循环性能;(b)无任何添加剂的1 mol/L LiPF6PC/MEC(体积比为3/7)电解液;(c)添加2%VA 的1 mol/L LiPF6PC/MEC(体积比为3/7)电解液[45]Fig.5 (a) Discharge capacity vs.cycle number with different electrolyte additives,(b) 1 mol/L LiPF6dissolved in PC/MEC(3/7,v/v) without additive;(c) 1 mol/L LiPF6dissolved in PC/MEC (3/7,v/v)+2% VA [45]
1.3 接触损失
锂离子在嵌入-脱出石墨电极的过程中,活性组分会产生应力的不均匀性,进而导致接触不均匀而形成接触损失。接触损失包括以下几点:(1)碳颗粒之间;(2)集流体和碳颗粒之间;(3)黏结剂和碳颗粒之间;(4)黏结剂和集流体之间[46]。RUBINO等[47]将不同循环次数后的电芯拆解,测试负极材料的多孔性来表征负极材料接触损失,如图6。随着循环次数的增加,负极材料的克容量逐渐降低,材料的多孔性逐渐增加。多孔性的增加有利于电解液和锂离子的扩散,本应有利于电池性能的提升,然而实际情况是性能不如之前,说明材料的电子导电性降低明显,这是由于电极的接触损失增大。对循环后的电极片进行再次辊压,其阻抗降低且材料容量增大。合理设计电芯极片的辊压参数和电芯配方能够有效降低因循环造成的接触损失。HUESKER等[48]研究了不同黏结剂配方对电芯性能的影响,黏结剂在一定程度上可以改变电芯材料在循环过程中的接触性能。图7 是采用不同黏结剂配方的电极循环性能,结果表明7%PVDF 黏结剂配方显示出最佳的循环性能。PVDF 黏结剂配方电芯在循环过程中没有发生明显的结构变化,材料保持良好的接触性。
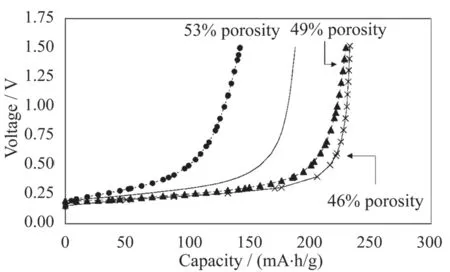
图6 循环后电芯负极片多孔性和电压曲线[47]Fig.6 Half-cell voltage curves for anode pieces recovered from cycled cells[47]
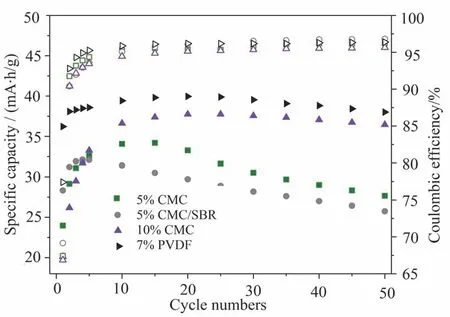
图7 不同黏结剂配方电极循环曲线[48]Fig.7 Specific discharge capacities and coulombic efficiencies of different binder containing electrodes[48]
1.4 表面膜的变化
石墨等负极材料在循环过程中会与有机电解液发生一系列反应,在电芯的化成阶段负极材料即与电解液溶剂和溶质反应形成一层SEI 膜[49-52]。负极SEI 膜是溶剂还原产物,SEI 膜成分表现为热力学不稳定性,在可充电的电芯体系中会不断地发生膜的溶解和再沉积的动态变化过程[53-55]。SEI 膜在有杂质HF、膜内含有引入的金属杂质、高温、大倍率等条件下会加速溶解及再生,引起电池容量的损失和电池失效的风险[56-58]。尤其在高温条件下,SEI 膜中的烷基碳酸锂等有机成分将转化为更稳定和致密的LiCO3、LiF 等无机成分,导致SEI 膜的离子导电性降低[59-61]。正极溶解或加工制造引入的金属经由电解液扩散至负极,在负极表面还原成金属单质并沉积,金属沉积物会催化电解液发生分解反应,导致负极阻抗显著增加,最终使得电芯容量衰减[62-64]。通过添加高温添加剂或者新型锂盐提高SEI 膜的稳定性可以延长负极材料的寿命,进而实现性能的提升。
KWAK 等[65]将天然石墨体系电池在60℃高温下分别储存不同时间,之后对电芯拆解并进行负极材料表面分析,结果如图8 所示。随着储存时间的延长,材料表面层厚度逐渐增加。这些表面层是自放电Li 与电解液副反应形成的产物。该现象表明,高温存储过程中容量衰减原因在于负极材料自身SEI 膜不断增厚导致可逆锂不断损耗。因此,形成稳定SEI 膜不仅对电芯循环有益,也对电芯储存有帮助。借助阻抗测试方法进一步测试天然石墨在60℃下高温存储不同时间后的阻抗,结果如图9 所示。随着搁置时间的增加,阻值RSEI逐渐增大,并且在锂全部脱出的情况下更为直观明了。锂全插入和55%锂插入的情况下RSOL的阻抗值也逐渐增大,这也从侧面验证副反应的加重。选用合适的负极材料可以有效地改善SEI 膜的质量,提高电芯整体的电化学性能。改善化成工艺可以有效改进SEI 膜的性能,在电解液中添加成膜添加剂也能有效改善SEI膜的性能[66-68]。YIM 等[69]采用亚磷酸三(三甲基硅)酯 [tris(trimethylsilyl)phosphate,TMSP]作为电解液添加剂来提高石墨负极材料的表面稳定性。循环测试结果表明,TMSP 添加剂显著提高了材料的循环性能,结果如图10a。拆解后负极石墨材料表面SEM结果显示,未添加电解液添加剂负极的表面布满小颗粒,如图10b,表明形成SEI 膜的稳定性不佳。正如图10c 所示,有TMSP 添2 加剂的负极具有均匀的表面,表明形成的SEI 膜具有较高的稳定性。

图8 天然石墨高温存储不同时间后的SEM[65]:(a)新极片;(b)15 d;(c)30 dFig.8 Analysis of SEI formed on anode electrode for NAG cells with different storage time[65]:(a) fresh;(b) 15days;(c) 30days
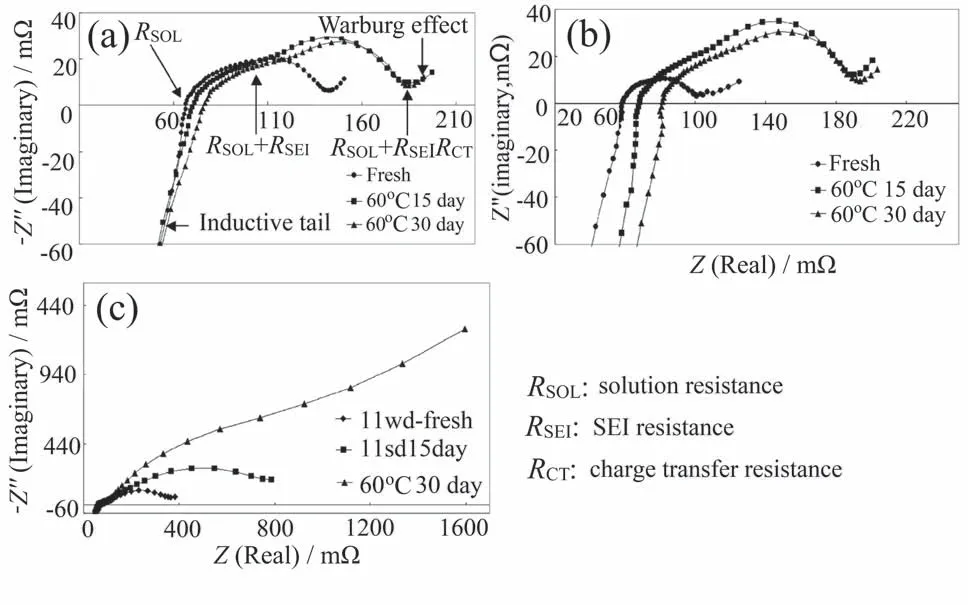
图9 天然石墨在60℃高温存储不同时间不同状态下阻抗[65]:(a)锂全插入;(b)55%锂插入;(c)锂全脱出Fig.9 Nyquist plots of the NLG cells with different storage conditions and time[65]:(a) lithiation;(b) 55% lithiation;(c) de-lithiation
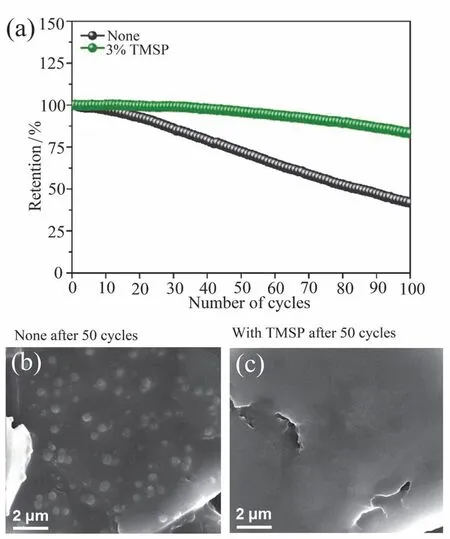
图10 (a)电芯循环性能图;(b)无添加剂电芯循环后石墨负极SEM;(c)TMSP 添加剂电芯循环后石墨负极SEM[69]Fig.10 (a) Cycling performance for a cell;(b) SEM analyse for the graphite anode cycled without additive;(c) SEM analyse for the graphite anode cycled with TMSP additive[69]
1.5 金属锂析出
金属锂负极具有能量密度高、电压低、质量轻的特点,是锂离子电池最为理想的负极材料。最初的电池开发也是以单质锂为负极,然而锂单质负极易于形成锂枝晶附着在负极表面,并且这些枝晶并非均匀分布在表面,因此很容易导致电芯失效甚至短路起火爆炸。碳材料具有低的插锂电位(~0.1 V),因此在循环过程中很容易因过充、大倍率充放电、低温循环、不合理的正负极材料匹配等条件导致负极插锂电位达到0 V[70-72]。
PETZL 等[73]对在低温条件下循环的电芯进行有损分析,电芯在含有氩气的手套箱内进行拆解,最终的负极如图11a 所示。很显然,循环拆解的负极片表面均匀地覆盖一层银灰色的金属锂,该银灰色物质遇水发生反应生成碱性氢氧化锂和氢气。析锂情况可以借助与电芯在充满电后的放电曲线进行间接的表征。原理是当电芯放电电压容量曲线出现平台时是电芯中材料物相发生相转变的过程,电芯中高电压放电平台的出现表明析出锂(析出的锂是可逆锂单质)发生了氧化过程。当析锂发生且电芯是在放电过程中,锂的脱嵌与锂的氧化过程是相互竞争,然而锂的氧化过程要优先于锂的脱嵌过程。借助于以上策略可以判断电芯在充电过程中是否发生锂的析出[74-76]。图11b 是电芯充电到不同充电状态(state of charge,SOC)下的放电曲线,可以观察到除了100% SOC 外,其他SOC 下的放电曲线均有放电平台。表明电芯在其他SOC 下均发生析锂。通过对放电曲线进行dV/dQ和dQ/dV处理,发现dV和dQ峰出现均是由可逆锂的氧化引起。综上,判断电芯是否发生析锂可以借助对电芯放电曲线的微分处理观察高电压区域是否有明显峰的出现进行分析判断。采用人造石墨代替天然石墨可以有效降低负极材料的析锂程度[73]。在石墨碳表面分散其他元素,例如Sn 和无定型碳可以降低负极表面的SEI阻抗和低温下的极化程度,并且Sn-石墨可以增加惰性层的导电性[75-80]。表面包覆和适度机械辊压也能改善材料的析锂程度,提高电芯的循环性能[81-83]。
TALLMAN 等[84]采用磁控溅射技术在负极表面包覆一层纳米级金属铜和镍,该方法能够有效增加循环过程中锂沉积的过电势进而抑制析锂现象的发生。图12a 为包覆材料和未包覆材料经过300 次循环的容量保持率曲线,结果表明包覆镍材料具有最佳的循环性能。结合图12b、图12c 和图12d 拆解后负极SEM,发现包覆Ni 材料表面发生析锂最少,包覆Cu 材料表面发生析锂也很少,而未包覆材料析锂特别严重。

图11 电芯循环后结果[73]:(a)负极拆解图;(b)不同SOC 下放电曲线;(c)不同SOC 下dV/dQ;(d)不同SOC 下dQ/dVFig.11 Cell cycle test results[73]:(a) picture of the graphite electrode;(b) discharge profiles under different SOC;(c) dV/dQ profiles under different SOC;(d) dQ/dV profiles with different SOC

图12 (a)电芯循环测试结果;(b)未包覆石墨材料循环后SEM;(c)Cu 包覆石墨材料循环后SEM;(d)Ni 包覆石墨材料循环后SEM [84]Fig.12 (a) Cell cycle test result;(b) SEM of the graphite without coating;(c) SEM of the graphite with Cu coating;(d)SEM of the graphite with Ni coating [84]
1.6 不均匀性
负极材料的衰减有时候也与负极材料的混合均匀程度有关,当材料在混料过程中,活性材料与导电剂黏结剂等混合不均匀的时候。有些极片局部导电剂过多,也会导致材料的相关区域易于锂离子的插入而形成过嵌入。过嵌入的区域易于形成锂单质而析锂。温度分布不均匀性也能引起电芯失效,电芯在充放电过程中由于极片所处的封装位置不同导致该位置极片温度高于其他区域。温度差异也能导致温度高的区域面临发生锂离子过插入,温度低的区域插锂不足。通常叠片电芯中间区域极片的温度要高于外层极片,卷绕电芯的中心区域极片要高于外层极片。这是由于中心或中间区域极片电解液的渗透性不强,另外这些区域由于SEI 膜的形成产生的气体不容易扩散,因此这些区域很容易造成局部内阻过大[85-89]。电解液分布的不均匀性同样也会导致电芯过早地发生衰降,降低电芯使用寿命。
电解液的润湿性直接影响电池的性能,这是由于不均匀的极片润湿程度将导致电流密度的不均匀分布以及不均匀的SEI 膜形成。JEON[90]研究了电极浸润程度对电池性能的影响。图13 是电芯经过循环后拆解可视图。图13a 是电芯放空电后的正极、负极、隔膜图,可以看到隔膜上有物料黏附在上面,这是由于不均匀的电解液润湿导致局部阻抗过高,相应的放热量也大,导致局部失效。图13b为负极在充满电情况下的图片,图中的密实黑色部分为电解液不充分浸润导致注液过程中电芯气泡无法排出,及化成过程产生气体富集无法移除,锂离子无法完全插入气泡区域的材料,从而造成局部嵌锂不足。因此电芯注液后的搁置时间也十分关键,搁置时间不足会导致浸润性不佳,搁置时间太长会导致生产周期过长。导电剂、黏结剂与活性材料混合的不均匀性可以通过改变混料工艺来改善,学者们将材料由湿混工艺改为干混,电芯的性能得到了很大改善[91-93]。另外采用多步骤混合也能改善混料极片的最终性能[94]。电解液的不均匀分布可以适当延长电芯搁置时间,气体无法排出可以通过对电芯进行适当加压和预压把多余气体赶出到电芯多余空间中[95-97]。
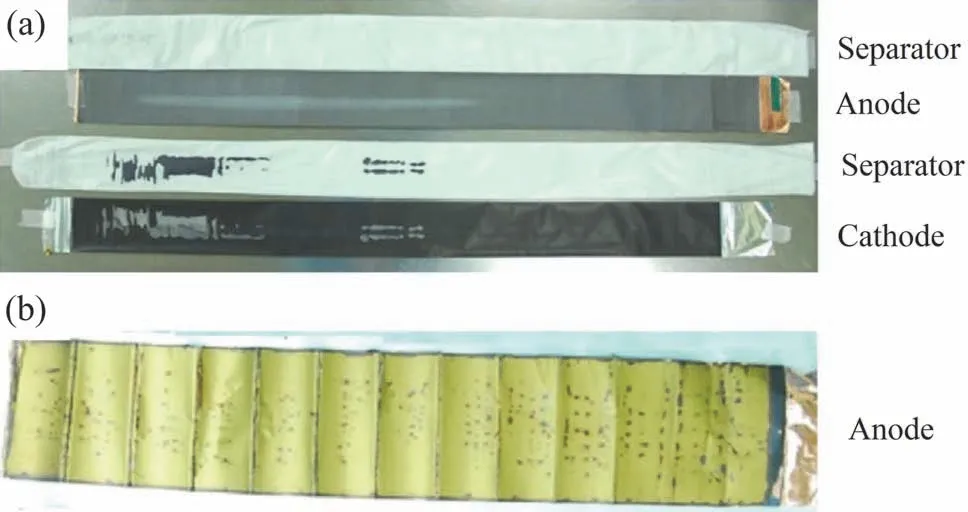
图13 电极在电解液中浸润图:(a)锂全脱出;(b)锂全插入[90]Fig.13 Schematic of electrodes filling in electrolyte:(a) delithiation;(b) lithiation[90]
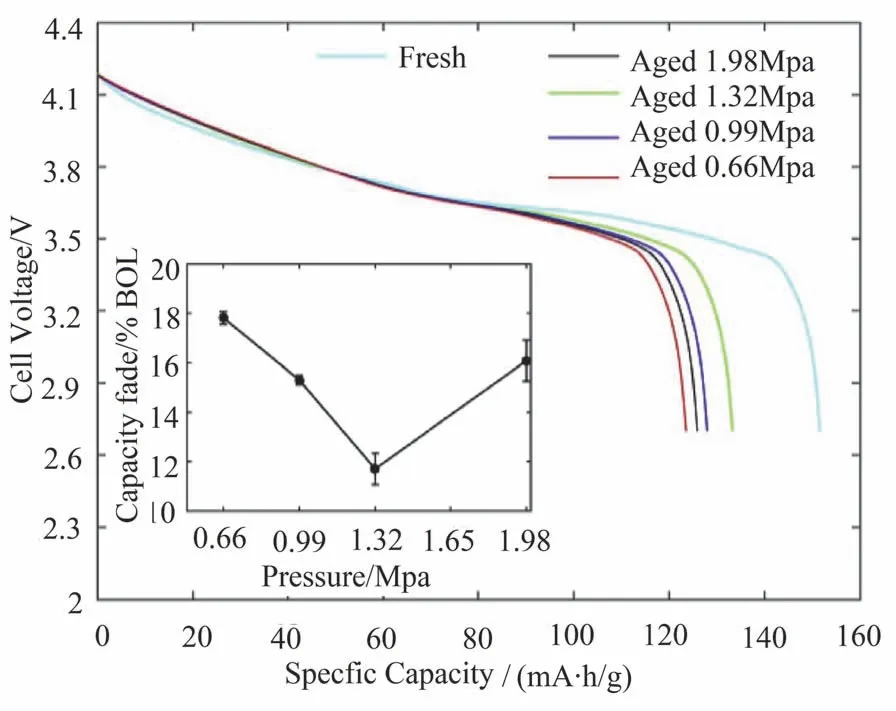
图14 不同外部压力C/25 放电倍率下电芯容量曲线(插入图是600 次循环后容量衰减结果)[98]Fig.14 Capacity curve of the cell under different external pressures with C/25 discharge rate (the insertion figure is the result of capacity attenuation after 600 cycles) [98]
MUSSA 等[98]研究了外部加压对软包电芯性能的影响,如图14 所示。外部压力在1.32 Mpa 下电芯经过600 次循环后性能最佳,这是由于适当的压力可以有效地将电芯气体排出到电芯多余空间,可以减少极化、导电性不均匀、电解液不均匀等,增加电芯电极的均匀性。
2 总结
锂离子电芯石墨负极材料在循环老化过程中会经历几种不同的衰减机理。衰减机理包括成负极材料循环过程中体积变化导致材料微裂纹的出现,负极材料结构改变如石墨化度的降低,在不断充放电循环过程中材料的离子、电子导电性等降低引起的接触损失,与SEI 表面膜有关的SEI 膜增厚、SEI膜破裂及再生,不合理的设计引起的负极析锂即金属锂析出,导电剂分散的不均匀性、电解液渗透的不均匀性、电池充放电过程中温度变化的不均匀性等导致的局部原因引起的失效。上述几方面因素共同作用,相互影响使得负极材料在循环中容量衰减过快,因此要从多方面综合考虑减缓材料的衰减失效。改善电芯的性能可以通过选择适合的电极材料、具有稳定结构的材料、改善材料界面性能,电芯与电解液的匹配性,以及合适的电极配方等实现。
猜你喜欢
小读者·爱读写(2023年9期)2023-10-02 03:46:59
小读者(2023年18期)2023-09-27 04:38:38
再生资源与循环经济(2022年9期)2022-11-20 18:01:40
中国自行车(2022年3期)2022-06-30 05:15:07
电源技术(2022年2期)2022-03-03 04:23:04
化学工程师(2022年1期)2022-02-23 05:47:00
汽车维修与保养(2020年11期)2020-06-09 05:42:14
中国有色金属学报(2018年2期)2018-03-26 07:58:37
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
焊接(2016年9期)2016-02-27 13:05:25