复合叶蜡石对合成工业金刚石及锤耗的影响
2021-04-29 06:04:02贺腾飞马平安娄会宾贾婷婷
超硬材料工程 2021年1期
贺腾飞,马平安,娄会宾,贾婷婷
(郑州华晶金刚石股份有限公司,河南 郑州 450001)
1 引言
人造金刚石六面顶压机又称为铰链梁六面顶压机,它由铰链梁铸件、活塞、缸盖、钢环、垫片、顶锤、液压系统,电控系统组成[1-3],我国从230mm的液压缸工作直径发展并研究[4],现在液压缸工作直径最大已经能突破1200mm,液压缸工作直径的增大意味着产量以及经济效益的提高,现如今各大铰链梁铸件供应商主推850mm,各大金刚石生产厂商新拓展设备也是如此。顶锤现在的生产主要是以YG8为主,顶锤内部含有92%的WC以及8%的中颗粒Co粉,硬度HRA>85,承压5000MPa以上,具有良好的抗压性能,同时也具备良好的抗拉特性[5-6],目前厂商都是通过细化晶粒、提高硬质合金顶锤的密度、抗拉抗压性能,从而达到延长硬质合金顶锤的工作时间、减少损耗的目的。
目前,我国在六面顶铰链梁液压机上合成的工业单晶已经达到世界先进水平,工业金刚石性能参数上同他国的金刚石性能参数相比已经毫不逊色[7-8];根据市场调研,宝石级大单晶的批量性单粒产出已经在3到5克拉,小批量的生产单粒已经能稳定在5~8克拉,突破性实验单粒已经能达到10克拉;工业片状大单晶及特种金刚石,作为拉丝模、金刚石刀具使用等[9],大批量的量产,粒径已经能达到3~5mm,高端料型能达到60%以上。超硬材料能有今天的发展,其实都离不开保温、绝缘、传压、密封性好的复合型叶蜡石[10-11]的贡献。
复合型叶蜡石就是内部使用白云石衬套,外部裹设有叶蜡石,通过水玻璃(硅酸钠)然后拌料混合,再使用四柱液压机在磨具中压制成型,再进行300℃左右慢升工艺并保温数小时制作而成[12-13]。
白云石没有叶蜡石那种加载卸压形变出现滞回现象,摩擦系数小,所以白云石不能作为密封材料;但是白云石的热膨胀系数只有叶蜡石的三分之一,在高温高压下相变比较小,有利于高压腔体内部的压力传输[14];并且白云石保温性能比叶蜡石好很多,所以白云石衬套的厚度及高度影响了合成块在高温高压合成过程中的保温性能,进而影响了合成块内部温度场的平衡性,所以开展了白云石衬套厚度及高度的实验,以期为以后制作叶蜡石合成块及生产工业金刚石提供参考性依据。
2 实验
2.1 实验方案确定
根据目前普通工业单晶生产所需的复合叶蜡石的情况,设计以下三种实验方案,具体白云石衬套厚度及高度见表1所示:
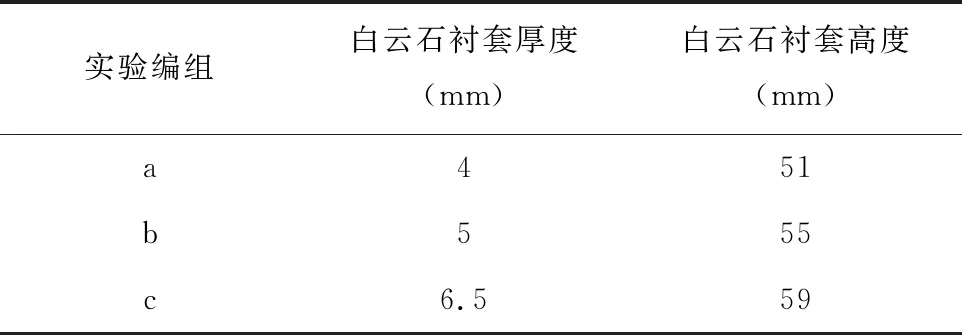
表1 白云石衬套厚度及高度Table 1 Thickness and height of dolomite bushing
按照设计的实验方案表1进行复合叶蜡石设计制作,三组合成块及复合叶蜡石截面图见图1所示。三组内部的石墨金属柱粉末配比工艺、导电钢圈、叶蜡石环、白云石环、加热管、导电石墨纸、白云石绝缘层,金属杯屏蔽层等其他实验条件全部一致。

图1 合成块及复合叶蜡石截面图Fig.1 Cross section of synthetic block and composite pyrophyllite
2.2 复合叶蜡石制作及烘烤
将白云石粉按照固定目数及比例混合均匀后,添加6%~10%水玻璃(硅酸钠)以及脱模剂再混合均匀,使用符合尺寸要求的磨具在四柱压机上通过半自动填料装置制作以上三种规格型号的白云石环备用;将叶蜡石原材料重液法去除杂质后烘干,经过粉碎机进行粉碎,过筛;过筛后,分出各型号粒度,按照固定目数将叶蜡石粉按照比例进行混合均匀后,添加6%~10%水玻璃(硅酸钠)然后使用三维混料机进行混料,然后放在恒温恒湿无风车间备用;将压制好的3种规格白云石环放入复合叶蜡石专用磨具轴心内部,然后通过四柱压机上面的半自动填料装置将备用的叶蜡石粉(或者手工称料),放置在磨具中,然后即可压制成型制成复合叶蜡石。
将制作好的叶蜡石在电阻炉烤箱中摆放,不得叠放(防止烘烤变形),通过图2的复合叶蜡石烘烤工艺升温至T1保温,之后再升温至T2进行保温,最后升温至T3保温数小时,最后断电冷却至室温即可防潮包装备用。

图2 复合叶蜡石烘烤工艺Fig.2 Baking process of composite pyrophyllite
2.3 组装合成块及合成实验
按照图1的合成块内部示意图将a、b、c三组叶蜡石分别套取在一样的内部合成块辅件上,放置在压力控制精度±0.1MPa、功率控制精度在±1W的国产六面顶压机上进行工业单晶的合成,实验期间保证将外部影响工业金刚石生长质量的环境因素都考虑在内,并对环境因素的不一致性借助外部条件进行弥补,以达到三组实验除了叶蜡石不一样,其他所有条件都一样的情况进行3组试验。实验过程中进行锤温温度采集。
将实验所得的3组合成块分别经过破块工序得到完整的含有工业金刚石的石墨柱(以下简称石墨柱),使用鄂式破碎机破碎使之至直径在5~8mm之间,然后将破碎后的石墨柱通过特殊的耐酸碱装置放入电解液中,使用整流器放在电解池中进行电解,电解温度保持在60℃~80℃之间,然后使用盐酸硫酸进行酸处理,最后使用摇床进行水洗分离石墨粉和工业金刚石,清水洗干净后再去除工业金刚石表面的微量石墨,最后,得到的3组工业金刚石。
3 实验结果及分析
对3组金刚石中的45/50主峰粒度金刚石进行Ti、TTi、磁性、椭圆度、透光度进行测试,并使用TC600氧氮分析仪(美国LECO公司)对氧含量氮含量进行精准测试,3组实验顶锤温度及金刚石测试结果见表2所示。

表2 实验顶锤温度及金刚石测试结果Table 2 Experimental result of top hammer temperature and diamond test
a组实验中白云石衬套厚度为4mm,厚度越薄,保温性越差,合成块内部传输至外部顶锤的热量越多,前后左右四个顶锤在合成工业金刚石的过程中温度越高,就越容易热疲劳破裂导致直接经济损耗;c组中白云石内衬的厚度最厚,在合成工业金刚石的过程中,前后左右四个顶锤的温度最低;a组中白云石衬套高度较低,与上下两个附件白云石材质的白云石环没有形成闭环包围,这样会导致合成过程中加热管与导电石墨纸连接处发热的热量通过密封边处的叶蜡石部位传出至上下顶锤边缘处,导致顶锤热量集中,再加上原本上下顶锤本来就是加热锤,顶锤上面存在1500A左右的合成电流,顶锤也有毫欧级的电阻,根据电流的热效应,也存在一定的发热量,双重因素导致顶锤温度过高从而产生热疲劳导致发生裂锤;b组中的白云石衬套高度适中,上下白云石环已经跟白云石衬套形成闭环包围,热量向外流失较少,根据上下测量的顶锤温度情况,白云石环还有加高的空间,让加热管与发热石墨纸片接触部位向外发散的热量更少;c组中的白云石衬套高度最高,因此加热管与发热石墨纸接触部位的热量向外散失的最少,同时顶锤温度也是最低的,从表中数据可以看到,白云石内村厚度越厚高度越高,顶锤温度越低,但这并不是简单的说白云石内衬厚度与顶锤锤温呈线性关系。值得肯定的是,白云石衬套厚度以及高度影响了六面顶压机顶锤的温度,所以顶锤使用寿命也是最长的。
从表2中Ti及TTi数据综合来看,c组叶蜡石实验因为保温性好一些,Ti及TTi数值最高,并且差值最小,冷冲和热冲的数据就是模拟了工业金刚石在使用过程中需要经受的工作环境,当Ti及TTi越大,差值越小,说明工业金刚石的质量越好;磁性在金刚石质检过程中也是一项重要的检测指标,磁性的大小代表着金刚石内部包裹体中(铁镍钴三种杂质元素的多少)杂质的多少,磁性数值越小,说明工业金刚石内部的铁镍钴杂质越少,这也能侧面证明a组中因为保温性能不好,影响了整个石墨柱合成块上下以及周围的温度场平衡,进而影响了金刚石生长过程中的环境,直接影响了金刚石的质量;氧含量的高低影响着热冲击数值,当工业金刚石内部的氧含量升高,TTi数值就会降低,实验结果中表2数据的氧含量有轻微差别,但也是与热冲击数值相吻合的。a、b、c三组工业金刚石的氮含量几乎相近,氮含量是影响工业金刚石颜色的,氮含量越低,工业金刚石的黄色色调越浅,氮含量的一致性说明三组金刚石的颜色一致性比较好,这也跟合成过程中控制合成块内部的其他所有辅件的参数一致有关。
在实验制作叶蜡石过程中遇到的问题是c组的叶蜡石制作起来比较困难。将已经制作好的白云石管套在复合叶蜡石专用磨具轴心内部,然后通过四柱压机上面的半自动填料装置将备用的叶蜡石粉(或者手工称料)放置在磨具中,这时候叶蜡石粉由于白云石管的高度过高、厚度过厚,复合叶蜡石外围的填料容易出现空虚的现象。出现叶蜡石粉填料空虚的情况之后,叶蜡石在四柱压机上压料就会出现报废比例较高的情况,主要表现的是复合叶蜡石压制结束后,块的高度不够,密度不够,并且复合叶蜡石内部白云石管的变形程度较大。
4 结论
复合叶蜡石的白云石衬套的厚度及高度影响了工业单晶合成块在六面顶压机合成过程中的温度场分布,具体表现在合成块热量的散失、顶锤的温度、以及合成得到的工业金刚石的的性能参数;白云石管衬套的高度加高和厚度加厚,能够将加热管以及导电石墨纸形成闭环包围,会减少合成块内部热量的损耗,有利于内部温度场平衡,晶体质量提高,顶锤温度降低,延长顶锤的使用寿命。
复合叶蜡石中的白云石衬套厚度设计在保证合成块热量散失较少的前提下,应该兼顾考虑在制作生产过程中遇到的难题,比如实验c组中白云石衬套厚度过厚,掺有水玻璃的叶蜡石粉不易顺着白云石衬套与磨具的缝隙进入导致的制作合格率低,白云石管变形大的问题。
猜你喜欢
工业炉(2023年6期)2023-03-29 05:29:18
河北地质(2022年2期)2022-08-22 06:23:14
汽车零部件(2021年7期)2021-07-29 07:11:56
石材(2020年10期)2021-01-08 09:19:54
高校地质学报(2020年2期)2020-05-07 03:20:26
探索科学(学术版)(2019年11期)2019-06-16 07:38:54
汽车实用技术(2018年20期)2018-10-26 08:19:54
电镀与环保(2017年6期)2018-01-30 08:33:37
超硬材料工程(2016年1期)2016-02-28 22:20:05
超硬材料工程(2016年1期)2016-02-28 22:20:02