航空材料研制企业构建智能制造体系的探讨
2021-04-29 03:22王资璐
科技与创新 2021年8期
王资璐
航空材料研制企业构建智能制造体系的探讨
王资璐
(中国航发北京航空材料研究院发展计划部,北京 100095)
航空材料研制具有研制周期长、经费投入大、工艺流程复杂、材料和结构种类多等特点,其研制企业具有典型的离散型制造特点。面对中国建设航空强国的战略目标及国民经济发展的迫切需求,传统的航空材料研制方式和速度已经无法满足航空装备的发展需求。通过将航空材料研制与智能制造相结合,逐层梳理了航空材料研制企业智能制造体系要素,探讨了航空材料研制企业智能制造体系的构建。通过智能制造体系的建立,以期满足用户对航空材料产品高品质、高可靠性、低成本、短周期等需求,促进航空材料的自主正向研制,持续支撑航空装备的自主保障和升级换代。
航空材料;离散型制造;智能制造体系;建设思路
先进材料技术是推动武器装备发展的决定性因素,也是推动人类社会进步的动力。在代表高端制造业的航空装备制造领域,先进材料技术始终引领、支撑着航空装备的发展[1]。“一代材料,一代飞机”正是世界航空发展史的一个真实写照[2]。在美国空军对2025年航空技术发展预测分析中,先进材料高居43个系统的第二位。
航空装备的工作条件十分复杂。就飞机而言,军用飞机要求提高机动性、超视距空战和全天候作战的能力,民用飞机则要求安全性、可靠性、舒适性、经济性、环保型,航空发动机要求大推比和长寿命。追根溯源,这都对航空材料提出了耐高温、高比强、抗疲劳、耐腐蚀、长寿命和低成本等更为苛刻的要求[3]。航空装备故障与事故分析结果表明,材料和结构件等基础装备组成的环境失效是造成装备整体失效的主要因素,轻则导致飞机提前返厂检修,重则发生机毁人亡的重大事故[4]。因此,在竞争日益激烈、要求日趋严格的环境下,如何快速响应客户需求,短时间内研制出高品质、高可靠性、低成本的航空材料及其产品,这对航空材料研制企业提出了严峻的挑战。
1 航空材料研制的特点
1.1 航空材料研制流程长、工艺复杂
航空装备的更新换代,正在不断逼近、挑战航空材料 的使用极限。例如,下一代航空发动机涡轮前温度大于 1 726.85 ℃,已经超过现有单晶高温合金等热端部件使用材料的耐温极限,必须通过冷却设计等方式才能满足要求。民航某些机型的飞机小时寿命已经逼近8万h,使用年限可达25~30年,飞机的安全可靠某种程度上取决于航空材料及其产品性能的稳定性和可靠性。为充分掌握材料的“秉性”,航空材料的研制通常包括原材料、材料性能、制备工艺、加工技术、检测技术等材料研制全流程。以航空发动机用单晶涡轮叶片研制为例, 其全流程加工工序近90道,修理工序40多道,是目前航空发动机零部件中制造工序最多、工艺最复杂、周期最长、合格率最低、核心技术水平最高的航空零部件之一。
1.2 航空材料研制覆盖产品全生命周期
航空材料及其产品的典型全生命周期流程如图1所示,基本覆盖了从设计到服役维修的全生命周期。在设计阶段,材料研制企业需要为设计提供材料数据,满足设计选材需求;基础研究阶段,重点开展材料基本原理、基础理论研究,技术成熟度为1~3级;应用研究阶段,重点开展材料性能评价、加工工艺、试验验证技术等研究,技术成熟度为4~6级;型号产品研发阶段,重点开展材料试制品工程化制备及性能评价、使用环境性能测试、零部件装机考核、稳定批产等研究,技术成熟度为7~9级;服役维修阶段,重点开展零部件修复、再制造过程中的材料研究。

图1 航空装备材料产品全生命周期流程示意图
1.3 航空材料及其产品必须经过系统性的考核验证
为了提高航空装备推重比、减重、降低成本,航空材料产品研制过程中不可避免地会采用新材料(复合材料、金属间化合物等)、新结构(涡轮叶片双层壁结构、整体叶盘)或新工艺(增材制造技术、自适应加工技术等)。但是这些新材料、新结构或新工艺的引入,又给航空装备的运行安全带来了风险。美国国家航空航天局(NASA)、通用公司(GE)和普惠公司(P&W)等机构针对航空关键材料系统性地开展了“标准试样—元件—模拟件—全尺寸零件”的“积木式”评价技术研究,如图2所示,积累了大量试验数据,为实现航空装备可靠性、稳定性与经济性提供了重要保障[5]。
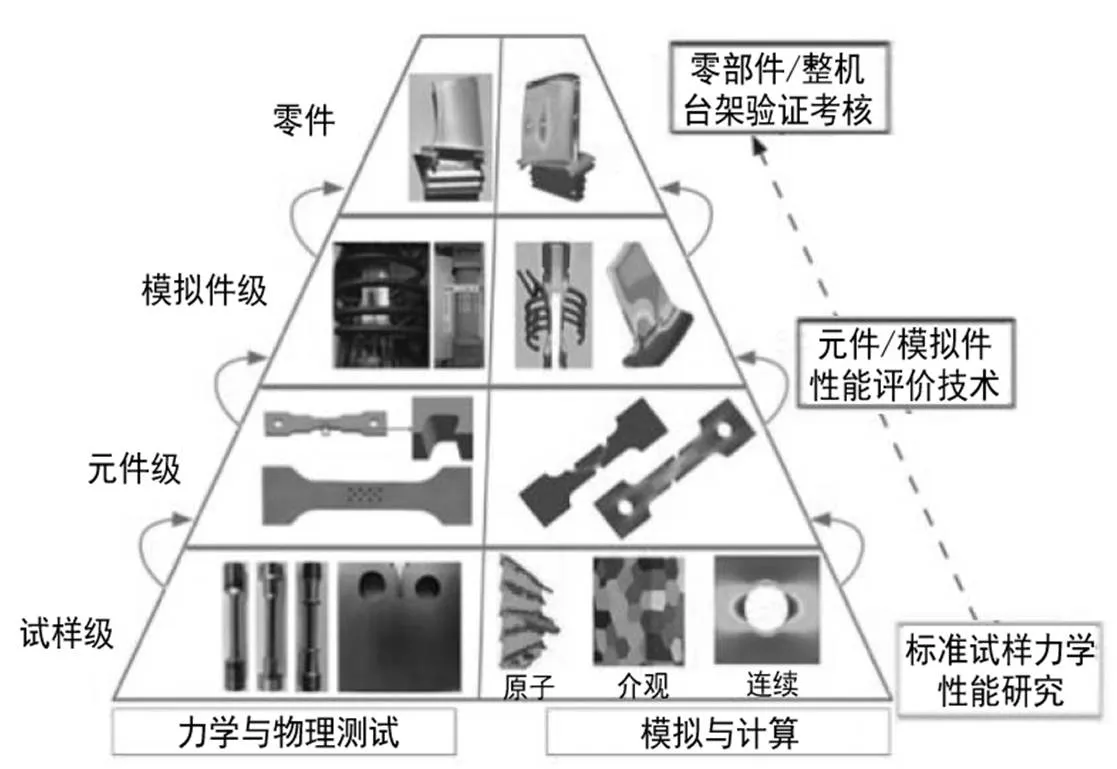
图2 航空发动机材料服役性能“积木式”评价模型
2 航空材料研制企业制造能力特点及存在问题
由于航空材料研制的特点和要求,航空材料研制企业具备典型的离散型制造特征,具体如下。
产品种类多、批量小。航空材料按用途可分为结构材料和功能材料;按种类可分为高温合金、钛合金、复合材料、涂层材料、橡胶材料等;每种材料又分为不同材料牌号,如钛合金又可分为TB6、TC4、TA19等数十种不同牌号材料。航空装备中应用的材料涉及数十种、上百个牌号,不同种材料制备原理、工艺、加工设备等均有所不同;同种材料即使工艺路线大致相同,但不同牌号材料的具体工艺参数也不一样。这就导致了航空材料研制企业产品具有种类多、批量小的特点。
制造管理存在科研试制与批量生产混线现象。航空材料研制流程长、工艺复杂,牌号种类多,每种牌号材料产品需求量少,所需固定资产投资规模大。所以,在综合性航空材料研制企业,特别是军工企业,普遍存在科研与生产混线 情况。
工艺、设备、物料存在多样性。以航空钛合金研制为例,其研制流程涉及原材料筛选、电极制备、铸锭熔炼、棒材开坯锻造、锻坯等温锻造、机加工、热处理、检验/探伤等数十道工艺流程,研制设备涉及液压机、真空焊箱、熔炼炉、热处理炉、机床等数十种工艺设备,生产现场存放有原材料、电极块、铸锭、棒坯、锻坯、锻件、工装模具等数十类物料。
基于离散型特点的航空材料研制企业普遍存在许多问题,如生产效率低、生产转换频繁,产能不足;生产计划性差,难以有效建立节拍生产和平衡生产;生产过程控制难度大、影响因素众多,生产过程和产品质量容易出现波动;生产组织复杂,人工管理工作量大;数据积累、传递不充分,可追溯性差等;材料试制、试验考核过程多,研发周期长,投入经费大。
3 航空材料研制企业发展智能制造的必要性
随着5G、人工智能、云计算、物联网等信息技术的发展和与制造业的深度融合,智能制造已经成为传统制造业转型升级的主要方向。国外知名航空制造企业已经通过实施智能制造取得了显著成效。波音公司在B777和B787研制过程中,采用并行工程和虚拟设计/制造等方法,采用并行产品定义(CPD)和100%的数字化预装配,大量使用CAD/CAM技术等数字化制造模式,研制周期缩短了30%,研制成本降低了50%[6]。GE公司将“工业互联网”和先进制造融合,提出了“卓越工厂”建设模式,通过新一代信息技术与先进制造技术及装备的融合,实现了产品多品种、变批量、跨地域、高效、敏捷生产制造,提高了产品研制生产质量,降低了制造成本[7]。
航空装备是国防科技工业的核心力量,代表着一个国家工业实力的先进水平。中国航空装备研制水平距离国际先进水平仍有一定差距。在“十三五”规划实施的100个重大工程及项目中,航空发动机及燃气轮机位列榜首,大飞机研制位列第二十四位,充分体现了国家对加快发展航空装备、建设航空强国的决心和意志。航空装备的进步与发展愈发依赖新材料、新工艺,解决航空装备的问题,材料及工艺更要先行、快行。为此,航空材料研制企业必须要充分借鉴国外标杆企业的成功经验,系统提升航空材料研制的智能制造水平。
4 航空材料研制企业智能制造体系建设思路
根据材料研制的工艺流程,结合生产现场实际情况,应逐层梳理智能制造体系要素,构建航空材料研制企业的智能制造体系,如图3所示。
设备智能化。由于航空材料研制工艺复杂,研制设备种类多、关联性不高,单个产品数量少,无法实现连续快速制造生产模式。通常,航空材料研制单工序包含一台核心工艺设备和若干台工艺辅助设备,核心工艺设备自动化程度较高。为此,应该重点提升核心工艺设备的智能化水平,包括工艺自动控制、故障自我诊断、生产/质量/设备等数据自动采集、工装模具快换系统等。同时将核心工艺设备作为工序内智能制造的控制中枢,建立与各工艺辅助设备的联系,实现对各工艺辅助设备的自动化控制和关键数据采集。各工艺间通过智能化的核心工艺设备搭建智能制造的点阵网络。
工序精益化。由于部分航空材料研制单位为军工企业,固定资产投入主要依赖国家技改项目支持,厂房或生产线通常无法一次性规划完整,一般都是围绕主要工艺设备多次、分批建设,因此较难实现整个车间或者整条生产线的精益布局。因此,工序精益化较为重要。这里的工序精益化主要包括两个方面:①各工序内部设备、物料、工装模具等的精益布局;②在工序内增加工业机器人、自动上料机、桁架机械手等智能装备,通过核心工艺设备的智能管理,实现物料在核心工艺设备-工艺辅助设备间、设备-物料存放区域间、工序-厂房物流间的智能移动,实现工序内的自动化、精益化作业。
物流自动化。在各工序间采用智能单元化物流技术、自动物流装备以及智能物流信息系统搭建智能物流CPS系统,通过物流基础应用、控制执行层应用、生产管理层应用、企业管理层应用、企业联盟层应用、物流标准体系、信息安全体系等各层级、各系统的全面集成,实现物流业务的智能协同[8]。
车间信息化。车间是科研生产任务安排落实的管理部门,应通过MES系统使生产现场具备计划管理、设备管理、实时监控、库存物料管理、物流管理等功能,可实时反馈产量、产能、设备状态、质量、人员等数据,从而提升车间运行管理水平。
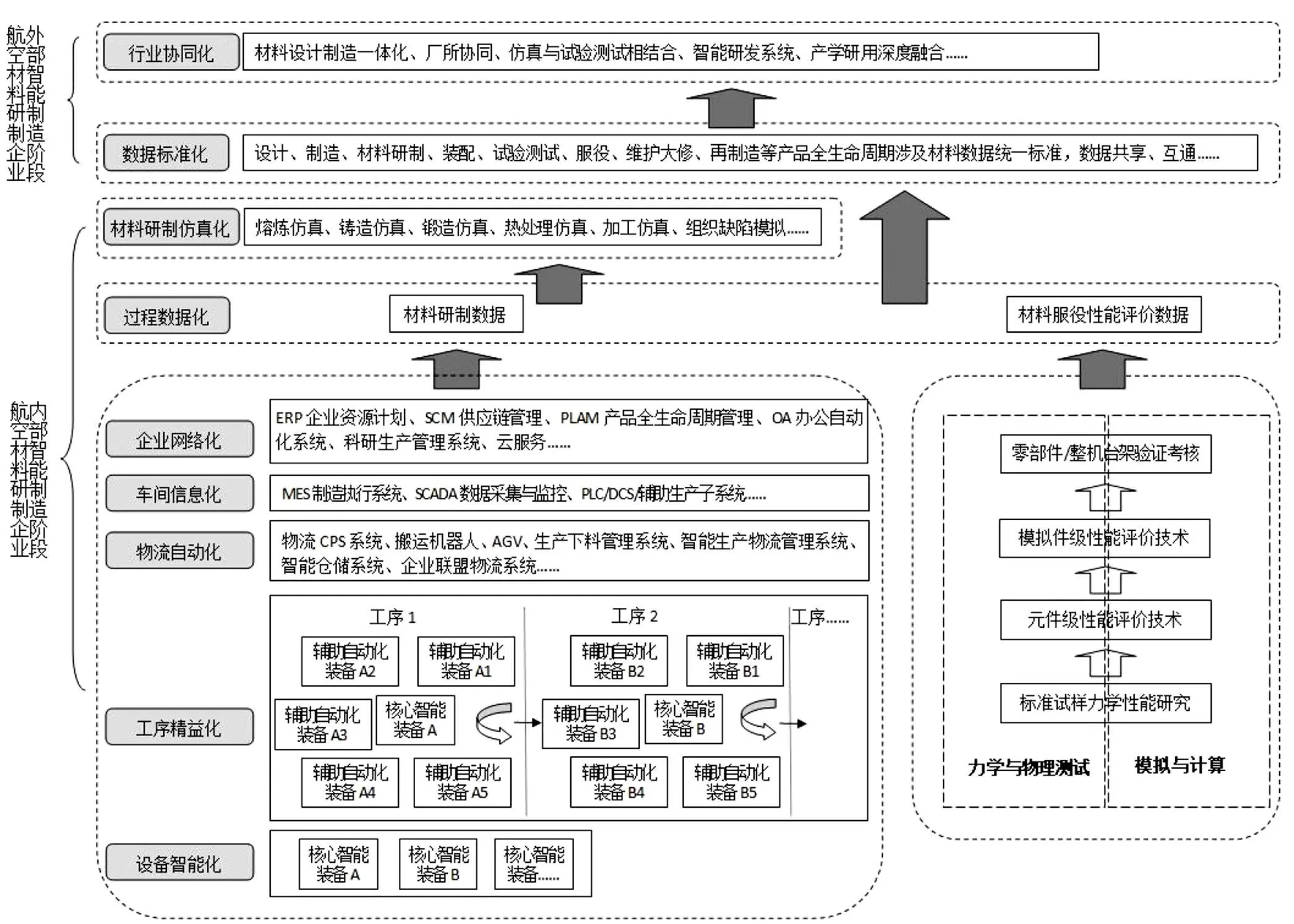
图3 航空材料研制企业智能制造体系总体建设思路
企业网络化。企业应该通过科研生产管理系统、PDM系统、ERP系统、OA系统等业务、流程管理系统,提高网络化管理能力。建立统一的数字化综合协同管控平台,打通设计、工艺、制造及各个管理系统之间的三维数据信息链,最终达到产品研制、综合保障和企业管理全过程的技术状态的高效管控[9]。
过程数据化。通过设备智能化、工序精益化、物流自动化、车间信息化、企业网络化五个层级,可以在材料研制企业内部初步形成航空材料研制全过程的“大数据”,包括材料性能、工艺参数、质量、服役评价性能、生产、设备等各种类型数据,为后续设计单位选材使用、材料研制单位开展材料仿真模拟提供数据支持。
材料研制仿真化。一般航空材料的研制既要生产大量的半成品、成品用于材料性能研究和工艺性能研究,又要分级开展大量试验测试,研发周期长、研制经费投入多,投入产出比较低。通过仿真与试验测试的结合,可以有效聚焦材料研制各阶段的研究方向,缩短研制周期,降低研发成本。
数据标准化。为促进航空材料产品行业的协同发展,形成基于航空装备流程化、社会化协作的智能制造生态体系,应对产品全生命周期各阶段间和智能制造系统各层级间的逻辑关系进行梳理,总结出标准对技术的支撑作用,通过制定基础共性标准、关键支撑技术标准、智能运营标准、专业应用标准四部分智能制造体系结构[10],进而建立航空材料智能制造标准体系框架,指导行业间的协同研发和智能制造体系建设。
行业协同化。任何一个企业都不能“包打天下”,航空材料作为过程产品,最终是通过零件、组件等形式装配为航空装备整体。航空材料研制企业要加强行业协同化研发能力,面对行业上游用户,要明确各阶段对材料的需求,并让用户充分了解材料的性能和用途。同时要提升自身核心能力,聚集外部配套企业优势技术和资源。通过“小核心、大协作、专业化、开放式”形成航空材料自主研发体系,构建航空材料创新生态圈。
5 结语
航空材料研制企业制造具有典型的离散型特点,通过在航空材料研制企业建立智能制造体系,一方面可以提升航空材料产品批产的稳定性、可靠性,提高生产效率,降低制造成本,缩短研发周期,满足用户需求。更重要的是通过智能制造体系管控和数据积累,提升航空材料研制企业的自主正向研制能力,加速航空材料的研制和迭代,持续支撑航空装备的自主保障和升级换代。
[1]李晓红.一代材料、一代装备——浅谈航空新材料与飞机、发动机的发展[J].航空工业经济研究,2008(5):5-11.
[2]曹春晓.一代材料技术 一代大型飞机[J].航空学报,2008,29(3):701-706.
[3]彭勃.航空材料技术成熟度等级划分与评价方法研究[J].科技创新与应用,2016(22):66-67.
[4]骆晨,刘明,孙志华,等.航空结构材料环境适应性研究进展及发展方向[J].装备环境工程,2014,11(6):10-14.
[5]李兴无.航空发动机关键材料服役性能“积木式”评价技术浅析[J].航空动力,2020(4):31-34.
[6]汤文仙.全面提升国防科技工业的智能制造水平 在“中国制造2025”战略中发挥独特作用[J].国防科技工业,2016(3):23-25.
[7]黄珊,李晓红.国外典型军工企业智能工厂建设案例[J].国防制造技术,2017(4):4-8.
[8]梁杰.军工企业智能物流系统研究[J].智能制造,2017(8):45-48.
[9]谢颖,王政理.军工电子企业智能工厂规划方案浅析[J].电子世界,2018(16):5-7.
[10]胡长明,陈振宇,周凤拯,等.军工电子智能制造标准体系框架探索研究[J].中国标准化,2020(10):71-77.
V260
A
10.15913/j.cnki.kjycx.2021.08.009
2095-6835(2021)08-0029-03
王资璐(1988—),男,工程师,主要研究方向为航空材料研制与应用研究项目管理。
〔编辑:王霞〕
猜你喜欢
新少年(2022年9期)2022-09-17
环球时报(2022-09-07)2022-09-07
现代仪器与医疗(2022年3期)2022-08-12
环球时报(2022-05-26)2022-05-26
现代仪器与医疗(2021年5期)2021-12-02
航天工业管理(2020年10期)2021-01-04
民用飞机设计与研究(2020年4期)2020-11-27
计算技术与自动化(2014年1期)2014-12-12
航空知识(2014年6期)2014-06-10
现代军事(2009年12期)2009-01-05