卧式CY6140普通车床智能化改造设计方案
2021-04-29 03:22吴德梁景明陈平改
科技与创新 2021年8期
吴德,梁景明,陈平改
卧式CY6140普通车床智能化改造设计方案
吴德1,梁景明1,陈平改2
(1.中山火炬开发区理工学校,广东 中山 528400;2.深圳职业技术学院,广东 深圳 518000)
通过对CY6140卧式普通车床进行智能化改造,把我校的一批老式车床改造成智能化车床以供日常教学使用,节约教学成本和教学设备的升级改造。对卧式CY6140普通车床进行了改造,让手动操作的进给加工可以变成半主动或自动的加工进给,改造的内容分为两个部分。一部分是机床原来的进行系统由丝杆螺母副改造成伺服电机控制滚珠丝杆螺母副,可以提高改造后机床的传到精度和加工效率;另一部分是以单片机作为控制器对上述系统加以控制,实现智能化改造。
卧式CY6140普通车床;智能化改造;单片机;步进电机
1 引言
2 设计要求
总体方案设计应考虑现有设备机床的使用情况以及改造的经费要求,同时兼顾机床加工精度、数控系统的选择、传动方式以及执行机构的选择等。
CY6140普通机床如图1所示。CY6140普通车床总体改造方案如图2所示。CY6140车床设计要求:①具备普通数控车床的基本功能,如直线插补、圆弧的加工和自动加工等功能;②选择的数控系统要简单,学生上手容易,且保证一定加工精度的前提下应简化结构、降低成本;③设定最高转速和加工切削产生的最大力矩,选择合适的伺服电机及其控制电路;④设计自动回转刀架及其控制电路;⑤进给系统丝杠螺母副组成改造成滚珠丝杆,传到精度高且定位准确;⑥CY6140普通车床的基本机构不变,为了减少工作量,同时需要考虑其智能化。

图1 CY6140普通机床

图2 CY6140普通车床总体改造方案
3 CY6140普通车床机械设计方案
3.1 进给系统机械结构改造设计
本次的CY6140车床改造的主要部分是机床的溜板箱、车床的刀架以及进给系统的部分零件等。
CY6140车床的挂轮架部分全部要进行更换,要想实现智能化,需在主轴处安装光电脉冲发生器,输出脉冲信号。
CY6140车床的进给箱部分也要全部拆掉,重新换上新零件,如丝杠、光杠和操纵杆拆去,换上滚珠丝杆,一端安装伺服电机,另一端连接床身尾座部分,并安装轴承座。
CY6140车床进给系统机械结构的改造方法:①拆除原来的丝杆螺母传动件,换上滚珠丝杆,根据计算数据的结果,选择选取滚珠丝杠直径为40 mm,型号为CD40x6-3.5-E2,其额定动载荷是19 kN,强度足够;②为了保证滚珠丝杆的回转精度,在它的两端各安装一个支撑座;③由于支撑座要根据机床的床身位置而设计的,不能选用标准件,因此需要加工出来,我们采用数控铣削的方式,保证其尺寸和形位公差;④完成进给机构的装配后,主要检测滚珠丝杠与导轨的平行度,使用百分表和水平仪进行测量,确保丝杠传动平稳。
CY6140机床的向进给系统的改造同上述的一样,把原来的零件拆卸后,更换成伺服电机与滚珠丝杆机构,为了保证同轴度和传动精度,改造完成后,重点检测其回转精度和同轴度。
3.2 车床具体改造方法
车床具体改造方法如下:①把车床溜板箱固定不动,先把进给部分的大拖板及相应的配件拆下来,留着小拖板,后面加装伺服电机进行控制;②为了让伺服电机和机床原来的拖板进行连接,选用法兰盘来进行固定与连接,法兰盘在加工制作时,要兼顾其形位公差;③伺服电机和滚珠丝杆的连接,我们采用联轴器和电机固定座;④安装完成后,使用使百分表进行调试,使丝杠的旋转精度控制在0.02 mm之内。丝杆电机连接结构如图3所示。

图3 丝杆电机连接结构图
刀架:拆除原刀架,改装自动回转四方刀架。
杨译:Some learn the truth earlier than others,and some have special skills-that is all.[5]153
改造步骤:①使用扳手和其他工具将原来车床的刀架拆除;②在拆下来的小拖板上钻四个螺纹孔,使用螺栓将电动刀架与小拖板固定下来,并进行调试热继电器和中间继电器。刀架改造如图4所示。

图4 刀架改造
改造后的CY6140车床要具备回零的功能,因此车床需要在、两个正方向上加装一个限位开关,来保证工作台回零时在安全的位置。
改造方法:①在、的各自正方向上,使用螺钉将行程开关和挡块固定在床身上;②为了使车床也具备数控车床的减速信号和回零信号,安装的时候调整挡块的位置,将它们错开一段距离,保证信号的正常。
4 单片机系统硬件设计
4.1 系统的功能要求
系统的功能要求包括轴和轴方向的伺服功能、刀架自动回转控制功能、螺纹加工系统控制、系统行程功能、输入输出人机控制功能、输出界面功能管理、其他功能。其他功能包括光电信号隔离、信号功率增大、异常情况报警系统、设备急停、设备复位。
4.2 电路的系统结构
电路系统结构如图5所示。电路的系统结构如下:①CPU采用BF7612BM28SOP;②扩展程序存储器采用芯片AT24C02,内部含有256个8位字节,有一个16字节页写缓冲器,扩展数据存储器选用62128;③扩展可编程接口电路;④地址锁存器74LS373、译码器各一个;⑤键盘接口电路,显示接口电路;⑥光电隔离与放大电路;⑦启动、急停、报警等电路;⑧触控设置电路。
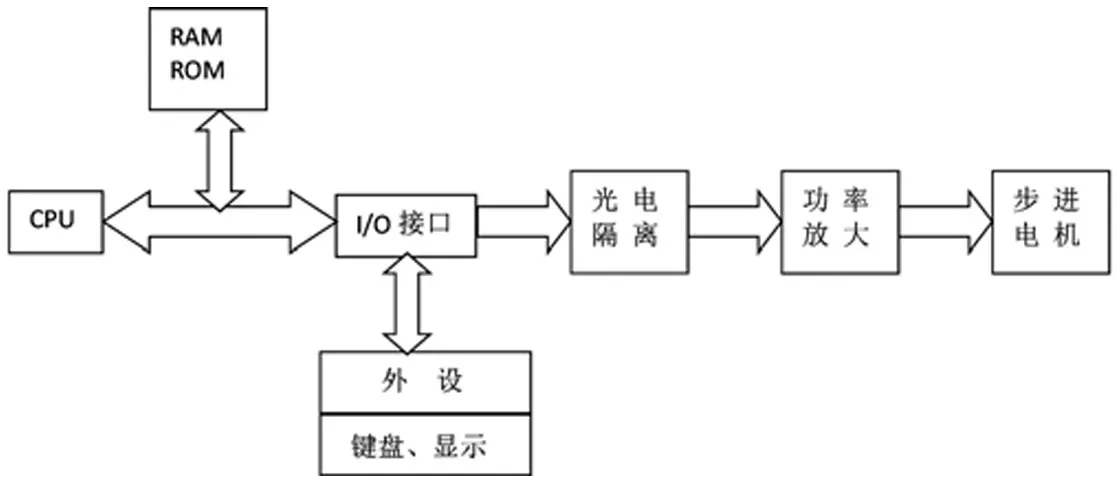
图5 电路系统结构框图
5 软件的设计
软件的设计具体如下。
软件管理程序:主程序运行框架,管理各个系统设置,子功能运行,综合协调处理。
加工程序输入部分:通过外部I/O输入加工零件的处理程序。
伺服控制部分:根据任务或指令控制电机的转角、转速。
功能故障处理程序:包括故障判断、故障处理等功能。
外部I/O部分:输入设置部分和状态显示部分。
6 总结
本文提供了一种普通车床智能化改造方案,并在小范围内开展设备的技能改造,取得了良好的效应,具有一定的稳定性、实用性、经济性。
[1]罗永顺.机床数控化改造技术[M].北京:机械工业出版社,2007.
[2]杨雪宝.机械制造装备与设计[M].西安:西北工业大学出版社,2010.
[3]陈立德.机械制造装备设计[M].北京:高等教育出版社,2010.
[4]闻邦椿.现代机械设计师手册[M].北京:机械工业出版社,2012.
[5]丁一,何玉林.工程图学基础[M].北京:高等教育出版社,2005.
[6]李良军.机械设计[M].北京:高等教育出版社,2010.
[7]李朝青.单片机原理及接口技术[M].北京:清华大学出版社,2005.
TG659
A
10.15913/j.cnki.kjycx.2021.08.003
2095-6835(2021)08-0009-02
梁景明(1995—),男,广东吴川人,本科,中山火炬开发区理工学校专任教师。陈平改(2002—),男,就读于深圳职业技术学院,专业为电子信息技术。
吴德(1983—),男,湖南醴陵人,硕士研究生,主要研究方向为电子技术、通信、机器视觉等。
〔编辑:王霞〕
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
机床与液压(2022年8期)2022-09-19
内燃机与配件(2022年2期)2022-01-17
有色金属材料与工程(2021年4期)2021-11-27
装备维修技术(2020年4期)2020-11-23
东坡赤壁诗词(2020年4期)2020-09-02
科学与财富(2020年7期)2020-05-19
科学导报·学术(2019年28期)2019-09-10
智富时代(2018年6期)2018-08-06
智富时代(2018年6期)2018-08-06