
FRP 板材用纱抗静电性的研究
2021-04-24 09:41:12牛可喜
玻璃纤维 2021年1期
牛可喜
(山东玻纤集团股份有限公司,临沂 276400)
0 前言
随着绿色、智能农业的快速发展,FRP透明瓦(采光板)以其透光性好、防腐蚀、耐老化、抗冲击、节能环保等优点广泛应用于立体栽培、科研育苗、生态餐厅、休闲观光、蔬菜种植等温室大棚的建设。
FRP透明瓦主要由聚酯薄膜、树脂和玻璃纤维组成,其生产工艺一般是:在牵引作用下,树脂流至匀速运行的薄膜上,经刮板后形成厚度均匀的胶液层;将玻璃纤维短切成一定长度后经分散装置均匀撒落在胶液层上(或将玻璃纤维毡与胶液层结合),覆盖上膜后经辊压进入带有模具的烘箱固化,再按照一定的长度进行切割成型。
在FRP透明瓦加工过程中,因落在树脂胶液上的短切纱分布不均匀造成板材质量问题。经现场观察,短切纱分布不均匀主要是部分玻纤纱在进行剪切时因静电吸附粘附在刀辊或胶辊上(图1),不定时掉落导致的。

图1 FRP 纱线的短切粘辊现象
如何保证玻纤纱的抗静电性,确保纱线短切后良好的分散性,已成为众多FRP板材用纱生产厂家必须关注的问题。
1 内置抗静电剂法
为保证FRP板材用纱的抗静电性,一般在玻纤纱浸润剂配方设计时添加抗静电剂成分,通过拉丝浸润剂涂覆、烘干固化等过程使纱线自身具备抗静电的能力,称之为内置抗静电剂法。
FRP板材纱浸润剂选用抗静电剂的原则是有效降低摩擦系数,使玻纤纱线难于产生静电;可形成导电通道,使电荷能很快从玻璃纤维表面移走;不会对玻纤生产及后续加工产生大的影响;能溶解或扩散于水、基体树脂中,减少对界面粘结的干扰;对短切分散性、透光性、浸透速度以及机械强度影响小等性能[1]。
内置抗静电剂多为硝酸锂、氯化铵、氯化锂等无机盐,具有较强的吸潮性,可以吸附空气中的水分,从而在玻纤表面形成一条电通路将玻纤表面的静电排除掉,达到抗静电的效果[2]。
2 外涂抗静电剂法
尽管内置抗静电剂使纱线具备了一定的抗静电性能,但一些生产厂家的FRP品种纱线受络纱环节的纱线退解、导纱装置摩擦等影响容易产生静电,导致毛羽、毛丝、毛团等疵点问题,不利于纱线的后续使用。
为解决因络纱过程产生的静电,保证纱线在客户使用时具备良好的短切分散性,外涂抗静电剂法是较为通用的应对方法。
外涂的抗静电剂与内置抗静电剂有所不同,多为离子型表面活性剂,尤以阳离子型效果最佳,如季铵盐阳离子抗静电剂等。
目前外涂抗静电剂法多是在络纱机缠绕装置前对已集结成束的丝饼纱线涂覆抗静电剂。涂覆系统包括用于盛放抗静电剂的容器、引流用的蠕动泵(流量:0.01~1000 ml/min,工作转速:0.1~400 r/m;具有正反、启停、全速(清洗)、调速等基本功能;还包括配套用的胶管,根据抗静电剂浓度选择内外径大小,并与涂覆轮相匹配)、纱线与抗静电剂接触的涂覆轮(一般为软铜材质,圆柱状,圆柱一侧固定在纱架上,另一侧打眼钻孔形成直径约5 mm、长约30~40 mm的通道,圆柱立面钻若干直径2~3 mm的细孔使之与通道相通,细孔处打磨成平面,便于纱线通过)以及控制纱线升降的电磁铁(图2)。
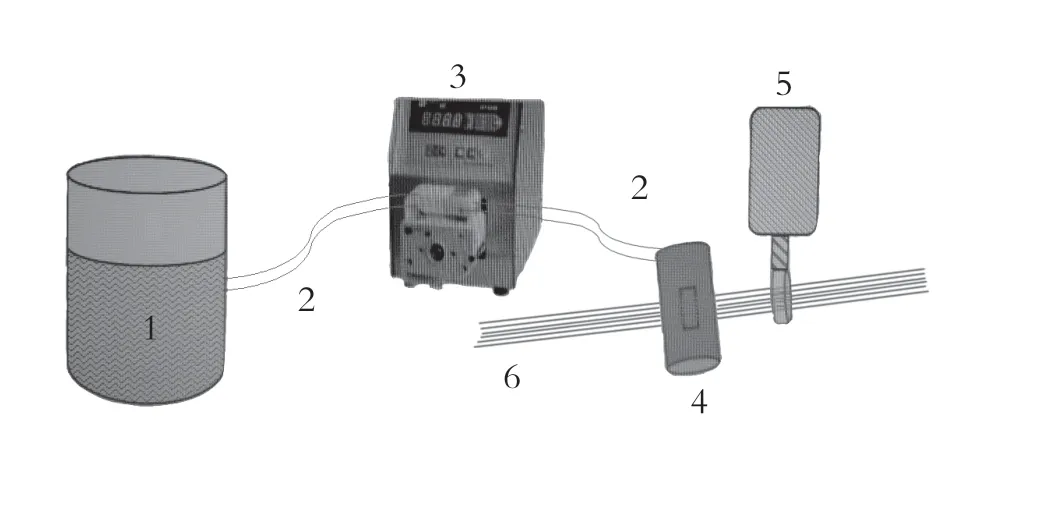
图2 抗静电剂外涂覆示意图
外涂覆作业原理是:当络纱机开始作业时,作业信号分别同时传送给蠕动泵及电磁铁,蠕动泵将容器内的抗静电剂通过胶管引流至涂覆轮细孔出口,电磁铁将纱线送至涂覆轮细孔出口上部,使纱线接触到抗静电剂,达到涂覆的目的。当络纱机停止作业时,停止信号分别传至蠕动泵及电磁铁,蠕动泵停止抗静电剂的引流、电磁铁将涂覆轮上部的纱线提起,避免过量涂覆。
抗静电剂外涂过程中,在各设备、纱线均正常运行的条件下,蠕动泵的流量大小决定了抗静电的效果优劣。流量过大,会造成抗静电剂过量涂覆在纱线上,粘结成束,短切分散效果差;流量过小,纱线的抗静电性能难以保证,剪切时粘辊现象可能还会出现。
抗静电剂流量一般通过称量的方法进行标定。一种标定方法是开启蠕动泵后,在规定时间(3~5 min为宜)内将流出的抗静电剂单独接出并称量,将抗静电剂重量与时间的比值与控制范围值进行比较后增减蠕动泵的转速。此方法适用于抗静电剂涂覆量的快速标定。另一种标定方法是正常络纱过程中,连续络制2~3 卷满筒纱,称量这段时间内抗静电剂的消耗量,将抗静电剂用量与纱团重量的比值与控制范围值进行比较,以确定涂覆的稳定性。此方法适用于抗静电剂涂覆稳定性检查。以上2 种方法相互结合检测并根据结果做出相应的调整可保证抗静电剂涂覆效果。
外涂抗静电剂的纱团往往还需进行二次烘干定型,尤其是在每年的10 月份到次年的3 月份,天气湿度相对低,通过热定型进一步提高纱团的成带性。
3 环境对抗静电性的影响
一般而言,在原丝络纱过程中,现场环境湿度越大,温度越高,纱线的抗静电效果越好,但过高的温湿度不利于在自然条件下使用的纱线分散及短切性能[3]。为保证经抗静电剂处理的FRP玻纤纱的抗静电效果,络纱车间需具备稳定的温湿度环境。根据经验,温度控制在15~25 ℃,相对湿度保持在60%~80%的环境较为适宜。适宜的温湿度环境也可有效地消除纱线的静电。
4 提高抗静电性的其他方法
除以上方法外,在络制的纱团下部安装碳纤维材质的静电刷,通过接地线将纱团卷绕过程中产生的静电转移;在络纱现场安装静电消除器(风扇),通过尖端高压电晕放电把现场空气电离为大量正负离子,然后用风把大量正负离子吹到纱团上以中和静电;保持与纱线接触的络纱附件完好、光滑,也可以减轻因摩擦过多产生的静电。
5 抗静电性验证
不管是内置、外涂抗静电剂法还是其他方法,生产厂家在产品出厂前一般会进行各种检测以验证纱线的抗静电效果。
5.1 静电值检测法
在纱团络制过程中,使用静电测量仪对纱团进行静电值的检测,根据检测值与控制标准的偏差对络制过程的相应环节进行检查。静电值越大,说明抗静电性越差。此方法可对络制过程中的纱团进行检测,及时性优异。根据经验,静电检测值(绝对值)控制在500 V以内较为合适。
5.2 静电半衰期检测法
在实验室条件下,使用静电半衰期测试仪利用给定的高压电场,对纱线定时间放电,使纱线感应静电,进行静电压衰减的半衰期、静电残留量的检测,以显示被测纱线的带静电性能。半衰期越长,则抗静电性能越差,反之就越好,根据所测半衰期与控制标准进行比对进而做相应的调整[2]。FRP板材用纱的半衰期一般控制在30 s以内较为适宜。
5.3 模拟短切分散法
在自然条件下,使用自制设备(包括简易纱架、刀辊、胶辊、分散器、皮带等)进行纱线短切分散,通过观察短切后纱线的分散、粘辊等情况,来评定纱线的抗静电性。短切性好、分散均匀、无堆高、无并条、不粘附胶辊的纱线可视为抗静电性优良。此方法模拟纱线在客户处的实际使用,但也受试验环境与客户实际使用环境差异的影响,与最终使用存在一定的差异。
随着新技术、智能化的发展,FRP板材纱抗静电性控制方法、设备也日益完善,如蠕动泵的光电感应、微流量控制等提高了抗静电剂的涂覆均匀性;静电消除器的广泛应用,必将在提高纱线的抗静电性上发挥积极作用。
猜你喜欢
节水灌溉(2021年2期)2021-02-25 08:36:32
农村百事通(2019年10期)2019-05-29 09:37:48
农村百事通(2018年1期)2018-01-31 23:42:19
中国民间疗法(2016年9期)2016-11-09 10:34:44
地球学报(2016年2期)2016-03-21 06:03:17
中国资源综合利用(2016年6期)2016-01-22 07:28:54
现代纺织技术(2015年2期)2015-02-28 14:03:13
化工自动化及仪表(2015年2期)2015-01-13 08:30:14
塑料包装(2014年1期)2014-11-29 01:17:46
中国塑料(2014年8期)2014-10-17 03:05:06
