压力容器封头焊接工艺试验与实践
2021-04-23 09:12陈建军
商品与质量 2021年17期
陈建军
海洋石油工程股份有限公司特种设备分公司 广东惠州 516082
压力容器在石油、化工等工业领域中应用广泛,随着技术的进步,各类压力容器的规格尺寸越来越大,对压力容器的力学性能要求也越来越高,必须不断提升压力容器加工制造质量才能满足实际使用需求。
1 焊接工艺试验过程
1.1 试验用材料
选用13MnNiMoR钢板作为试验用材料,13MnNiMoR具有较好的力学性能、强度及韧性,同时焊接性能优良。试验用材料尺寸(长度×宽度×厚度)为2800mm×400mm×98mm[1]。采用埋弧焊工艺进行焊接试验,分别选用H10Mn2NiMoA(H10)和H09MnNiMoG(H09)这2种焊接材料进行对比分析,总计开展了4组焊接试验,其中2组采用H10进行焊接,试样编号分别为H10-1、H10-2;2组采用H09进行焊接,试样编号分别为H09-1、H09-2。
1.2 试验方案设计
为了最大程度降低焊接过程中产生的应力、约束度以及填充量,采用窄间隙坡口对板材进行焊接,焊接板材对接示意图见图1。
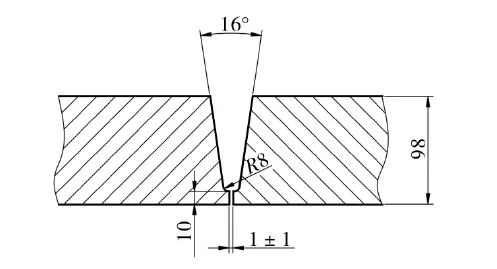
图1 焊接板材对接示图
在整个焊接过程中对焊缝成型情况进行实时观察,发现问题及时调整,确保所有焊缝能够一次性焊接完成且合格,不得对焊缝进行返修。焊接具体工艺参数:焊接电流480-530A、电弧电压28-32V、焊丝直径4mm、线能量不超过30kJ/cm、焊接速度36-42cm/min。相关实践经验表明,13MnNiMoR在焊接过程中容易产生热裂纹。为避免焊接过程中温度升高过快引发材料热裂纹问题,正式焊接前需对板材进行预热,预热温度控制在180-220℃。焊接完成后还需将板材在250-400℃保温超过2h,以达到消氢的目的[2]。
1.3 焊接过程操作要点
(1)温度检测。温度是焊接过程中的重要工艺参数之一,需要检测的温度包括预热温度、层间温度以及后热温度。结合实际情况,每间隔75mm采用测温笔对温度进行1次检测,确保相关温度都在对应的合理范围内。
(2)加热方法。通过火焰加热方法对焊接试验板材进行预热处理,能够保证预热的均匀性,且不会对材料力学性能产生不良影响。火焰加热时应用外焰对试样进行加热,加热过程不得引入其他有害杂质。加热宽度不得小于试样厚度的2倍,考虑试验过程中可能存在操作误差,试验中将加热宽度设置为试样厚度的2倍再加20mm,即216mm[3]。
2 焊接工艺试验试样质量检测与分析
2.1 焊缝无损检测
(1)目视检测。采用简单的测量工具分别对H10-1、H10-2、H09-1、H09-2这4个试样进行目视检测,所有试样表面均不存在氧化物、焊渣及飞溅等杂质,4个试样的焊缝宽度依次为46mm、47mm、45mm、46mm,焊缝余高依次为2.3mm、2.8mm、2.5mm、2.4mm,所有数据均满足NB/T47013.1-47013.6-2015《承压设备无损检测》中焊缝余高不得超过3mm的要求。目视检测还发现,采用H10焊接得到的试样接头侧边出现了微小裂纹,而采用H09焊接得到的试样不存在此类问题。究其原因,可能是因为H10的塑性不满足使用要求而导致试样接头侧边出现微裂纹。
(2)超声检测。超声检测方法的准确度很高,超声检测结果发现,4个焊接试样焊缝内部均未出现明显的焊接缺陷,表明试样的整体焊接质量良好,完全能够满足NB/T47013-2015中的要求。
(3)磁粉检测。磁粉检测能够快速检测出试样表面存在的裂纹。对试样进行的磁粉检测同样发现,除了目视检测的微裂纹外,4个焊接试样焊缝表面和内部不存在缺陷。
2.2 焊缝拉伸试验检测
焊缝部位的拉伸力学性能能够很好地反映焊接质量。基于GB/T228.1-2010《金属材料拉伸试验第1部分:室温试验方法》中的要求对焊接试样进行加工,焊缝部位的标准拉伸试样结构尺寸见图2。
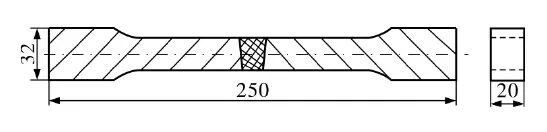
图2 焊接部位标准拉伸试样结构尺寸
3 结语
采用H10和H09这2种焊接材料,通过埋弧焊工艺对压力容器封头常用材料13MnNiMoR的焊接工艺进行了对比试验研究,发现采用H09得到的焊缝质量更加优良。因此,在工程实践中利用H09焊接材料对压力容器封头进行了焊接施工。经过无损检测表明,压力容器封头焊接质量良好,完全能够满足实际使用需求,保障了压力容器的安全运行。
猜你喜欢
科学技术创新(2022年31期)2022-10-27
金属世界(2022年3期)2022-05-30
建材发展导向(2022年6期)2022-04-18
钣金与制作(2022年1期)2022-03-08
辽河(2022年1期)2022-02-14
辽河(2022年1期)2022-02-14
航空发动机(2021年1期)2021-05-22
现代计算机(2020年32期)2021-01-18
山东工业技术(2019年18期)2019-07-19
扬子江(2019年1期)2019-03-08