
新型废旧电池回收处理工艺的设计研究
2021-04-22 07:19:46张司锴
科学咨询 2021年14期
张司锴
杭州市余杭高级中学 浙江杭州 311100
随着经济与科技的不断发展,各式各样的电子产品在工业生产和人们生活中得到广泛应用,电池的生产和使用也在不断增加。中国是世界上最大的电池生产和消费国,统计资料显示我国年均电池消耗量达100亿只,年电池消耗量连续十年位居全球首位。与此同时,电池使用所带来的环境污染和能源消耗问题也日益严重。其中,仅一粒纽扣电池就能够造成600吨水源的污染;电池生产过程中也在不断消耗锂、镍、钴、汞、镉等国内稀缺的有色金属资源。对废旧电池进行回收处理,能够极大程度缓解我国贵金属资源短缺和解决生态环境污染等问题。但是,目前中国废旧电池回收效率较低,处理工艺落后,分类拆解等还主要采取人工作业,难以满足我国废旧电池回收发展需求。因此,实现废旧电池的高效、低成本回收处理成为我国电池行业发展的瓶颈问题。这对形成资源节约型和环境友好型社会也具有重要意义。在废旧电池中,锌、钴、镍等重要战略金属占很大比重,废旧电池回收处理成为了解决我国战略金属资源短缺的重要途径。
一、废旧电池现状
(一)废旧电池现状
废旧电池的产量与日俱增,但是其回收处理量却不足十分之一。现阶段,废旧电池的实际回收处理主要可分为两类:铅酸电池和便携式电池。铅酸电池是指是用铅及其氧化物制成电极,利用硫酸溶液作为电解液的蓄电池。铅酸电池是化学二次电池中市场份额较大、使用范围较广的电池。2018年,我国铅酸电池产量为246.74百万支,与2017年同比增17.25%,增幅较锂电池产量高3个百分点,市场销售约为131,256亿元,销售比例仅为锂电池的二十分之一。与便携式电池相比,铅酸电池的回收处理技术较为成熟,产生的污染也较少。而便携式电池是指常见的锌锰干电池、锂原电池、锂离子电池和纽扣电池等。其中,目前市场中产生量最大的、用途最广泛的便是锂电池。锂电池的外壳主要由锌锰合金构成,内部主要由铜、二氧化锰、活性炭等物质构成。由于锂电池具有重金属质量分数大和年产量巨大的特点,因此造成的污染也最为严重。
便携式电池年产量远大于铅蓄电池年产量。其中,仅锂离子电池2018年上半年产量就高达57亿只,预计2020年全球锂离子电池需求量达124GWh。中国作为锂电池重要的生产国,年生产锂电池量约占全世界总产量的30%,已连续十年位居全球首位,仅2017年中国锂电池产量已经突破100亿只。但是,回收率却极其低下,据《关于废旧电池回收现状调查与研究》统计显示,我国废旧电池回收率只有1~2%。例如,北京市2017年预计共产生废电池400余吨,但回收处理的不到2%。上海市全市已设置四五千个废电池回收点,但每年回收废电池仅100余吨,这与全市每年产生的大约3000多吨废电池相比相去甚远。
(二)废旧电池的污染物分类和危害
废旧电池产生污染物种类繁多,若随意丢弃,对人类生存环境造成的破坏巨大。废旧电池的污染物主要分为有机污染物和无机污染物两种。有机污染物主要是不可降解碳氢化合物。无机污染物主要是锌、锰、铁、铜、镍等金属阳离子,一些强酸、强碱,以及LiCoO2、LiFePO4、LiNiO2等可再生物体内富集的重金属化合物。这些物质不但可以导致土壤酸化、碱化,危害当地生物,破坏当地生物多样性,而且会污染土壤,污染水源,形成重金属富集,最终破坏整个生态系统,危害到人体健康。
假设每年中国未妥善处理的干电池数量为13亿只,那么可造成3.6×1012立方米的水污染,和约36平方千米的土地无法利用。这不仅是对环境的严重破坏和巨大的经济损失,而且人均可利用资源会更加稀缺,严重影响民众生活。中国人均水资源占有量只有2100立方米,人均土地占有量为2.5亩,仅为世界平均水平的29%。如果再这样任由电池污染资源,约13年我们就会陷入无水可用、无地可种的困局。重金属富集会使人体蛋白质变性,进而导致一系列慢性、急性人体疾病,例如急性肾衰竭、急性肺部呼吸障碍或者慢性肝组织坏死,威尔森症,阿尔茨海默症等。例如,10年前日本水俣镇废旧电池处理公司常年排放含汞废水,使海水受到了汞污染,当地捕捞的海产品中都含有高浓度的甲基汞,造成当地约一千多人因为重金属富集导致多器官衰竭而死,至今日本政府仍在治理水俣镇的重金属污染问题。因此,为了避免这类事件的发生,提高废旧电池回收率迫在眉睫。而提高回收率的关键,就是改进处理工艺。
二、废旧电池回收技术
目前,废旧电池污染的问题十分严峻。据统计,中国每年未得到妥善处理的废旧电池中仅锂离子电池一类就达到60万吨,造成约六万多吨的贵重金属遗失,对社会造成了巨大的资源浪费与经济损失。我国目前处理废旧电池的方法仍处于焚烧和填埋等粗放型,主要的新兴处理技术有湿法回收(包括化学沉淀法、离子交换法、萃取法、电化学法等)、火法回收、生物法回收、新兴回收技术等。
(一)焚烧填埋技术
目前,大部分废旧电池处理方法仍是焚烧填埋。焚烧和填埋是两类典型的粗放型处理方式,虽然其操作简单、短期处理成效显著,但是弊端也是显而易见的。废旧电池在焚烧的过程中,不仅造成巨大的资源和能源浪费,还会产生大量的碳氧化物、硫氧化物、氮氧化物等温室气体和有毒气体,严重加剧全球变暖与有害气体的污染。同时,在实际操作的过程中,焚烧法也无法回收贵重金属。填埋法主要会造成固体废弃物污染以及水体污染。废旧电池的填埋占用了大量土地,导致土地利用能力下降,同时对地表水循环和地下水造成巨大危害。
(二)湿法回收技术
湿法回收是指通过废旧电池的酸碱浸出液,用适当的化学方法,使浸出液中的金属离子转化为固态金属。其中用到最多的是以下三种方法:化学沉淀法、萃取法、电化学法。
化学沉淀法是用强碱使废旧电池浸出液中的正价金属转化为氢氧化物沉淀进行富集,随后利用芬顿试剂等酸性溶液将其转化为金属、单质加以回收。虽然该技术金属回收率高,但是操作复杂、成本较高,同时容易造成二次污染。对于处理后的浸出液,难以深度处理,极易造成严重的水体污染。并且,这种方法的社会经济效益较低,难以工业化推广。
萃取法是利用聚氯乙烯的吸附性,对金属离子如Cu2+、Mn2+等进行吸附萃取后,通过氢氧化钠等化学试剂将金属阳离子转化为沉淀后回收处理。相较于化学沉淀法,萃取法的优势在于聚氯乙烯萃取剂可重复利用多次,大大提高资源利用率,同时化学试剂的剂量使用较少。但是,该方法操作复杂、成本昂贵。同时,聚氯乙烯在应用过程中,因其耐热性能较差,会产生氯乙烯等挥发性物质,对人体有一定毒性,并且分离得到的金属单质含有较多杂质。因此,萃取法仍需进一步的研究讨论。
电化学法是指通过电化学原理达到废旧电池中金属回收的方法,其中利用最多的是电解沉积法。其原理是通过电解沉积法,在回收液中加入适当的沉淀试剂或者萃取剂,得到金属的氢氧化物沉淀、金属单质或氧化物;然后,通过离子交换技术,将Zn2+、Mn2+等金属阳离子,以阳极泥的形式进行沉淀,再根据各种金属的熔点不同,将过滤得到的阳极泥中的不同成分通过不同的酸碱试剂进行提纯分离。该技术分离得到的金属单质纯度较高,种类分类较细,但依然存在操作复杂、成本较高等劣势。因此,湿法回收技术在降低成本、规避二次污染等方面还有待提升。
(三)火法回收技术
火法冶金的方法是将废旧电池在一定浓度的草酸溶液中进行浸泡,然后将浸出液进行沉淀,以高温处理为主体进而在沉淀物中提取电极燃烧后留下的金属或金属氧化物。火法回收工艺较为简单,但回收材料纯度低,废旧电池的电解液和黏结剂等有机物会因高温而产生卤代烃、烷类、苯环类、碳氧化物、硫氧化物等有害气体,需要进行废气二次处理。火法回收工厂在建造时,要进行多道废弃物处理工序,并且稍有不慎就会导致废弃物污染泄露,造成严重环境破坏。并且,火法回收需要1500℃左右的高温,因此耗能巨大,成本较高。其回收金属纯度远低于化学沉淀法,且年处理量仅为化学沉淀法的五分之一。该方法在实际利用中,难度较大。
(四)生物法回收技术
生物回收法是通过培养耐重金属盐毒性的细菌微生物,通过生物质能分解金属盐类中的化学能,将其转化为相应的金属氧化物,再进行分类回收。例如,嗜酸菌、氧化硫杆菌和氧化亚铁杆菌是典型的重金属回收常用菌种,以铁离子和亚硫酸根为生物质能源,在微生物新陈代谢后会产生硫酸根和亚铁离子,使废旧电池中的各种金属离子发生共沉淀反应,将金属离子沉淀完全。该方法在使用过程中产生的液体污染相较于化学沉淀法要少得多,微生物可以反复提取利用,并且对重金属盐类的利用程度与沉淀率相对较高。但在实际操作过程中,因为微生物繁殖较慢,微生物分解废旧电池中重金属盐类的速度远小于锂电池的生产速度和废旧电池的产生速度。在实际生物回收法工业进程中,如何提高生物法回收效率,是亟待解决的问题。[1-8]
三、新兴废旧电池回收处理装置
(一)共晶溶剂技术和萃取分液技术
在新兴回收处理方法中,出现了共晶溶剂回收法。它主要是利用氯化胆碱和乙二醇构成的共晶溶剂对锂离子电池的金属氧化物进行回收。该方法有望显著简化电池的回收利用方案。共晶溶剂能够溶解钴和锂,并且有良好的循环使用性。在锂钴氧化物粉末的测试实验中,在特定条件下,金属钴和锂的提取率可以达到90%以上,可以循环使用300次以上,性能优越。但在共晶体溶剂中重新将锂离子等金属离子转化为固态金属进行储存是一大难题。并且,它只能回收阴极金属成分,而无法针对阳极中的铜、锰及其氧化物进行回收。
目前,较为先进的正极回收方法是萃取分液法。该方法主要是利用N-甲基吡咯烷酮(NMP)这一毒性小、沸点高、溶解力出众、选择性强和稳定性好的非质子传递溶剂,将正极材料置于NMP中浸泡,超声处理,获得集流体和正极材料。NMP是锂离子电池的电极辅助材料,也是锂电池正极回收萃取剂的主要成分。但此方法成本较高,而且有机溶剂一般有毒且容易挥发,对生态环境安全和生产人员的身体健康有潜在危害。新型有机萃取剂在关于回收废旧锂电池方面的应用,仍主要集中于对正极材料中有价金属钴、锂和锰的回收利用。
(二)废旧电池回收处理工艺流程设计
面对废旧电池产生速率日益增长的现实,目前较为先进的废旧电池回收方法为:湿法回收、火法回收、生物法回收以及共晶体溶剂法。各种方法都具有它的优势和缺点。因此,在各个方法之间形成优势互补,设计新型处理工艺,提高经济效益,是提高废旧电池回收率和减少环境重金属污染的关键。
根据电池目前回收的现状,本文设计提出了一种废旧电池回收处理工艺流程设计(见图1),具体流程及设计如下:
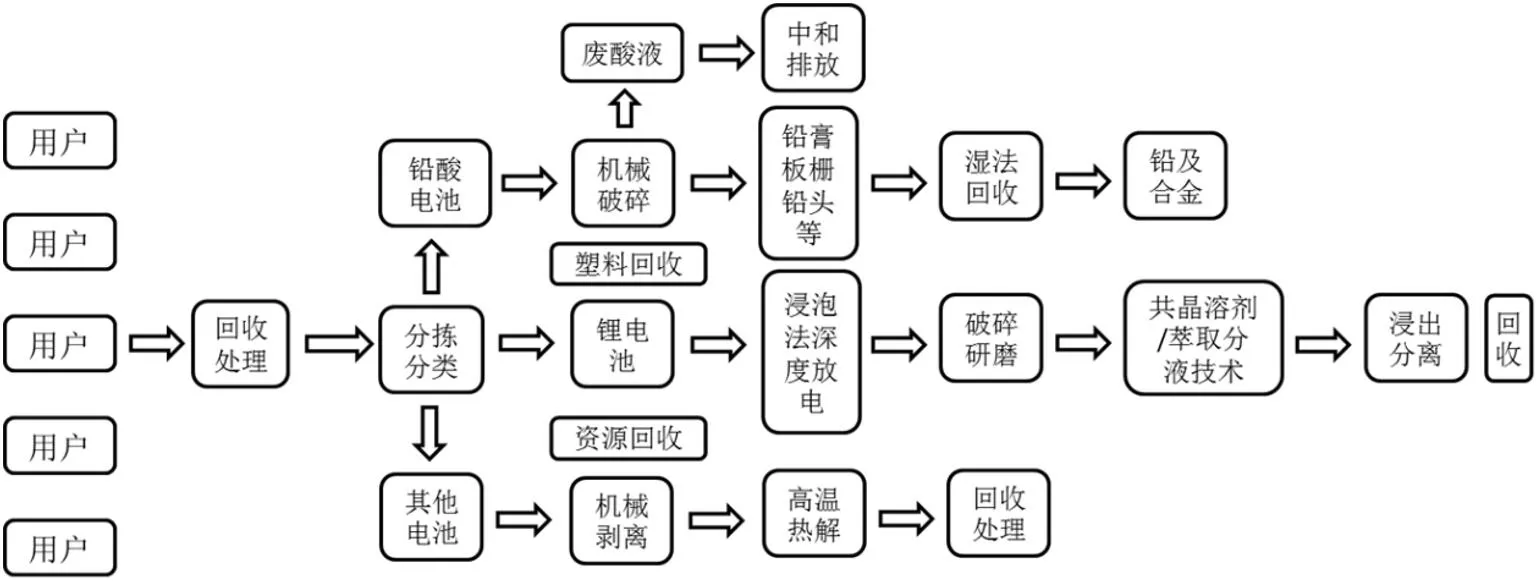
图1 废旧电池回收处理工艺流程设计
根据流程图所示,在用户产生废旧电池后,通过统一的回收环节进行富集,将回收的废旧电池在回收站进行分类分拣处理。现阶段,结合实际情况分捡回收主要通过人工分拣,其分拣类别主要为铅酸电池、锂电池、其他电池(主要为锌锰电池、纽扣电池)。
铅酸电池主要包括硫酸电解液以及铅电极固体两部分,在回收过程中先进行预处理:机械粉碎和固液分离。分离出的酸液为含有硫酸的酸性溶液,在与碱液中和后进行排放,避免了对水资源的污染。剩余固体中的废旧塑料通过机械破碎后直接回收利用,剩余的多是单质铅以及铅的氧化物、硫酸铅等不溶性沉淀。在此基础上进行湿法回收脱硫处理,将收集到的二氧化硫转化为工业用品硫酸,防止硫氧化物排放造成大气污染。得到的单质铅进行回收并利用其做成铅类合金。锂电池在回收过程主要包括预处理,二次处理和深度处理三部分。其中,预处理包括锂电池深度放电,浸泡提取浸出液过滤,将不溶性废渣进行分拣。回收其中塑料成分后,再破碎研磨,重新加入溶液。然后,采用共晶溶剂及萃取法,进行结晶析出,分离得到金属及金属氧化物,先进行成本相对较低的萃取法,利用聚氯乙烯吸附性进行萃取,将萃取后的溶液加入微生物进行共沉淀反应,产生的沉淀进行过滤后加入到成本较低的草酸与过氧化氢混合氧化液。在此操作的基础上进行电化学法进行提纯分类,得到较为纯净的金属单质进行化学试剂分拣回收利用。其他电池主要是锌锰干电池以及纽扣电池,该类电池的主要部件是铜筒碳棒、锌皮,以及二氧化锰氯化铵的固液混合物等,可以直接通过人工分拣和机械拨离的方法分离固体铜筒和碳棒,然后将该固液混合物进行高温热解,使氯化铵分解提纯二氧化锰进行回收利用。对于三种电池,我们通过不同的处理工艺将其转化为可降解的盐类、氧化物、单质等进行分类回收,对于可以直接回收利用的塑料等部件实现再循环的目的,以绿色可持续的方式实现了电池的分类处理.
通过本设计的回收处理工艺对三类电池进行不同工艺设计的回收处理,不仅减少了耗能,还避免了大量酸碱试剂的使用,提高了金属回收率和金属回收纯度,在液体污染方面也实现了较好的改善,提高了化学能利用效率,进而提高了废旧电池处理的效率,在工业生产上具有较大的经济效益。利用新型处理工艺进行回收,会极大地提高废旧电池中各种战略性金属的回收率和回收效率,一方面减少焚烧和填埋占用的土地,减少各种有价金属的废弃;另一方面,废旧电池处理后获得的金属会创造巨大的经济价值,大幅减少废旧电池对环境产生的重金属污染。
四、总结与展望
废旧电池是被放错位置的国家重要资源,对国家综合实力的提升具有不可替代的重要意义。我国是钴、铜、镍资源短缺国。因此,实现废旧电池的回收再利用和环保处理是缓解我国贵金属资源短缺、保护生态环境内在需要,有利于推动电池产业形成从生产到资源再利用的绿色循环产业链。中国在废旧电池回收方面,前景十分广阔,也需要进行更多的资金投入,进行实际生产,以新型处理工艺取代原有的粗放型、环境污染性处理方式。废旧电池是被用错的资源。中国在废旧电池回收方面将会创造巨大的经济收益,解决战略稀缺金属短缺这类关乎国家综合实力的问题。
猜你喜欢
中国石油石化(2022年7期)2022-12-29 22:44:14
陶瓷学报(2020年6期)2021-01-26 00:37:56
生物学通报(2020年10期)2020-08-13 08:52:36
汽车实用技术(2019年6期)2019-04-11 02:53:30
中学生数理化·中考版(2018年11期)2019-01-31 06:18:06
教学考试(高考化学)(2018年5期)2018-12-06 07:21:56
发明与创新(2016年34期)2016-08-22 03:00:52
电源技术(2016年2期)2016-02-27 09:04:52
电源技术(2015年7期)2015-08-22 08:48:22
储能科学与技术(2014年5期)2014-02-27 07:16:12
