
半口模在高熔体流动速率聚丙烯测试中的探讨
2021-04-16 07:01:08
河南化工 2021年3期
(中国石化 洛阳分公司 , 河南 洛阳 471012)
熔体流动速率(MFR)是评价高分子材料流动性能的一项重要物性指标,广泛应用于科研生产中。随着新产品的不断开发,特别是熔喷料的生产,对高MFR样品的分析越来越多。一般MFR分析用仪标准口模分析MFR>100 g/(10 min)样品就比较困难,通过各种参数优化,最多只能测到260 g/(10 min)左右。虽然使用口模塞和砝码支架可以将结果提高到600 g/(10 min)左右,但样品还是会从口模塞和口模接触缝隙处流出,造成清洗困难,用力顶时会造成口模位置变动,影响结果准确度。用砝码支架时操作繁琐,精度差。
因此,在GB/T 3682.1—2018也提出,当MFR>75 g/(10 min)时建议用半口模测试,但测试结果如何换算为标准口模的MFR值并未说明。在生产中通常以标准口模的MFR值来表征产品的特性,如果用半口模来表征容易混乱,因此,找到半口模与标准口模的数据关系就很有必要,同时可以拓宽仪器的使用范围[1-2]。
1 实验部分
1.1 原料
PPH-Y35X,熔体质量流动速率为36.4 g/(10 min),中石化洛阳分公司;PPH-MN60,熔体质量流动速率65.1 g/(10 min),中石化洛阳分公司;PPH-MN90B,熔体质量流动速率94.5 g/(10 min),中石化洛阳分公司;PPH-MN150,熔体质量流动速率152 g/(10 min),中石化洛阳分公司;PPH-MN220,熔体质量流动速率215 g/(10 min),中石化洛阳分公司;过渡料,熔体质量流动速率582 g/(10 min),中石油辽阳石化。
1.2 仪器设备
MI-4型熔融指数仪,德国GOTTFERT;AE-240型电子天平,上海梅特勒。
1.3 实验方法
按GB/T 3682.1—2018中方法B实验。因高MFR样品流动速率快,有的样品未达到测量位置,样品已经流完,无法测出结果,而用半口模孔径小可以测更高的MFR样品。
要保证半口模测试结果准确,就必须保证半口模测试结果与标准口模测试结果换算关系准确,就是保证用标准口模和半口模测试的结果都准确,特别是标准口模结果。要保证标准口模测试结果准确,就要保证预热时间结束时活塞杆有效测量位置应在进样口上方,这就要从加样量、活塞杆喂料位置、测量位移等方面进行探讨。
2 结果与讨论
2.1 不同进样量影响
进样量分别为4、6、8 g,喂料至110 mm处、5 mm测量距离,用标准口模和半口模进行试验,试验结果见表1。
从表1可以看出,在进样量为4、6 g时,随着MFR的升高,标准口模测试结果明显升高,与半口模的比值也升高;进样量为8 g时相对变化较小[2]。主要是由于高MFR样品在预热时间结束时样品损失较多造成,这也与GB/T 3682.1—2018中要求MFR值高时需增加进样量一致。因半口模多用于MFR>75 g/(10 min)的高流动性样品测试,所以测试时应尽量多加样品。

表1 不同进样量(MFR)结果对比 g/(10 min)
2.2 不同喂料位置影响
喂料位置分别设定在70、90、110 mm,称8 g样品、5 mm测量距离用标准口模和半口模进行试验。试验结果见表2。
通过表2可以看出,只有喂料在110 mm处时“过度料”样品才有结果,同时喂料到110 mm时标准口模和半口模的比值更稳定。说明测高MFR样品时尽量保持较高的喂料位置,测试结果稳定性更好,精密度更高[3]。
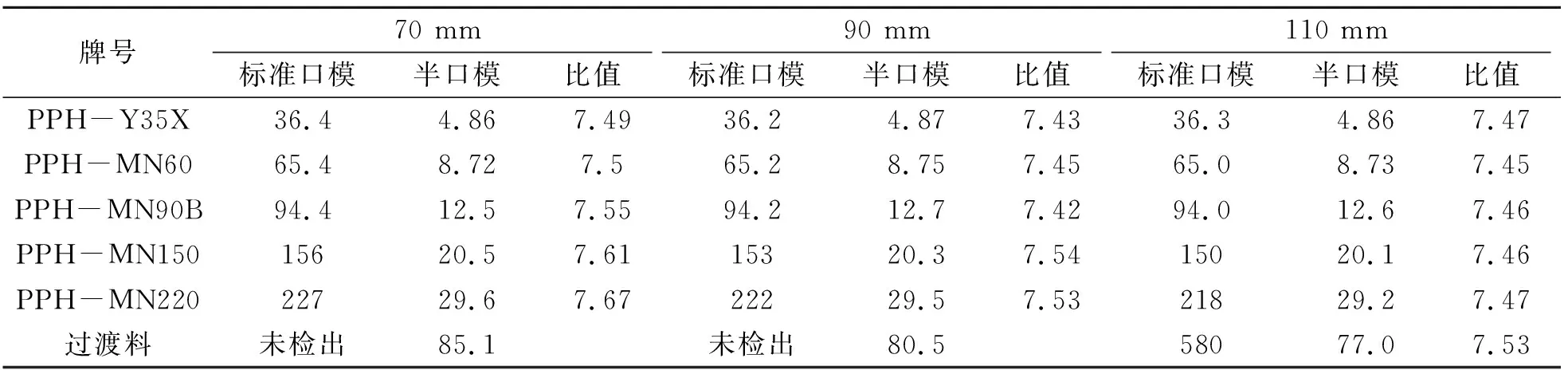
表2 不同喂料位置MFR结果对比 g/(10 min)
2.3 不同测试位移影响
测量距离分别设定为2、5、10 mm,称8 g样品、喂料至110 mm处用标准口模和半口模进行试验。试验结果见表3。

表3 不同测量位移MFR结果对比 g/(10 min)
在GB/T 3682.1—2018中根据不同结果对活塞最小位移做出了相应规定,MFR>20 g/(10 min)的样品选择10 mm位移,而且要保证每次加样出3个结果,对于大部分熔指仪有效位移长度只有30 mm,理论上按10 mm位移可以出3个结果。通过试验发现当MFR<60 g/(10 min)时,出3个结果问题不大,但第一个结果明显偏大。当MFR>60 g/(10 min)时出3个结果较困难,随着MFR增加,出1个结果也困难。而GB/T 3682.1—2018对仪器的时间、位移精度做了明确要求,要分别达到±0.01 s和±0.02 mm,现在出厂仪器都能达到精度要求。对于具有较高时间、位移精度的仪器适当降低活塞位移距离对测量结果影响不大。
从表3可以看出, 5 mm测试位移结果比值较2 mm和10 mm的波动偏小,用10、5 mm测试位移得出的结果差别不明显。因此,选用5 mm测试位移不仅可以保证加一次样可以出3个结果,同时结果的重复性也较好。
2.4 标准模和半口模换算关系
取加8 g样、110 mm喂料位置、测试位移5 mm时对应的结果比值的平均值计算出标准口模和半口模MFR结果关系。测试结果见表4和图1。

表4 选定条件下标准口模和半口模MFR测试结果 g/(10 min)

图1 半口模与标准口模换算关系
通过表4、图1可以看出在分析条件优化后半口模与标准口模的MFR结果有较稳定的换算关系。
2.5 标准模和半口模换算关系验证
试验过程用的是600 g/(10 min)以下的样品,无需再用该范围内的样品进行验证,对更高MFR结果的样品需进一步验证。熔喷料生产使用的厂家较多,用熔喷料和熔喷料生产调整过程中的过度料来验证,测试数据见表5。
从表5可以看出差值最大的为37 g/(10 min),远小于出厂指标规定的±200 g/(10 min),说明仪器可以用于超高熔指熔喷料的测试。通过测试条件优化,仪器用半口模时测量范围可以拓展到1 500 g/(10 min)左右,大大增加了仪器的使用范围。

表5 熔喷料半口模MFR测试结果 g/(10 min)
3 结论
用半口模或标准口模测试高MFR样品,加样量越多、喂料位置越高,结果重复性越好。在仪器满足GB/T 3682.1—2018要求时,对于高MFR样品在有效30 mm测试位移范围内,单个结果测试位移越长,结果重复性不一定越好。在合适的分析条件下标准口模与半口模的MFR结果有较稳定的换算关系。可以用半口模来分析更高MFR的样品。
猜你喜欢
分析仪器(2022年5期)2022-10-14 09:58:04
中国石油大学学报(自然科学版)(2022年4期)2022-09-05 06:34:14
化工管理(2021年7期)2021-05-13 00:45:08
小哥白尼(趣味科学)(2020年6期)2020-05-22 06:43:16
阅读(低年级)(2020年10期)2020-01-07 14:02:49
小天使·五年级语数英综合(2016年9期)2016-10-09 20:22:05
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
故事作文·高年级(2015年5期)2015-09-08 08:27:33
