
基于背散射电子的电子束加工过程在线观测系统研制*
2021-04-02 02:15张红玉许海鹰路开通左从进
航空制造技术 2021年3期
张红玉,许海鹰, ,路开通, ,左从进
(1.中国航空制造技术研究院高能束流发生器实验室,北京100024;2.南京理工大学材料科学与工程学院,南京210094)
电子束加工技术具有能量密度高、参数易于控制、能量转换效率高等优点,已经广泛应用于焊接、增材制造等领域。由于电子束加工过程通常需要在真空环境下进行,又由于高温、高金属蒸汽的影响,使得加工过程的监测十分困难[1]。因此传统机器视觉观测系统很难适用于电子束加工过程的长期观测。
目前利用电子束加工过程中的二次电子和背散射电子信号来成像的技术已经得到较广泛的应用,并且可适用于高金属蒸汽环境[2]。相比于传统光学观测方法,其观测图像的纹理更为清晰,对恶劣工作环境的适应性更好,这对提高电子束加工的质量和效率有着十分重要的意义。国外,德国SST、英国TWI、乌克兰巴顿所等单位已经开展了大量研究工作,并且将其成功应用到实际生产中。而国内对此项技术的研究还处于起步阶段。为满足实际观测需求,本试验采用四极板背散射电子接收传感器、高频信号放大电路、高频数据采集卡、高频偏转扫描系统等研制了一套基于背散射电子的观测系统。相比于现有双极板传感器方案的观测图像会出现部分方向纹理不清晰的情况,本试验中采用的四极板传感器和后期图像融合算法可以实现各方向纹理的清晰观测。试验结果表明所研制系统可以满足电子束加工过程的在线观测需求。
1 系统设计
所设计的基于背散射电子的观测系统示意图见图1。图中,工控机用于系统整体逻辑控制与图像处理;函数发生卡用于产生偏转扫描系统的驱动波形及采集卡的同步触发时钟信号;偏转扫描驱动电路将输入低压小电流控制信号转化为较高电压大电流功率信号输出;背散射电子接收传感器用于收集背散射电子信号;信号放大电路放大背散射电子信号;数据采集卡采集信号并传输给工控机。由函数发生卡、偏转扫描驱动电路、偏转扫描线圈构成的偏转扫描系统按照工控机指令控制电子束逐点扫过被观测工件表面。同时,由背散射电子接收传感器、高频信号放大电路、高频数据采集卡构成的背散射电子信号采集电路按照同步时钟逐点采集信号并传输给工控机。工件上被扫描的点会因为表面形貌或者材料的不同,使得被反射的背散射电子的发散角度方向不同,采集信号经过计算机软件处理后,可以逐点重构出工件表面形貌衬度图。
1.1 背散射电子接收传感器
传感器结构如图2所示,由4块扇形铜极板、采样电阻、铜制外壳组成。其中,4块扇形铜板可以接收不同反射角度的背散射电子,分别通过各自的采样电阻与接地的外壳相连,从而将接收的背散射电子的电流量转换为电压量,并作为传感器的输出。传感器极板与传感器外壳通过绝缘材料连接件固定,保证了良好的绝缘性[3]。

图1 基于背散射电子的观测系统示意图Fig.1 Schematic diagram of view system based on backscattered electrons
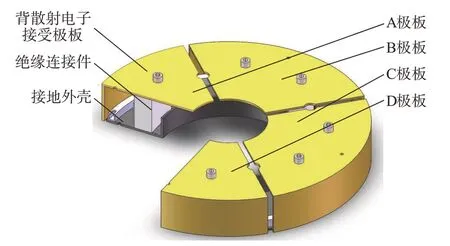
图2 背散射电子接收传感器结构剖面示意图Fig.2 Sectional schematic diagram of structure of backscattered electron sensor
传感器等效电路为RC低通滤波电路,即输出电压信号U与输入背散射电流信号I构成了一阶惯性环节,其传递函数为:
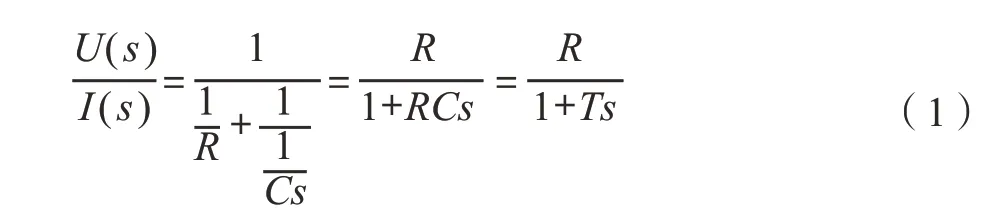
其中,R为采样电阻阻值;C为等效电容;s为传递函数参数;T为一阶惯性环节时间常数。等效电容主要包括两部分,一部分是传感器极板与接地外壳之间形成的电容,另一部分是传感器信号输出线的分布电容。背散射电子接收传感器一个极板的等效电路如图3所示,传感器时间常数T为RC,增益为R。依据香农采样定理,传感器的带宽不能低于采样频率的一半,为了保证传感器拥有足够的带宽[4],即足够小的时间常数T,一方面采样电阻采用较小的阻值,另外一方面增加极板与地之间的距离、减短输出信号线的长度使得等效电容足够小。
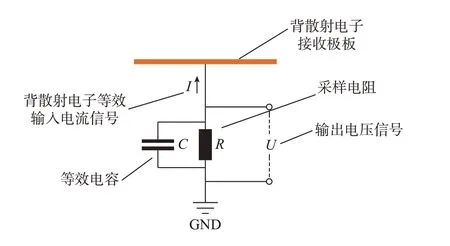
图3 背散射电子接收传感器等效工作电路Fig.3 Equivalent circuit diagram of backscattered electron sensor
1.2 高频信号放大电路
为了保证背散射电子接收传感器的带宽足够高,所选用的采样电阻较小。这使得传感器增益较小,所以需要带宽高于传感器的信号放大电路增强信号,提高信噪比[5]。因此设计了图4所示的高频信号放大电路。在每个传感器极板信号输出端均连接一路信号放大电路,所有信号放大电路安装于背散射传感器内部,既可以通过传感器的外壳避免辐射和电磁干扰,又可以减少传感器与信号放大器之间的电缆长度,从而使传感器的等效电容降低。在信号输入端设置D1、D2箝位二极管,可以有效防止电压突变对后级电路的危害。
1.3 高频偏转扫描系统
高频偏转扫描系统由图5所示的偏转扫描线圈及其驱动电路组成。为了获得更好的动态性能,偏转扫描线圈采用无磁芯结构的Helmholtz 线圈结构,由4 股漆包铜线并行绕制而成[6-8],可有效降低趋肤效应和电感值,保证高动态性能。同时Helmholtz 线圈产生的偏转磁场均匀性较好,从而保障电子束扫描精度。

图4 高频信号放大电路Fig.4 Circuit diagram of high-frequency signal amplifier

图5 高频偏转扫描线圈结构示意图Fig.5 Structure diagram of high-frequency deflection and scanning coils

图6 高频偏转扫描驱动电路Fig.6 Circuit diagram of high-frequency deflection and scanning driver
功率驱动电路是一种基于功率运算放大器的负反馈控制电路。由于受到功率运算放大器压摆率和最大输出电压等参数的限制,采用单个功率运算放大器的功率驱动电路响应速度较慢。而采用一对相反极性输出的功率运算放大器同时驱动感性负载的两端,可以有效提高感性负载两端驱动电压的变化速率和最大值,从而提高了功率驱动电路的动态响应速度。此外,电流检测采用高频霍尔电流传感器,避免了由反馈延迟引起的振铃现象。最终,所设计的高频偏转扫描系统的带宽为41kHz。图6所示为高频信号放大电路。
此外,所研制系统还包括了工控计算机、高频采集卡、高频函数发生卡,其均为商品化产品,使用方法查阅使用手册即可,在此不再赘述。
2 软件设计
应用软件使用C++语言开发,整体框架如图7所示,包括设备接口类、图像处理模块、界面交互类3个部分。设备接口类抽象于函数发生卡与高频采集卡的开发库和驱动程序,集成了设备连接、参数设置、数据传输、设备释放等接口功能;图像处理模块基于开源的计算机视觉库OpenCV4 开发,主要完成图像逐点重构、去噪声、显示等功能[9];界面交互类继承于开源计算机C++库QT5,主要提供了界面交互、多线程通信、业务逻辑等功能。
2.1 软件工作流程
软件的主要流程如图8所示,包括程序启动、设备初始化、数据采集、图像处理、程序结束等步骤。考虑到采集卡数据交换与处理需要占用较多计算机资源,程序开启了两个线程。其中主线程负责程序交互界面、设备初始化等工作;第2 线程负责采集卡数据交换、图像处理等计算量密集型任务。
2.2 图像采集与重构
图像的采集重构算法流程如图9所示。其中,传感器与信号放大电路将信号输出给高频采集卡,采集卡的4个通道工作在单点触发模式,其触发时钟由函数发生卡给定,同步时钟信号保证了采集卡与电子束偏转扫描位置逐点对应。采集卡与计算机内存的数据交互采用DMA(直接内存存取)方式,即采集卡将高速采集的数据存储在采集卡板载FIFO 内存上,再通过PCI 接口与计算机内存上开辟出的一段缓存区直接交互,随后以中断触发的模式与应用程序交互。应用程序读取缓存数据后,将4个通道的数据逐点提取出来,并单独重构为4幅32位浮点型灰度图像。
4幅灰度图像分别对应于传感器4个极板,其灰度值与对应极板接受的散射电子数量相关。将关于中心轴对称的两对极板所对应的灰度图像分别作差,得到对应于X、Y两个方向的差分图像[10]。再对其作对比度与饱和度调节,可得到形貌衬度较为清晰的两幅图像。

图7 软件框架示意图Fig.7 Software framework diagram
2.3 图像融合
由于差分计算特性,工件中与图像差分方向垂直的纹理在图像中呈现得非常明显,而平行方向的纹理则非常模糊甚至不可见。所以X方向的差分图像可以清晰地呈现工件表面Y方向的纹理;而Y方向的差分图像则可以清晰地呈现工件表面X方向的纹理。图10所示的图像融合算法可以将X、Y方向的差分图像有效融合,从而完整地呈现工件表面的形貌特征。
首先,通过将X、Y方向的差分图像加权叠加到一幅灰度图中,并同时使用中值滤波将图像中的椒盐噪声去除。直接合并的图像已经有效融合X、Y方向的纹理特征。其次,为了增强图像中的纹理特征,通过将图像与其高斯模糊图像作差提取出图像中的高频部分,而高斯模糊图像则为图像中的低频部分。图像的高频部分反映了图像的纹理特征,而图像的低频部分反映了图像的背景特征[11]。将图像的高频部分放大后与低频部分合并,则可以增强图像的纹理特征,使得图像纹理更有辨识度。

图8 软件工作流程图Fig.8 Software work flow chart
3 试验与结果分析
3.1 试验条件

图9 图像重构算法流程图Fig.9 Image reconstruction algorithm flow chart
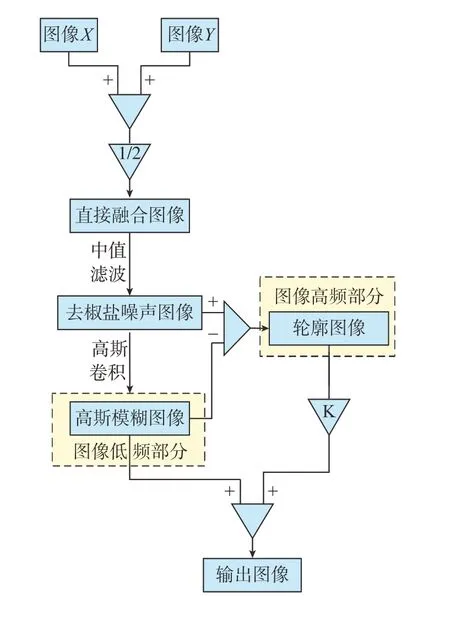
图10 图像融合算法流程图Fig.10 Image fusion algorithm flow chart
试验使用中国航空制造技术研究院自主研发的60kV/15kW 直热式电子束设备。背散射电子接收传感器安装在图11所示的电子束出口处,与其保持同轴。工作台距离背散射电子接收传感器500mm。如图12所示的钛合金试验样件摆放在工作台中央位置。
试验时,加速电压为60kV,聚焦电流为387mA,采用1.55mA 小束流电子束逐行快速扫描试件,基于背散射电子的观测系统分别对试件的局部和整体进行观测。同时使用传统的光学观测系统观测真空室内的试验样件,并将两种观测结果进行对比分析。
3.2 结果与分析
对试件局部观测时,分别得到X、Y方向上的差分图像。两幅图像都反映了试验样件的形貌衬度,图13(a)所示的X方向上的差分图像更加显著地呈现了Y方向上的纹理;而图13(b)所示的Y方向上的差分图像则显著地呈现了X方向上的纹理。
图14(a)所示的图像由X、Y方向上的差分图像直接合并而成,其已经明显包括了试件X、Y两个方向上的形貌特征。图14(b)所示的最终融合图像,所呈现的试件形貌纹理比直接合并的形貌图像更为清晰与明显。

图11 传感器安装图Fig.11 Sensor installation diagram
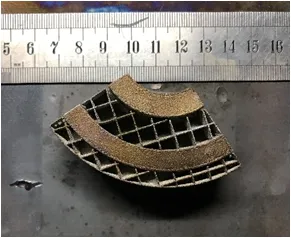
图12 试验样件Fig.12 Test sample

图13 差分图像Fig.13 Difference image

图14 图像融合Fig.14 Image fusion
对试件整体观测时的图像如图15所示,工件整体形貌清晰,其观测帧数可以达到6 帧/s,分辨率可以达到512 像素×512 像素,观测范围达到100mm×100mm。
使用传统光学观测系统拍摄的图像如图16所示,其观测范围较小,清晰度较低。并且在设备工作一段时间后,光路被金属蒸气严重污染,观测效果更加模糊。
试验结果表明,所研制的基于背散射电子的观测系统在电子束加工过程中,能够为使用者提供清晰的实时观测画面,方便使用者及时了解零件加工状态。

图15 大范围观测图像Fig.15 Wide-area view image

图16 传统光学观测系统拍摄图像Fig.16 Images taken with traditional optical view system
4 结论
(1)研制了一套基于背散射电子的观测系统,实现了电子束加工过程的清晰观测。
(2)所研制的基于背散射电子的观测系统可以有效观测100mm×100mm 范围内的工件,图像分辨率为512 像素×512 像素,图像处理帧数可以达到6 帧/s。
(3)所研制的基于背散射电子的观测系统可以适用于高温、高金属蒸汽的电子束加工过程,观测清晰度及范围优于传统光学观测系统。
猜你喜欢
航天制造技术(2022年4期)2022-09-30
中国测试(2022年2期)2022-03-19
科技视界(2021年4期)2021-04-14
石油管材与仪器(2020年5期)2020-11-05
中国临床护理(2019年5期)2019-09-21
无机盐工业(2019年5期)2019-05-24
科技创新与应用(2018年31期)2018-11-22
汽车文摘(2017年6期)2017-07-18
中学生数理化·高二版(2016年10期)2016-12-24
科技与创新(2016年12期)2016-06-25
